В основу технологических схем переработки лома и отходов алюминия положен принцип максимального улучшения качества исходного сырья и конечной продукции путем механизации и автоматизации процессов производства с целью наиболее рационального использования этих ресурсов.
Схемы первичной обработки лома и отходов и металлургического цикла выполняются с учетом применения машин и механизмов, находящихся в настоящее время в эксплуатации, но одновременно предусматривается возможность использования новых оборудования и процессов.
К таким процессам можно отнести технологии и переработки литейного и деформируемого лома в тяжелых средах, использование вращающихся печей для переработки различных видов лома и отходов, в том числе применение плазмотронов для переработки шлаков в этих печах и т.д.
При создании технологических схем необходимо уделять повышенное внимание пиротехническому и радиационному контролю, что особенно важно в современных условиях переработки большого количества военной техники.
Вследствие высокой трудоемкости первичной обработки лома и отходов следует предусматривать механизацию складских, погрузоразгрузочных и внутрицеховых транспортных операций путем широкого использования мостовых и козловых кранов, электро- и автопогрузчиков, автомобильных кранов, тельферов и пр.
На технологической схеме первичной обработки лома и отходов алюминия и алюминиевых сплавов существует практически вся номенклатура вторичного алюминиевого сырья, поступающего на переработку.
Поступающие на предприятие лом и отходы подвергаются пиротехническому и радиационному контролю.
В процессе сортировки поступившее сырье разделяется на две основные группы: алюминий и алюминиевые сплавы.
Алюминиевые отходы и лом представляют значительный интерес, так как позволяют производить всю применяемую в промышленности гамму сплавов.
В процессе сортировки выделяются те виды лома и отходов, которые являются готовой продукцией для металлургической переработки, а остальные направляются на разделку.
Значительная часть алюминиевого лома после разделки подвергается пакетированию с целью его уплотнения и уменьшения угара при хранении и переплавке.
Выделенные в процессе сортировки лом и отходы из алюминиевых сплавов подраздедяются на виды: деформируемые и литейные сплавы, сплавы с повышенным содержанием магния, цинка; все остальное сырье классифицируется как смешанный лом.
Лом и отходы из всех видов алюминиевых сплавов разделывают с помощью машин и аппаратов, пригодных для данного вида сырья.
Однако смешанный лом и некоторые виды промышленного и бытового лома из литейных сплавов подвергают разделению в тяжелых средах, а прочие отходы (шлаки, шламы и пр.) разделывают и сортируют в соответствии с рекомендациями.
Значительная часть вторичного алюминиевого сырья представляет собой стружку, технологическая схема первичной обработки которой представлена ниже.
Прошедшая грохочение витая стружка подвергается дроблению, а недробимые предметы выбрасываются и поступают на сортировку.
Если нет возможности произвести дробление витой стружки, ее подвергают сортировке, которая заключается в отделении лома, кусковых отходов, посторонних предметов и пр.
После сортировки стружку брикетируют и направляют на переплавку.
Прошедшая грохочение и дробление сыпучая стружка поступает на сушку для удаления влаги и масел.
Сухая обезжиренная стружка направляется на грохочение с целью отсева землистой фракции, которая затем отправляется заводам черной металлургии по специальным техническим условиям.
Очищенная от мелкой фракции стружка поступает на магнитную сепарацию, в процессе которой из нее выделяется магнитная фракция, перерабатываемая по специальным схемам.
Немагнитная же фракция идет на переплавку или брикетирование.
После предварительной подготовки лом и отходы подвергаются переработке в соответствующих плавильных агрегатах.
Классификация тепловых агрегатов
Все существующие плавильные печи, используемые для переработки лома и отходов алюминия, по методу нагрева можно подразделить на две основные группы:
- 1. топливные,
- 2. электрические.
К первой группе относятся печи, обогреваемые газом или мазутом, ко второй — обогреваемые электроэнергией.
Плавильный агрегат выбирают на основе экономических расчетов с учетом конкретных условий производства.
Практически лом и отходы алюминия и его сплавов можно плавить в любой печи, так как температура их плавления невысока.
Однако вследствие специфики плавки вторичного сырья целесообразнее использовать тот тип печи, который позволяет переплавлять сырье с наименьшими потерями, высокой степенью извлечения и наименьшими материальными и энергетическими затратами.
Практический опыт по переработке вторичного алюминиевого сырья, накопленный в мировой практике, позволил определить основные тенденции в развитии и совершенствовании тепловых агрегатов и их условную классификацию.
Топливные печи в зависимости от вида рабочего пространства разделяются на тигельные и ванные.
Последние, в свою очередь, могут быть стационарные, поворотные и вращающиеся.
Электрические печи по способу превращения электрической энергии в тепловую делятся на печи сопротивления и индукционные.
Печи сопротивления по форме рабочего пространства подразделяются на тигельные и камерные, а индукционные печи в зависимости от наличия сердечника делятся на тигельные и канальные.
Основными показателями, характеризующими эффективность работы плавильных агрегатов, являются:
- степень извлечения металла в готовую продукцию и величина безвозвратных потерь его;
- удельный расход энергии на 1т выплавляемого сплава;
- производительность;
- капитальные затраты на сооружение плавильного комплекса;
- возможность механизации и автоматизации плавки.
Несмотря на большое разнообразие оборудования, используемого для переработки вторичного сырья, имеются общие вопросы, которые и являются предметом их рассмотрения.
Основы плавки алюминия
Металлургические процессы в плавильной печи, связанные с плавкой шихтовых материалов, растворением лигатур, усреднением химического состава расплава и доведением его температуры до заданного значения, как правило, заключаются в переносе тепла и вещества.
Этим главным процессам в ванне сопутствуют и другие, связанные со взаимодействием металла с атмосферой, флюсами и футеровкой печи, загрязнением металла неметаллическими примесями и водородом.
Основные процессы в печи по своей природе можно отнести к теплофизическим, а сопутствующие — к физико-химическим.
Тепловые явления
Температура плавления чистого алюминия равна 660,37 ºС, а его сплавов значительно ниже и для эвтектического силумина составляет только 562 ºС.
При сравнительно низкой температуре плавления алюминий обладает высокими значениями скрытой теплоты плавления (391,2кДж/кг, или 93,3 ккал/кг) и теплоемкости (в твердом состоянии 1,033 кДж/(кг С).
Количество тепла, расходуемого на нагрев, плавление и перегрев расплавленного металла до заданной температуры, можно определить с помощью диаграммы как разность энтальпий в заданном диапазоне температур.
Процесс теплообмена в печи заключается в передаче тепла от источника энергии к металлу для его нагрева и плавления путем радиации, конвекции и теплопроводности.
Как правило, эти три вида действуют совместно, но роль каждой составляющей существенно меняется в зависимости от конструкции печи.
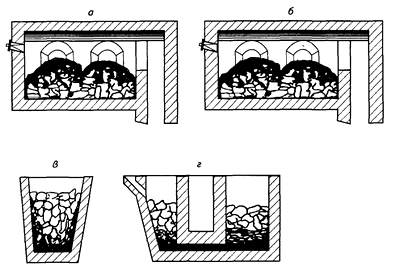
Рис. 1. Схемы металлургических печей.
В отражательной пламенной печи (широко используемой для переплавки лома и отходов алюминия, рис. 1.а) шихта нагревается при лучеиспускании от раскаленных стен и свода печи, а также при непосредственном соприкосновении металла с печными газами.
Поэтому металл, загруженный на сухую подину, нагревается только снаружи и, несмотря на высокую теплопроводность алюминия, шихта в печи прогревается крайне неравномерно.
После образования на подине слоя жидкого металла (см. рис. 1.б) процесс плавления ускоряется и снизу за счет передачи тепла.
Опыт работы отражательных печей, оборудованных устройствами для перемешивания расплава, показывает, что производительность плавки возрастает на 10 — 30%.
Следует отметить, что высокая отражательная способность алюминия (он поглощает всего 10% лучистой энергии, тогда как медь — 30, а железо — 42%) делает малоэффективным радиационный нагрев при плавке сплавов в отражательных печах.
Жидкий металл нагревается через открытую поверхность, причем тепло от верхних слоев металла к нижним передается только благодаря теплопроводности металла, поскольку верхние слои металла, имеющие меньшую плотность, не могут опуститься вниз, так что конвекционных потоков металла в ванне не образуется.
Наличие на поверхности металла оксидной пленки или слоя флюса резко замедляет процесс плавки, вследствие чего происходят дополнительные потери металла за счет его окисления.
Поэтому при плавке мелких отходов (стружка, мелкий шлак) практикуют их загрузку в ванну с предварительно наплавленным металлом.
При плавке металла в тигельной печи условия нагрева металла значительно лучше, чем в отражательной печи, так как он нагревается через дно и стенки тигля.
Скорость подведения тепла к металлу H зависит от его поверхности S, отнесенной к его объему V: H= S0.5 / V0.33
Для тигельных печей оно составляет 2 - 3, а для пламенных — 1,5 - 3,0.
Благоприятные условия нагрева создаются при конвекционном движении металла, нагревающегося снизу и с боков.
Процесс плавления алюминиевых сплавов существенно ускоряется при погружении шихты в расплав, когда одновременно с прогревом шихты идет ее растворение металле.
Особенно хорошо плавится металл в индукционных электрических печах — за счет тепла, создаваемого в самом металле, и за счет тепла жидкого перегретого металла.
При этом жидкий металл хорошо перемешивается не только благодаря конвекции, но и вследствие взаимодействия магнитного поля с наведенным в металле током.
Если плавка ведется с применением флюсов, то на их нагрев и расплавление также расходуется большое количество тепла.
Например, для нагрева и расплавления флюса, состоящего из равных частей хлористого калия и хлористого натрия, требуется столько же тепла, сколько нужно для расплавления равного им по массе количества алюминия.
Следует иметь в виду, что при переплаве алюминия его испарение незначительно, но применяемые при этом флюсы испаряются интенсивно, что помимо расхода энергии и материалов создает ряд экологических проблем.
Потери от испарения при плавке зависят от давления насыщенного пара данного элемента: чем оно выше, тем больше потери от испарения.
Читать...
В.И.Москвитин, И.В.Николаев, Б.А.Фомин, "Металлургия легких металлов", М., Интермет Инжиниринг, 2005, 416с .DjVu
Примечание.
Для просмотра в браузере файлов DjVu скачайте и установите на свой компьютер плагин DjVu Browser Plug-in (Free-download) от Caminova, Inc.
|