23:00 Термообработка литейных и деформируемых алюминиевых сплавов. |
Многообразие в сочетаниях механических, физических и технологических свойств способствует широкому применению в промышленности литейных алюминиевых сплавов. Литейные алюминиевые сплавы по ГОСТ 1583-93
Классификация и краткая характеристика видов термической обработки.
Температура отжига, время выдержки и скорость охлаждения определяются природой сплава, его структурой и условиями работы деталей. Охлаждение деталей после отжига может производиться вместе с печью, или на воздухе, или ступенчато: вначале вместе с печью, а затем на воздухе. Изменение скорости охлаждения деталей обеспечивает получение структуры с различной величиной зерна и соответствующими свойствами. Быстрым охлаждением можно добиться повышенной степени пересыщенности твердого раствора с частичным образованием дисперсных вторых фаз. При медленном охлаждении достигается высокая степень распада твердого раствора с образованием крупных частиц вторых фаз. Закалка применяется для получения максимально возможного пересыщения твердого раствора на основе алюминия, обеспечивающего существенное упрочнение сплава. Режим закалки состоит из нагрева деталей и последующего их охлаждения. Нагрев деталей до температуры закалки и выдержка при этой температуре проводятся с целью максимального растворения упрочняющих компонентов сплава. Температура нагрева зависит от природы сплавов и определяется по данным диаграммы состояния и термического анализа. Обычно чем выше температура, тем больше скорость растворения компонентов сплава. Верхним пределом температуры нагрева под закалку является температура выше границы растворимости легирующих элементов, но ниже температуры солидуса. Время выдержки при температуре нагрева под закалку определяется в основном скоростью процесса растворения упрочняющих фаз и зависит от природы сплавов, структуры и условий нагрева. Так, детали, отлитые в песчаные формы, имеют более грубую структуру по сравнению с деталями, отлитыми в кокиль. Поэтому продолжительность выдержки для этих деталей должна быть на 20-25% больше, чем для деталей, отлитых в кокиль. Продолжительность выдержки при температуре наrрева под закалку также зависит от толщины стенок деталей и их конфигурации. Предшествующая термическая обработка на упрочнение деталей ускоряет процесс растворения при повторном нагреве. Поэтому в случае перезакалок время выдержки при нагреве может быть значительно сокращено. Предшествующий отжиг замедляет процесс растворения, в связи с чем при последующем нагреве под закалку требуются более продолжительные выдержки. Необходимо также учитывать, что в неравновесных условиях кристаллизации отливки из сложных по составу сплавов могут иметь скопления низкоплавких эвтектик, как правило, сосредоточивающихся в участках, затвердевающих в последнюю очередь. В этом случае наиболее целесообразным является ступенчатый нагрев под закалку, который позволяет при температуре первой ступени на 100ºC ниже температуры плавления низкоплавкой эвтектики перевести в твердый раствор ее составляющие и тем самым допустить подъем температуры на следующую ступень. При закалке должна применяться такая скорость охлаждения, которая обеспечивает фиксацию твердого раствора алюминия с максимальной степенью растворения легирующих элементов. В зависимости от требований к деталям скорость их охлаждения при закалке может изменяться путем применения определенной охлаждающей среды с различной теплоемкостью, теплопроводностью, скрытой теплотой испарения, вязкостью и т. д. С этой целью применяются вода, масло, расплавленные смеси солей, воздух и другие среды. Допускается охлаждение деталей в горячих средах (кипящая вода, нагретое масло) с целью получения минимальных термических остаточных напряжений. При резком охлаждении в процессе закалки в закаленных отливках из-за большого температурного градиента, неравномерного охлаждения возникают остаточные напряжения, что вызывает либо изменение формы и размера деталей, либо трещины и разрущения. Центральные слои деталей сплошного сечения обычно характеризуются наличием растягивающих остаточных напряжений, а поверхностные слои - сжимающих. При закалке полых деталей значительно увеличивается теплоотвод от внутренней поверхности и в связи с этим изменяются знак и величина остаточных напряжений. На внутренней поверхности возникают сжимающие напряжения и максимум растягивающих напряжений смещается к среднему сечению заготовки. Сравнение остаточных напряжений, возникающих при закалке сплошной и полой отливок указывает на преимущество предварительной механической обработки до закалки (например, рассверловка отверстий). Наибольшие остаточные напряжения создаются при закалке в воде при температуре 20-25ºС; в случае закалки в кипящей воде. В масле - остаточные напряжения резко уменьшаются. Следует отметить, что возможно совместить процесс закалки с длительной выдержкой в горячих средах. В этом случае создается такое сочетание закалки и старения, при котором обеспечиваются механические свойства деталей при резком снижении термических остаточных напряжений. Этот процесс называют изотермической закалкой. Старение. Целью применения режима старения является получение повышенной прочности закаленного сплава или более стабильных размеров деталей. Достигается это естественным или искусственным старением. Для ряда сплавов комнатная температура является достаточной для того, чтобы после закалки происходили структурные превращения, вызывающие изменения физических и механических свойств. Этот процесс принято называть естественным старением. Процесс распада твердого раствора при повышенной температуре называется искусственным старением. Скорость распада твердого раствора увеличивается с увеличением температуры старения и времени выдержки. Температура и длительность выдержки при искусственном старении зависят от природы сплавов, назначения деталей. В зависимости от сочетания температуры и времени выдержки при искусственном старении можно получить не только упрочнение, но и повышение пластичности сплавов. В последнем случае происходит коагуляция продуктов распада и в связи с этим снижение прочностных характеристик и величины остаточных напряжений сплавов. Этот процесс принято называть стабилизирующим старением. Фото. Отливки из литейного алюминиевого сплава для изготовления деталей  Структурные изменения при закалке и старении
Термическая обработка является одной из основных технологических операций, обеспечивающих получение необходимых свойств сплавов. Упрочнение дисперсионно-твердеющих сплавов достигается применением закалки с фиксацией максимально пересыщенного твердого раствора и последующего старения, обусловленного изменением растворимости легирующих компонентов с пониженнем температуры. Режим нагрева и охлаждения при закалке значительно влияют на развитие процесса старения и механические свойства сплавов. Температура нагрева под закалку определяется фазовым составом сплава и устанавливается в соответствии с диаграммой состояния и данными термического анализа. Применение ступенчатого нагрева под закалку позволяет максимально повысить температуру верхней ступени, что приводит к наиболее полному растворению избыточных фаз в алюминиевой матрице без опасения возможности пережога. Кроме того, повышение температуры нагрева под закалку способствует увеличению количества вакансий в кристаллической решетке, которые способствуют развитию диффузионных процессов при старении. Значительно влияет на кинетику последующего старения также скорость закалки: при замедленном охлаждении часть вакансий успевает мигрировать к ловушкам (границы зерен, петли дислокаций и др.) и не участвует в миграции атомов легирующих элементов. При старении закаленных сплавов происходит распад пересыщенного твердого раствора, сопровождающийся изменением физико-механических свойств. Распад пересыщенных твердых растворов в большинстве алюминиевых литейных сплавов начинается с образования атомных скоnлений - зон Гинье-Престона (ЗГП) когерентно связанных с кристаллической решеткой матрицы. Маленькая область выделения в перенасыщенном металлическом твердом растворе. Не имеет собственную хорошо определенную четкую кристаллическую структуру и содержит ненормально высокую концентрацию атомов растворенного вещества. Образование зон nроисходит в результате развития диффузионных процессов, которые ускоряются вследствие большого количества неравновесных вакансий, имеющихся в закаленном сплаве. ЗГП, обогащенные атомами растворенного элемента, имеют субмикроскоnические размеры, а их структура представляет собой более или менее деформированную структуру матрицы. Форма ЗГП определяется их nоверхностной энергией и энергией упругой деформации матрицы, которые стремятся к минимуму. При разнице в атомных диаметрах компонентов твердого раствора не более 3% форма когерентных образований определяется требованием минимума поверхностной энергии и близка к сферической, а при разнице более 5% решающим фактором является повышенная энергия упругих искажений матрицы за счет образования зон, что обуславливает тонкую пластинчатую или дискообразную форму выделений. Когерентные выделения могут иметь также иглообразную форму, которая отвечает большей энергии упругой деформации матрицы, чем дискообразная, но меньшей, чем равноосная. На устойчивость зон оказывают влияние многие факторы: соотношение размеров атомов матрицы и легирующих компонентов, входящих в зоны, степень искажения кристаллической решетки матрицы при образовании зон. Так, в сплавах системы Al-Ag с близкими размерами атомов алюминия и серебра, зоны устойчивы до 450 °С, в сnлавах системы Al-Cu, где образование зон приводит к сильному искажению кристаллической решетки, ЗГП становятся неустойчивыми при температурах выше 200 °С. Устойчивость зон также зависит от природы сил химического взаимодействия между атомами в зонах, от соотношения коэффициентов диффузии компонентов сплава и др. Основы термической обработки алюминиевых сплавов
Термическая обработка слитков и деформированных полуфабрикатов является мощным средством воздействия на их структуру и свойства. Большое разнообразие структур, которые могут быть получены в алюминиевых сплавах после различной термообработки результат различной степени отклонения сплавов от термодинамически равновесного состояния при комнатной температуре. Равновесная структура промышленных алюминиевых сплавов, суммарное содержание легирующих компонентов в которых, за редким исключением, не превышает 15-18%, представляет собой твердый раствор с низким содержанием легирующих компонентов (десятые доли процента) с включениями интерметаллидных фаз Al2Cu, Al2CuMg, MgZn2, Mg2Si и т.д. При таком фазовом составе сплавы, как правило, обладают низкой прочностью и очень высокой пластичностью. Самой неустойчивой при комнатной температуре структурой в алюминиевых сплавах, имеющих фазовые превращения в твердом состоянии (термически упрочняемых сплавах), является пересыщенный твердый раствор легирующих компонентов в алюминии, концентрация которых может в десятки раз превышать равновесную. При такой структуре алюминиевые сплавы также пластичны, но значительно прочнее, чем в равновесном состоянии. Для достижения максимальной прочности термически упрочняемых сплавов необходимо за счет регламентированных нагревов получить некоторую промежуточную структуру, которая соответствует начальным стадиям распада пересыщенного твердого раствора. Для алюминиевых сплавов широкое распространение в металлургическом производстве получили три основных вида термообработки: отжиг, закалка, старение. Отжиг
Отжиг слитков или деформированных полуфабрикатов применяется в тех случаях, когда возникшее по тем или иным причинам неравновесное состояние сплава обусловливает появление нежелательных свойств, чаше всего пониженной пластичности. Применительно к алюминиевым сплавам наиболее распространены три разновидности неравновесных состояний:
Между этим неравновесным состоянием и двумя выше рассмотренными имеется принципиальное различие: оно может быть получено только в сплавах, претерпевающих фазовые превращения в твердом состоянии, т.е. в термически упрочняемых сплавах, в то время как два других состояния наблюдаются и в сплавах без фазовых превращений в твердом состоянии, и в сплавах с такими превращениями. В соответствии с тремя рассмотренными выше разновидностями неравновесных состояний, различают три разновидности отжига:
Гомогенизация слитка - первая термическая обработка в технологическом процессе. Слиток с неоднородной, термодинамически неустойчивой структурой подвергают отжигу, в результате которого его структура становится гомогенной, пластичность повышается, что позволяет значительно интенсифицировать последующую обработку давлением (прессование, прокатка) и уменьшить технологические отходы. Во многих случаях гомогенизация позволяет также улучшить свойства деформированных полуфабрикатов. 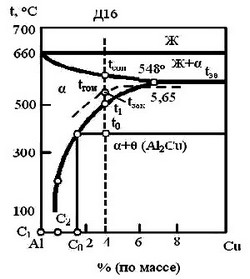 Рис.1. Алюминиевый угол диаграммы состояния системы Al-Cu. Хотя равновесная структура сплава представляет собой обедненный медью твердый раствор и вторичные выделения Ө - фазы (Аl2Сu), в слитках в результате неравновесной кристаллизации образуется неравновесная эвтектика, интерметаллидный ободок по границам дендритных ячеек состоит из эвтектических (достаточно грубых) включений Ө - фазы (Аl2Сu). Если сплав нагреть до температуры выше температуры сольвуса (в диаграмме состояния, положение точек, представляющих температуру, при которой твердые фазы с переменным химическим составом сосуществуют с другими твердыми фазами, то есть показывающие пределы растворимости в твердом состоянии) и выдержать при этой температуре, то эвтектические включения Ө (Al2Cu) растворятся, выравнивается концентрация меди по сечению дендритных ячеек и сплав будет иметь гомогенную однофазную структуру. Температура гомогенизации (tгом) должна быть выше температуры полного растворения легирующих компонентов в алюминии, но ниже температуры равновесного солидуса (tсол). При выборе температуры гомогенизации следует учитывать наличие в слитке неравновесной эвтектики, температура плавления которой равна tэв. Если слиток быстро нагреть до температуры выше tэв, то эвтектика расплавится, образовавшаяся жидкость через некоторое время снова закристаллизуются. Тем не менее, нагрев при гомогенизации до появления жидкой фазы обычно не допускается, поскольку это сопровождается межзеренным окислением и образованием пористости, что приводит к снижению прочности и особенно пластичности сплавов. Таким образом, tгом должна быть ниже tэв, однако во многих случаях для ускорения процесса гомогенизации ее выбирают выше tэв, но в этом случае нагрев до температуры tгом должен производиться медленно с тем, чтобы неравновесная эвтектика рассосалась (растворились интерметаллидные эвтектические включения) до достижения температуры tэв. Нагрев и выдержка при гомогенизации должны обеспечить полное растворение неравновесных эвтектических включений Ө-фазы (Аl2Сu). Выдержка должна быть тем больше, чем грубее эти включения, величина которых зависит от скорости кристаллизации при литье. В общем случае выдержка при гомогенизации зависит от коэффициента диффузии компонентов, содержащихся в растворенной фазе. Температура гомогенизации для промышленных алюминиевых сплавов колеблется в пределах от 450 до 560°С, а выдержка - от 4 до 36 ч. Выдержка выбирается экспериментально. Гомогенизация не должна быть излишне длительной, длительная гомогенизация может привести к отрицательным эффектам, например образованию вторичной водородной пористости в слитке. Скорость охлаждения при гомогенизации обычно не регламентируют, слитки охлаждают с печью или на воздухе. При таком сравнительно медленном охлаждении растворенные легирующие компоненты снова выделяются из твердого раствора в виде вторичных интерметаллических кристаллов. Однако эти кристаллы гораздо меньше имевшихся до гомогенизации эвтектических включений и более равномерно распределены, поэтому пластичность сплава остается достаточно высокой. На примере сплавов Al-Cu сущность процесса гомогенизации может быть распространена и на более сложные алюминиевые сплавы. Отличие этих сплавов от двойных сплавов Al-Cu заключается лишь в том, что в результате дендритной ликвации у сложных сплавов в литом состоянии твердый раствор неоднороден не только по содержанию меди, но и по содержанию других компонентов (Mg, Zn, Si, Li), а по границам дендритных ячеек залегает не двойная (или не только двойная) эвтектика α+ӨАl2Сu, а более сложные неравновесные эвтектики, и при гомогенизации происходит растворение различных интерметаллидных фаз. В том случае, когда в сплавах содержатся наряду с одним или несколькими выше упомянутыми основными компонентами добавки переходных металлов (Мn, Cr, Zr), структурные превращения, происходящие при гомогенизации, усложняются.  Рис. 2. Кривые растворимости меди, магния и марганца в алюминии: А-интервал температур гомогенизации На рис. 2. в одном масштабе вычерчены кривые изменения растворимости меди, магния и марганца в алюминии в зависимости от температуры. Видно, что при температурах гомогенизации растворимость меди, магния и других основных легирующих компонентов (Zn, Li, Si) велика, а растворимость марганца мала, поэтому в процессе выдержки при этих температурах медные, магниевые, литиевые, кремниевые интерметаллиды растворяются.
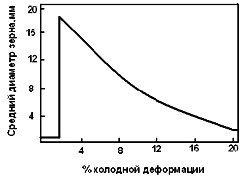
Характер зависимости величины рекристаллизованного зерна алюминиевых сплавов от степени предшествующей деформации показан на рис. 5.
Пример сплава Аl-4% Сu (см. рис. 1). Превращения, происходящие в закаленном сплаве при отжиге.
Пересыщенный твердый раствор в закаленном сплаве содержит 4% Сu. Выдержка сплава при температуре отжига t0 приводит к выделению из твердого раствора избытка меди в виде Ө-фазы (Al2Cu), содержание меди в твердом растворе снижается до равновесной при этой температуре концентрации С0. Однако, как видно на рис. 1. С0 значительно больше С1 (равновесной меди при комнатной температуре) и даже С2 (при 200 °С). Для концентрации того чтобы равновесное состояние при температуре t0 осталось равновесным и при комнатной температуре, и при 200 °С (различие в растворимости меди в алюминии при 20 и 200 °С невелико и им можно пренебречь), охлаждение от температуры t0 до 20 °С (на практике до 200...250 °С) следует проводить медленно с тем чтобы в процессе охлаждения твердый раствор успевал обедняться медью в соответствии с кривой изменения растворимости меди в алюминии. Принятые в производстве скорости охлаждения при отжиге термически упрочняемых сплавов не превышают 30 °С/ч. Закалка
Цель закалки - получить в сплаве предельно неравновесное фазовое состояние (пересыщенный твердый раствор с максимальным содержанием легирующих элементов). Такое состояние обеспечивает, с одной стороны, непосредственное повышение (по сравнению с равновесным состоянием) твердости и прочности, а с другой стороны, возможность дальнейшего упрочнения при последующем старении. Закалку применяют для сплавов, претерпевающих фазовые превращения в твердом состоянии. В алюминиевых сплавах, используемых в промышленности, наблюдается лишь один вид фазовых превращений: при нагреве интерметаллидные фазы растворяются в алюминии, а при охлаждении вновь выделяются из твердого раствора. Таким образом, закалка возможна только для алюминиевых сплавов, содержащих компоненты, растворимость которых в твердом алюминии возрастает с температурой (Сu, Mn, Si, Zn, Li), причем в количествах, превышающих растворимость при комнатной температуре. Закалка алюминиевых сплавов заключается в нагреве их до температуры, при которой легирующие компоненты находящиеся в интсрметаллидных фазах, полностью или частично растворяются в алюминии, выдержке при этой температуре и быстром охлаждении до низкой температуры (10...20 °С). Так, если сплав А1+4%Cu нагреть до температуры tзак (соответствует tгом на рис. 1) выдержать некоторое время, необходимое для полного растворения Ө-фазы (А12Сu) в алюминии, и охладить в воде до комнатной температуры, то твердый раствор, содержащий 4,0% Сu, в результате быстрого охлаждения будет сохранен или, как часто говорят, зафиксирован при комнатной температуре. Поскольку равновесная растворимость меди в алюминии при низких температурах составляет около 0,2%, твердый раствор в закаленном сплаве А1+4% Сu пересыщен медью более чем в 20 раз. Температура нагрева под закалку должна обеспечить как можно более полное растворение интерметаллидных фаз в алюминии. Изменение температуры нагрева под закалку сплавов в зависимости от содержания меди показано на рис. 1 пунктиром. При закалке литейных алюминиевых сплавов следует иметь в виду, что в структуре сплавов может быть неравновесная эвтектика. Поэтому температура нагрева под закалку литейных сплавов не должна превышать температуры плавления неравновесной эвтектики. Приведенные выше соображения по выбору температуры гомогенизации полностью относятся к выбору температуры нагрева под закалку литейных алюминиевых сплавов. Температура нагрева под закалку различных промышленных сплавов колеблется в пределах от 450 до 560 ºС. Выдержка при температуре нагрева под закалку должна обеспечить растворение интерметаллидных фаз, поэтому она зависит от величины частиц и характера их распределения. В деформированных изделиях интерметаллидные фазы находятся в основном в виде мелких вторичных кристаллов (сплав уже подвергнут гомогенизации и ряду технологических нагревов), а в отливках - в виде довольно грубых эвтектических включение. Отсюда различная продолжительность выдержки при температуре нагрева под закалку для деформируемых сплавов - она измеряется десятками минут, а для литейных - часами или даже десятками часов. Охлаждение при закалке следует проводить с такой скоростью, которая обеспечит отсутствие распада твердого раствора в процессе охлаждения. Эта скорость должна быть больше некоторой определенной для каждого сплава критической скорости охлаждения Vкр, которая определяется как наименьшая скорость охлаждения сплава, при которой распад твердого раствора в процессе охлаждения еще не происходит. Только поэтому литейный сплав АК12 не подвергают закалке - слишком большая скорость распада твердого раствора при охлаждении. 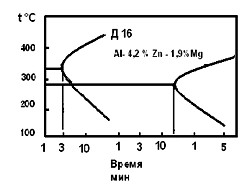 Рис. 7. Диаграммы изотермического превращения переохлажденного твердого раствора в сплавах Д16 и Al-Zn-Mg (указано начало распада твердого раствора) Значения критических скоростей охлаждения для различных сплавов могут быть приблизительно (с достаточной точностью для практики) определены по диаграммам изотермического распада переохлажденного твердого раствора. На рис. 7 показаны такие диаграммы для двух алюминиевых сплавов - промышленного сплава системы Al-Cu-Mg (Д16) и сплава Al-4,2% Zn-1,9% Mg. Так как устойчивость переохлажденного твердого раствора в сплаве Al-Zn-Mg значительно выше, чем в сплаве Д16, то критическая скорость охлаждения первого сплава значительно меньше, чем второго. Тонкостенные изделия из сплавов Al-Zn-Mg закаливают при охлаждении на воздухе, в то время как для изделий из сплавов А1- Cu-Mg необходимо охлаждение в воде. В промышленности большинство алюминиевых сплавов при закалке охлаждают в воде (как правило, в холодной, иногда в подогретой). При закалке толстостенных изделий в воде скорость охлаждения внутренних объемов по мере удаления от поверхности уменьшается, и при какой-то достаточно большой толщине близкие к центру объемы изделия будут охлаждаться со скоростью меньше критической, т.е. изделие не прокалится насквозь. Толщина изделия, при которой центральные объемы охлаждаются при закалке со скоростью, равной критической, характеризует прокаливаемость сплава. Прокаливаемость тем выше, чем меньше критическая скорость охлаждения. Однако охлаждение в воде не может рассматриваться как оптимальный вариант закалки во всех случаях. Очень высокая скорость охлаждения при закалке в воде приводит к образованию больших внутренних напряжений, которые обусловливают коробление изделий. Это особенно проявляется в крупногабаритных изделиях сложной конфигурации (штамповки, панели), правка которых после закалки весьма трудоемка и дорогостояща. Выбор для каждого сплава охлаждающих сред, обеспечивающих охлаждение со скоростью больше критической, но меньше, чем в воде - актуальная задача. Следует указать, что существуют алюминиевые сплавы, имеющие очень малую критическую скорость охлаждения при закалке, тонкостенные изделия из которых могут закаливаться с охлаждением на воздухе. К таким сплавам относятся низколегированные сплавы систем Al-Mg-Si (АД31) Al-Zn-Mg, сплавы системы А1-Mg-Li. Для таких сплавов возможно совмещение процесса закалки с охлаждением изделий после их горячей деформации (экструдирования, прокатки), поскольку температура горячей деформации для ряда алюминиевых сплавов близка к температуре нагрева под закалку. После закалки сплавы, обладая повышенной по сравнению с отожженным состоянием прочностью, сохраняют высокую пластичность. Однако роль закалки, как уже отмечалось, не ограничивается ее непосредственным влиянием на свойства. Обусловливая получение пересыщенных твердых растворов легирующих компонентов в алюминии, закалка обеспечивает возможность дальнейшего повышения прочности при старении. Старение
Старение представляет собой выдержку закаленного сплава при некоторых (относительно низких) температурах, при которых начинается распад пересыщенного твердого раствора или в твердом растворе происходят структурные изменения, являющиеся подготовкой к распаду. Цель старения - дополнительное повышение прочности закаленных сплавов. Распадом называют процесс, в результате которого из одной фазы (пересыщенный твердый раствор) образуются две фазы: твердый раствор, обедненный легирующими компонентами и выделения интерметаллидов, отличающиеся от твердого раствора по составу и кристаллической решетке, и отделенные от твердого раствора поверхностью раздела. Сильная пресыщенность твердого раствора в закаленном сплаве обусловливает его термодинамическую нестабильность. Распад твердого раствора, приближающий фазовое состояние к равновесному, а следовательно, к уменьшению свободной энергии сплава, является самопроизвольно идущим процессом. Во многих закаленных алюминиевых сплавах подготовительные стадии распада, а иногда и начало собственно распада проходят без специального нагрева, при вылеживании в естественных условиях в цехе, на складе или в другом помещении, в котором хранятся изделия, где температуры обычно находятся в пределах от 0 до 30 °С. В некоторых алюминиевых сплавах (Al-Cu-Mn) подготовка к распаду и начальные стадии распада происходят лишь при нагреве закаленного сплава до температуры 100...200 °С. Смысл этого нагрева - термическая активация диффузионных процессов. Выдержку закаленных алюминиевых сплавов в естественных условиях (при температуре окружающей среды), которая приводит к определенным изменениям структуры и свойств (прочность, как правило, повышается), называют естественным старением. Нагрев закаленных алюминиевых сплавов до относительно невысоких температур (обычно в интервале 100...200 °С) и выдержку при этих температурах (в пределах от нескольких часов до нескольких десятков часов) называют искусственным старением. Способность многих алюминиевых сплавов к старению при комнатной температуре обусловила возникновение применительно к алюминиевым сплавам термина "свежезакаленное состояние", т.е. состояние сплава непосредственно после закалки. Свойства алюминиевых сплавов в свежезакаленном состоянии могут значительно отличаться от их свойств спустя определенное время после закалки (в результате естественного старения). Естественное и низкотемпературное искусственное старение связано с тонкими изменениями структуры, которые не обнаруживаются в световом, а в ряде случаев и в электронном микроскопе. И только специальные методы рентгено-структурного анализа позволили Гинье и независимо от него Престону описать механизм подготовительных стадий распада пересыщенного твердого раствора. Процесс распада пересыщенных твердых растворов, на примере наиболее изученных Al-Cu сплавов, по мере повышения температуры нагрева или увеличения продолжительности выдержки при постоянной температуре развивается следующим образом: 1. В твердом растворе образуются субмикроскопические области - зоны с повышенным содержанием меди.
Если, например, в твердом растворе содержится 4% Си, а в химическом соединении Ө (А12Сu), которое, в конечном счете должно выделиться из твердого раствора, 52% Си, то концентрация меди в зонах является промежуточной и возрастает по мере развития процесса. Эти зоны получили название зон Гинье-Престона (ГП). Зоны ГП в сплавах Al-Cu имеют пластинчатую форму и образуются на кристаллографических плоскостяхю Зоны ГП - это часть твердого раствора, их кристаллическая структура такая же, как и твердого раствора, но постоянная решетки несколько меньше из-за повышенной концентрации меди, атомный радиус которой меньше, чем алюминия. 2. B твердом растворе образуются выделения промежуточной Ө″-фазы, состав которых соответствует фазе Al2Cu.
Фаза Ө″ с тетрагональной, отличной от матрицы решеткой полностью когерентна с алюминиевым твердым раствором. Для этой фазы характерно упорядоченное взаимное расположение атомов меди и алюминия, при котором часть плоскостей занята только атомами меди, а часть - только атомами алюминия. Максимальная толщина выделений Ө″ составляет 10 нм, а диаметр - до 150 нм. Ө " лишь условно может называться фазой, поскольку частицы Ө" не имеют дискретной границы раздела с матрицей. 3. Из твердого раствора выделяются частицы промежуточной Ө′ -фазы.
Эта стадия является началом собственно распада твердого раствора. Фаза Ө′ по составу соответствует стабильной фазе Ө (А12Сu), имеет свою кристаллическую решетку, отличную и от решетки алюминия, и от решетки Ө-фазы, промежуточную в том смысле, что она легче сопрягается с решеткой алюминия, чем решетка Ө-фазы. Выделения Ө′-фазы сопряжены, когерентны с решеткой алюминия по плоскостям. Таким образом, Ө′-фаза не полностью отделена от матрицы поверхностью раздела. Выделения Ө′-фазы образуются из Ө″-фазы, однако при повышении температуры не все частицы Ө" превращаются в частицы Ө′: часть их растворяется, вместе с тем не исключена возможность образования частиц Ө′ непосредственно из твердого раствора. 4.Образование стабильной Ө-фазы (Al2Cu), когерентность решеток матрицы и выделяющейся фазы полностью нарушаются.
5. Коагуляция Ө-фазы (А12Сu).
Деление процесса распада на 5 приведенных выше стадий условно, (в сплаве могут быть одновременно зоны ГП и Ө″ -, Ө″ - и Ө′, Ө′ - и Ө-частиц), но полезно для понимания направления, в котором идет процесс. Рассмотренные выше стадии охватывают процесс распада пересыщенного твердого раствора полностью, до получения равновесного состояния. При естественном старении обычно образуются зоны ГП, при искусственном старении - Ө′-фаза. Четвертая и пятая стадии наблюдаются лишь при отжиге, т.е. при нагреве до температур 300..400 °С. Схема распада пересыщенного твердого раствора в сплавах Al-Cu в основном справедлива и для термически упрочняемых сплавов других систем, двойных и более сложных. Отличие заключается лишь в том, что в каждом сплаве - свои (одна или несколько) упрочняющие фазы. Упрочняющими фазами в алюминиевых сплавах являются интерметаллиды, которые характеризуются переменной растворимостью в алюминии и при нагреве под закалку растворяются в алюминии, а при старении и других нагревах закаленного сплава выделяются из пересыщенного твердого раствора (или, по крайней мере, происходят процессы подготовки к их выделению). В России принята следующая система обозначений состояний деформируемых алюминиевые сплавы после упрочняющей обработки:
Для литейных сплавов используется другая система обозначения состояний:
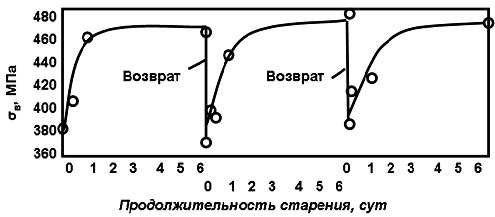
Возврат после старения
Г.А. Меркулова, Металловедение и термическая обработка цветных металлов, Красноярск, 2007г |
| Категория: Термообработка | Просмотров: 6351 | | |

 б
б
| Всего комментариев: 0 | |