00:37 Технология литья в кокиль. Конструирование кокилей. |
Основы конструирования кокилей
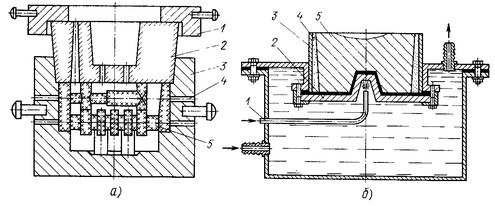
Х2 = 1/2 k · А (1 + √ 1+ 8/А · λ2/α1); Рис. 1. Схемы вытряхных кокилей:
Рис. 2. Схема кокиля с горизонтальной плоскостью разъема:
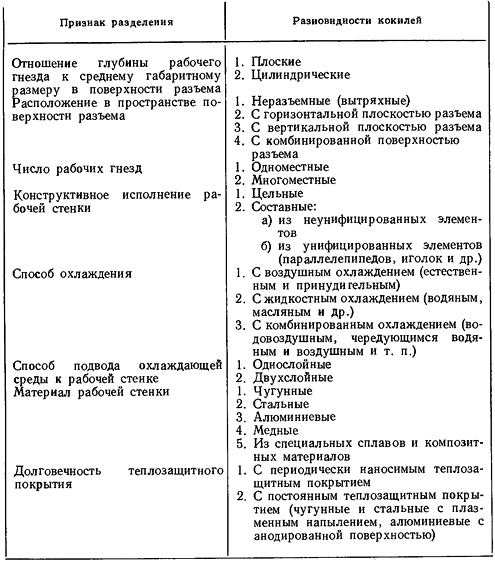
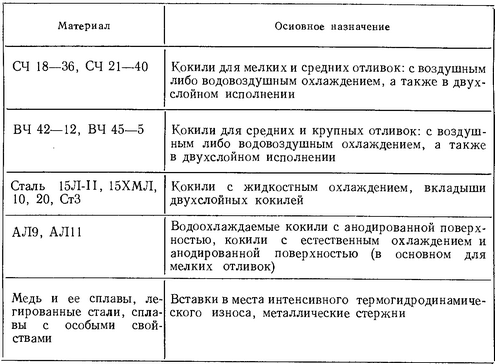
Таблица. 1. Материал рабочей стенки.
Кокили из высокопрочного чугуна имеют обычно более высокую стойкость, чем из серого чугуна. В качестве охлаждающей среды стальных кокилей применяют воду и машинное масло. Системы водяного охлаждения проще в изготовлении и обслуживании, более безопасны в пожарном отношении, позволяют обеспечить наиболее высокую частоту заливок. Однако при охлаждении водой имеется опасность ее попадания внутрь кокиля; трудно обеспечить начальную температуру кокиля (обычно однослойного) выше 420 К; затруднен нагрев кокиля перед первой заливкой (после длительного перерыва между очередными заливками). В качестве охлаждающей среды алюминиевых кокилей используют воду. Водяное охлаждение в сочетании с теплозащитным покрытием стенки в виде пленки окислов обеспечивает температуру внутренней поверхности алюминиевой стенки не выше 570—620 К, что является необходимым по условиям ее нормальной эксплуатации. При этом должен быть использован наиболее интенсивный режим теплообмена, который возникает при ядерном режиме кипения воды. При водяном охлаждении температура внешней поверхности стенки кокиля перед заливкой не может быть выше 373 К (100 °С,) так как после прекращения подачи воды охлаждение кокиля продолжается за счет кипения воды, находящейся в полости охлаждения. Во избежание переохлаждения кокиля температура воды в полости охлаждения должна быть близкой к температуре кипения и подача воды в полость должна прекращаться сразу же после отвода теплоты, отдаваемой отливкой, это достигается способом подвода воды. Вода подводится к верхней части полости охлаждения кокиля. Подводящий патрубок в формах для деталей массой до 30 кг изготовляют из трубы сечением 1/2". Отводящий патрубок также располагается в верхней части полости охлаждения; сечение его должно быть больше подводящего (для отливки массой до 30 кг отводящий патрубок выполняют обычно из трубы сечением 3/4"). Если рабочая стенка кокиля имеет выступающие части, то в ней образуются со стороны полости охлаждения глубокие карманы. Чтобы предотвратить образование паровых подушек, воду подводят непосредственно к этим карманам (см. рис. 1, б). Воду подают в полость охлаждения кокиля обычно столько времени, сколько отливка находится в форме. Подачу воды следует начинать в тот момент, когда фронт прогрева достигает охлаждаемой поверхности кокиля. Водяное охлаждение двухслойных кокилей значительно проще: вода непрерывно протекает через полость корпуса; при этом вода подводится снизу и отводится сверху. Изготовление и эксплуатация кокилей
Изготовление кокилей Проблема изготовления кокиля — это прежде всего проблема изготовления его рабочей стенки (или металлического стержня). Получение остальных, по существу, вспомогательных элементов кокиля — для спаривания частей кокиля, выталкивания отливок, охлаждения (нагрева) и т. д. — относится к общим вопросам производства оснастки и поэтому здесь не рассматривается. Здесь также не рассматривается изготовление кокилей специальных видов. Приводятся только дополнительные данные о постоянных (в условном смысле) покрытиях, формируемых на рабочих стенках непосредственно при их эксплуатации. Проблему изготовления рабочей стенки кокиля следует рассматривать с двух точек зрения: получения формообразующей полости при минимизации затрат труда и материала и обеспечения наиболее высокой стойкости. Рабочие стенки изготовляют литьем, механической и электро-физической обработкой, сваркой, штамповкой и комбинацией этих способов. Наиболее широкое распространение получило литье (многие его разновидности) с последующей доводкой гравюры формы резанием и слесарной обработкой, причем стремятся к минимальному объему доводочных операций. Выбор способа изготовления рабочей полости кокиля зависит от многих факторов: норм точности, габаритных размеров и конфигурации отливки, материала рабочей стенки, способа ее охлаждения и производственных возможностей. При выборе способа приходится также иметь в виду его влияние на стойкость. По мнению многих специалистов, кокили с литыми рабочими гнездами более долговечны. По другим данным чугунные кокили с литой поверхностью показали стойкость в 5 раз выше, чем кокили, обработанные режущим инструментом. Влияние следов режущего инструмента на образование сетки разгара отмечалось ранее. При выборе способа финишной обработки рабочей стенки необходимо учитывать также влияние шероховатости формы на усилие извлечения отливки (или стержня). Обработка резанием всегда неизбежна, когда нужно получить в отливке тонкие и глубокие полости (например, межреберные пространства). Однако в некоторых случаях чистота поверхности стержня может быть не очень высокой. Так, по данным В. А. Комиссарова, при литье чугуна шероховатость поверхности окрашиваемых стержней может находиться в пределах 2—3 классов или даже быть литой. Способы литья. Заготовки кокилей в большинстве случаев отливают по специально изготовленным моделям. Для получения рабочих гнезд повышенной чистоты поверхности и точности применяют стержневые ящики. Заготовки оказываются более точными, если твердение формы и стержня происходит в контакте с оснасткой. Однако применяют и обычные песчаные формы, например изготовленные прессованием под высоким давлением. Формы и стержни, как правило, тщательно окрашивают или натирают противопригарными пастами. Выбор противопригарных средств зависит от материала кокиля. При литье чугуна без каких-либо покрытий можно применять стержни на мелком кварцевом (зернистостью не более 016) песке и фенолформальдегидном связующем (например, ПК-104). Наиболее гладкую и чистую поверхность дают стержни на цирконовом концентрате. Для получения стальных рабочих стенок хорошо зарекомендовал себя СО2 — процесс, при котором могут быть получены заготовки, не требующие последующей обработки резанием формообразующей поверхности. Именно этим процессом получают заготовки кокиля и стержня для производства отливок стоек плугов (см. рис. 3). 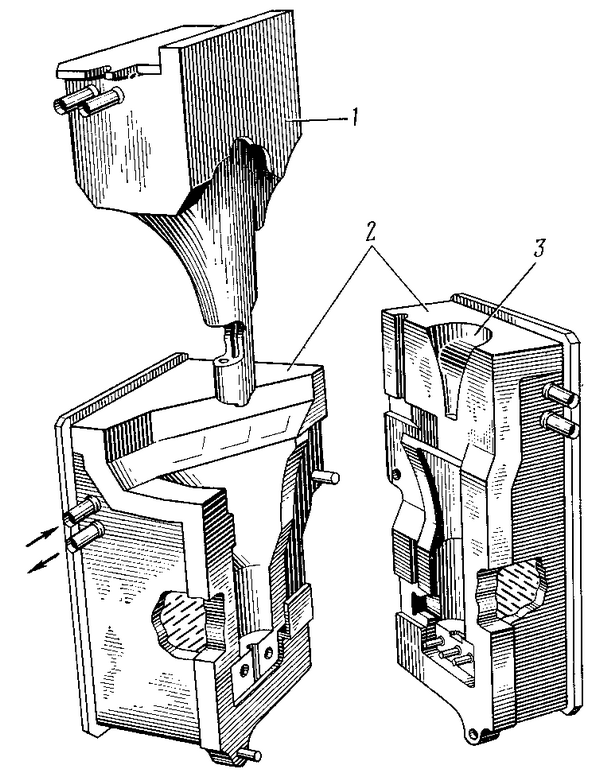 Рис. 3. Схема водоохлаждаемого кокиля с комбинированной поверхностью разъема: 1 - стержень; 2 - кокиль; 3 - заливочная воронка. Стрелками показаны трубки подвода и отвода воды. Применяемая при этом формовочная смесь имеет следующий состав (% по массе): 0,5 15%-ного раствора едкого натра; 5,5 жидкого стекла (плотность 1400—1510 кг/м3, модуль 2,4—2,7); остальное — кварцевый песок К020Б. Приготовление смеси: в бегуны загружают песок и раствор едкого натра, после 3—4 мин перемешивания вливают жидкое стекло, и перемешивание продолжается еще 7—8 мин. Газопроницаемость сырых образцов— не менее 190 ед.; предел прочности при растяжении после продувки в течение 1 мин — не менее 1,8 кгс/см2, влажность 2,5— 2,8%. Описанная технология получения стенок кокилей отработана. Возможность получения с ее помощью отливок без последующей обработки резанием очень высокая. Кроме СО2 - процесса для получения стальных кокилей применяют керамические формы (стержни). Литье в керамические формы используют и при производстве чугунных стенок. По некоторым данным, при такой технологии литья объем обработки резанием сокращается на 50—60%. В ряде публикаций отмечается высокая точность чугунных отливок, которые получены в кокилях, изготовленных по керамическим стержням. Для изготовления алюминиевых кокилей рекомендуется способ литья в стальные и чугунные мастер-кокили. Аналогичный процесс применяют в отдельных случаях при производстве чугунных кокилей для неответственных отливок в условиях единичного производства. Речь идет о способе налива чугуна на отливку, для производства которой кокиль предназначен. В данном случае к отливке приделывают знаки (при необходимости). Изготовленные таким образом кокили отличаются невысокой точностью рабочего гнезда. Размеры рабочего гнезда закономерно уменьшены (если при последующей термической обработке не произошел рост металла). При получении заготовок по схеме кокиль — в кокиль следует учитывать торможение усадки. Так, при толщине стенки отливки 30—40 мм расчетная усадка чугуна уменьшается на 0,2 — 0,3%. Отливку как мастер-модель применяют также при изготовлении гипсовой модели кокиля. Один из способов копирования поверхности отливки заключается в том, что на последнюю наносят слой меламиновой или полиэфирной смолы. Затем полученную таким образом оболочку соединяют с гипсовой или деревянной основой. Необходимо подчеркнуть, что к литым заготовкам кокилей необходимо относиться как к отливкам наиболее ответственного назначения. Это следует учитывать при выборе расположения отливки в форме, литниковой системы, вентилирования полости формы и т. д. Составы чугунов. Из практики литья в кокиль известно, что чугунные стенки в пределах одной марки металла могут иметь существенно различную стойкость. В то же время при разных условиях нагружения, но весьма близких свойствах материала стенки ее стойкость также будет различной. Все дело в том, что стойкость чугуна зависит от его химического состава и структуры (графита и металлической основы). Понятно, что эти тонкости качества металла не учитываются стандартными показателями свойств чугуна. Пониженное содержание серы в сером чугуне способствует повышению стойкости кокилей. Аналогичная закономерность наблюдается при понижении концентрации фосфора и марганца. Опытами установлено, что для кокилей тонкостенных (3—5 мм) отливок целесообразно применять чугун с феррито-графитной эвтектикой. Такие кокили имеют более высокую стойкость, чем при перлитной или ферритной металлических основах и крупных разветвленных включениях графита. Особенно хорошо они противостоят короблению. Для таких же условий хорошо зарекомендовал себя серый чугун следующего состава, % по массе: 2,8—3,2 С; 1,3—1,7 Si; 0,55—0,9 Мп; до 0,10 Р; до 0,12 S; 0,7—0,9 Си; 0,3—0,7 Ni; 0,08—0,1 Ti. С повышением содержания алюминия трещиноустойчивость существенно повышается. При содержании в чугуне свыше 1,0% Si легирование алюминием вызывает образование крупных и грубых включений графита, что недопустимо для условий периодического теплового нагружения. Поэтому рекомендуется сочетать легирование чугуна алюминием с ускоренным его охлаждением (например, с помощью холодильника), либо с дополнительным вводом олова в качестве перлитизатора. В последнем случае стойкость чугунов увеличивается на 25—30%. Для кокилей средних по массе отливок (десятки килограмм) может быть рекомендован чугун следующего состава, % по массе: 3,3—3,5 С; 1,7—2,1% Si; 0,4—0,б Мп; ~2,0 A1; ~0,1% Sn. Микролегирование обычного чугуна оловом (до 0,15%) повышает также стойкость тяжело нагруженных кокилей. Известны данные о положительном влиянии сурьмы в аналогичных условиях. На крышке кокиля массой 4,5 т (для получения отливок массой 1 т) из чугуна СЧ 15—32 первые трещины появлялись после семи заливок. Крышки окончательно выходили из строя через 120 заливок. При легировании чугуна 0,3% Sb стойкость повышалась до 210 отливок. Наибольшей термостойкостью обладает чугун, содержащий 0,1—0,3% Sb. В связи с перлитизацией металла (проявляется в росте твердости) увеличивается стойкость формы против коробления. Из других способов повышения прочности чугунов в условиях термической усталости можно отметить легирование Ni, Сг и Си (0,7—1,0%). В последнем случае чугун приобретает перлитную структуру. Для кокилей, работающих в условиях большого теплового нагружения, можно рекомендовать чугуны, легированные хромом и молибденом. Что же касается чугунов с шаровидным графитом, то эти чугуны должны иметь феррито-перлитную матрицу. Способы получения заданной структуры чугуна с шаровидным графитом хорошо известны, выбор каждого из них зависит от конкретных условий (толщина стенки кокиля, способ модифицирования и т. п). Термическая обработка. Эта технологическая операция является обязательной при получении стальных заготовок кокилей, что связано с необходимостью изменения литой структуры. Практический опыт указывает на необходимость строгого исполнения заданного режима термической обработки.
С аналогичной целью проводят термическую обработку заготовок из чугуна с шаровидным графитом. Термическую обработку проводят также для снятия остаточных технологических (литейных, сварочных и т. п.) напряжений. Остаточные напряжения при первых заливках могут вызвать разрыв рабочей стенки (трещины первого рода), либо коробление формы вследствие релаксации. Сталь марки 15Л-II (см. табл. 2) подвергают нагреву до 1190—1300 К, выдержке в течение 3—4 ч, охлаждению на воздухе, отпуску при 820—870 К в течение 2—3 ч. После указанной выдержки отливки охлаждают в печи до 520 К и далее на воздухе. Механические свойства отливок: σв>400 МПа, aв>0,7 МДж/м2 и δ>24%. Сталь марки 15ХМЛ загружают в печь при температуре не выше 570 К. Затем подвергают нагреву до 920 940 К в течение 7—10 ч, выдержке в течение 2 ч, дальнейшему нагреву со скоростью не более 100 град. в час до 1150—1170 К, выдержке в течение 2 ч, охлаждению на воздухе до 720 К, посадке в печь при 720 К, нагреву до 890—920 К, выдержке в течение 8—10ч, охлаждению с печью до 570 К и далее на воздухе. Механические свойства отливок после термообработки: σт>250 МПа; σв>450 МПа; δ>18%; ав>0,5 МДж/м2; ψ>30%. Термическая обработка стальных рабочих стенок кокилей с жидкостным охлаждением должна производиться после приварки к ним коробок охлаждения. С целью стабилизации размеров и геометрической формы стальные кокили перед окончательной механической обработкой и другими доводочными операциями целесообразно подвергать искусственному старению либо циклической термообработке. Режим старения: нагрев до 770—870 К, выдержка 2 ч на каждые 25 мм толщины стенки, охлаждение с печью до 470—570 К и далее — на воздухе. Режим циклической обработки: нагрев до 570 К в печи, предварительно разогретой до 1170 К, охлаждение — обдувкой воздухом (три-четыре цикла). Приведенные режимы искусственного старения и циклической термообработки рекомендуется применять и при изготовлении чугунных кокилей. Интересно отметить, что на некоторых заводах с успехом применяют циклический нагрев со стороны рабочей поверхности заготовки кокиля. Для этого используют печи типа кузнечных горнов либо наливают расплав на заготовку. К особым случаям можно отнести различные способы упрочнения рабочей поверхности кокиля. Повышение стойкости кокилей достигается с помощью поверхностного легирования литой заготовки. В качестве легирующих элементов используют алюминий, кремний, никель и др. Технология поверхностного легирования имеет свои особенности и тонкости. Напыление кокилей из стали Ст3 для литья титановых сплавов вольфрамом и молибденом. Напыление проводили плазменными горелками. Лучшие результаты показало напыление молибденом слоем толщиной 0,15—0,25 мм. Через несколько теплосмен молибден диффундировал в подложку, обеспечивая повышение термостойкости. Получены положительные результаты при диффузионном насыщении кокилей слоем карбита титана толщиной 30—70 мкм. Такое покрытие повышает в 2—7 раз стойкость кокиля, предупреждает смачивание алюминием рабочей поверхности формы из чугуна или стали и улучшает качество поверхности отливки. Оригинальный способ изготовления двухслойных элементов. Мастер-модель электроосаждением никеля покрывают слоем толщиной 1—2 мм. На этот слой наносят слой эпоксидной смолы и вставляют металлический стержень. После отверждения смолы стержень с нанесенными на него слоями снимают с модели. Полученные таким образом элементы рекомендуют для литья чугуна и стали. Для получения на кокиле слоя с особыми свойствами в НИИСЛе предложен процесс наплавки стали жаропрочными электродами типа ОЗЛ—25Б, изготовленными из сплава ХН78Т (ЭИ435). Наплавка кокилей в местах интенсивного разгара повышает их стойкость в 3 — 4 раза. К перспективным процессам изготовления литых заготовок стальных кокилей относится и электрошлаковое литье. Данный способ позволяет получать плотные, изотропные заготовки, имеющие повышенные значения ударной вязкости при высоких температурах, что является основным фактором стойкости стальных кокилей. К особым случаям могут быть причислены и способы изготовления металлических стержней и вставок. Относительно небольшие их габаритные размеры расширяют возможности выбора материалов и способов изготовления. В частности, для изготовления таких элементов применяют инструментальные стали. Из материалов наиболее высокую трещиноустойчивость имеет сталь 30ХНМЛ, а устойчивость против деформации — жаростойкий чугун ЖЧХ. |
| Источник: Литье в кокиль. С. Л. Бураков, А. И. Вейник, Н. П. Дубинин и др. Под ред. А. И. Вейника. — М.: Машиностроение, 1980, 415 с. |
| Читать: Литье в кокиль. С. Л. Бураков, А. И. Вейник, Н. П. Дубинин и др. Под ред. А. И. Вейника .DjVu |
| Ссылка: http://lmx.ucoz.ru/technology/Veinik.html |
| Примечание: Для просмотра в браузере файлов DjVu скачайте и установите на свой компьютер плагин DjVu Browser Plug-in (Free-download) от Caminova, Inc |
| Категория: Конструирование | Просмотров: 7677 | | |
| Всего комментариев: 0 | |