02:46 Выращивание кристаллических изделий способом Степанова. |
Важный шаг в направлении снижения доли искусства оператора в получаемых результатах и повышения доли технических и технологических факторов.
Способ Степанова : Непрерывное литье алюминиевых (Al) и магниевых (Mg) сплавов. В классификации существующих методов металлообработки способ Степанова А.В. (развивается в ФТИ им.А.Ф.Иоффе РАН) относится к группе специальных способов литья и по выражению Г.Ф.Баландина представляет собой "...литьё намораживанием в наиболее чистом виде." На практике этот процесс выглядит как выращивание профилированных изделий непосредственно из расплава, без каких- либо дополнительных технологических переделов. С одной стороны имеется расплавленный металл, с формообразователем-фильерой на его поверхности, а с другой- непрерывно растущий профиль (готовое изделие), с заданным поперечным сечением. Степень сложности поперечного сечения изделий может быть довольно высокой и разнообразной. Толщина стенок изделий от 1 до 5 мм. Максимальный габаритный размер поперечного сечения и длина профиля ограничены только возможностями используемого оборудования. На имеющемся лабораторном оборудовании возможно получение изделий с поперечником до 600 мм и длиной до 4 м. Скорость вытягивания, в общем случае, обратно пропорциональна толщине стенки профиля и может составлять от 2 до 6 м/час. Условия формирования поперечного сечения отливки предопределяют уникальные возможности способа Степанова не только в качестве методики для исследования процесса кристаллизации, но и в качестве основы для создания промышленной технологии непрерывного литья профилированных изделий из алюминиевых и магниевых сплавов. Способ мало чувствителен к литейным свойствам сплава и позволяет вести процесс на классических литейных, на деформируемых и вторичных сплавах (с содержанием Fe до 3%). В связи с этим, способ может оказаться особенно полезным для разработчиков новых сплавов. Высокие эксплуатационные характеристики новых сплавов, как правило, конфликтуют с их литейными свойствами, что заметно усложняет получение из них отливок с малой толщиной и большой протяженностью традиционными способами литья.
 Способ позволяет выращивать не только однородные металлические, но и биметаллические изделия, изделия с неметаллическими наполнителями, как в виде частиц с высокой дисперсностью, так и в виде непрерывных волокон.
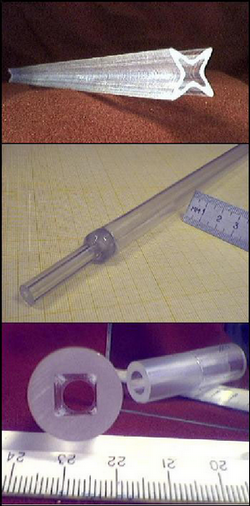
Это означает, что внутри полученного профиля могут быть спрятаны изделия (трубки, стержни, ленты, проволоки) из более тугоплавкого материала, например нержавеющей стали. Направленная кристаллизация и отсутствие контакта твердо-жидкой зоны отливки со стенками формообразователя обеспечивают высокую плотность металла в полученных изделиях и высокую герметичность профилей трубчатого типа. Это позволяет с успехом использовать такие изделия в качестве тепловых труб и радиаторов для теплообменной аппаратуры. Способ Степанова нельзя рассматривать в качестве метода металлообработки, способного заменить собою такие известные методы, как прокатка и экструзия. Каждая из этих технологий имеет свои достоинства и недостатки. К недостаткам способа Степанова, в сравнении с прокаткой и экструзией, можно отнести более низкие значения характеристик: производительности процесса, качества поверхности, стабильности "геометрии" профилей (в осевом и поперечном направлении), прочности (Σв)- для деформируемых сплавов. Прочность изделий, выращенных из деформируемых термо-упрочняемых сплавов, может быть увеличена за счет соответствующей термической обработки. К достоинствам способа Степанова, в сравнении с прокаткой и экструзией, можно отнести: существенно меньшие затраты на основное оборудование и технологическую оснастку (что заметно ускоряет переход "на новый профиль"), меньшие площади под оборудование (одна установка занимает примерно 3 м2), более широкий диапазон составов используемых сплавов (от Al-Si эвтектики, до В-95 высокопрочного деформируемого сплава), существенно большую сложность поперечного сечения выращиваемых профилей, возможность армирования профиля непрерывными волокнами либо дискретными частицами из более тугоплавкого материала. А более высокая пластичность изделий позволяет использовать их в качестве заготовок для последующей деформационной обработки. Разнообразие областей применения профилированных изделий, полученных способом Степанова, во многом, определяется количеством специалистов в других областях деятельности (металлургия, синтез сплавов, теплотехника, конструирование, дизайн), знакомых с возможностями этого метода и способных использовать его достоинства для решения своих задач. Более подробную информацию можно найти в книге автора этого способа: А.В.Степанов "Будущее металлообработки". Лениздат 1963 г. 132 с. Сапфир (от др.-греч. σάπφειρος (sappheiros) синий камень, возм. от ивр. ספּיר (sapir) или персидского названия с тем же значением) — одна из разновидностей минерала корунда, драгоценный камень разных оттенков, преимущественно синего цвета. Химическая формула Al2O3 (оксид алюминия).
Профилированные кристаллы лейкосапфира обладают комплексом уникальных свойств (оптическая прозрачность, высокая температура плавления, большая прочность и твердость), благодаря которым находят широкое применение в различных областях науки и техники.
Читать Выращивание кристаллических изделий способом Степанова.pdf |
| Категория: Материаловедение | Просмотров: 3719 | | |
| Всего комментариев: 0 | |