22:28 Литейные сплавы и плавка. Структура сплавов, затвердевание с интервалом кристаллизации |
Способы воздействия на размер зерна и структуру сплавов
Модифицирование
С активированием примесей и их дезактивацией при большом перегреве связывают явление наследственности, заключающееся в соответствии размеров зерна в чушках и отливках. Как правило, такое соответствие наблюдается при небольших перегревах сплава. При увеличении перегрева происходит дезактивация пограничного слоя, действие примесей исчезает, и в большинстве случаев в результате образуется крупнозернистая структура. Для некоторых сплавов после дезактивации примесей при небольшом перегреве (например, при перегреве 50 ºС для алюминиевых сплавов) наблюдается измельчение зерна при значительном увеличении перегрева (например, 200 ºС для тех же алюминиевых сплавов). Объясняется это тем, что в период заполнения формы поток металла разрушает ветви дендритов и обломки твердой фазы действуют модифицирующе на сплав, так как в этом случае имеется полное структурное соответствие. Гораздо большее значение имеют м о д и ф и к а т о р ы II го р о д а, являющиеся поверхностно-активными к кристаллизующейся фазе веществами, неограниченно растворимыми в жидкой фазе и мало растворимыми (0,01...0,1%) в твердой. Малые добавки этих веществ вызывают резкое уменьшение переохлаждения, поверхностного натяжения, интервала метастабильности и приводят к измельчению зерна из-за самопроизвольного (гомогенного) зарождения центров кристаллизации. Модификаторы II рода не только измельчают зерно, но и изменяют его форму. При кристаллизации сплава поверхностно-активные вещества, имеющие низкие температуры плавления, оттесняются на поверхности растущих кристаллов, тормозя их рост. Они препятствуют развитию игольчатых и пластинчатых кристаллов, придавая им округлые формы. Примерами могут служить добавки натрия в алюминий-кремниевые сплавы (эта мера приводит к изменению игольчатой формы выделений кремния в эвтектических колониях на глобулярную) и магния в чугуны с шаровидным графитом. Кроме раздельного использования модификаторов I и II рода в последние годы применяют комплексные модификаторы, включающие вещества, которые воздействуют на структуру сплавов комплексно — одновременно как модификаторы I и II рода. Примерами таких модификаторов являются железо-кремний-магниевая лигатура ФСМг5 для модифицирования высокопрочного чугуна (в том числе в литейной форме), модификатор Fe—Si—Са с добавками Al, Ti, Се и La для модифицирования серых чугунов. К комплексным модификаторам можно отнести одновременную добавку 0,003 % В; 0,003 % Bi и 0,01 % Al в ковш при производстве ковкого чугуна, использование которого в настоящее время сильно сокращается. В последнем примере основным компонентом является бор, который связывает растворимый в расплаве азот, препятствующий графитизации при отжиге ковкого чутуна. Процесс модифицирования может не дать положительного результата, если в расплавах содержится даже малое количество веществ, называемых демодификаторами. Например, наличие в чугунах титана, висмута, свинца, сурьмы, мышьяка, олова препятствует образованию шаровидного графита при модифицировании их магнием или его лигатурами. Применение вибрации
Целью использования вибрации является интенсификация процесса образования обломков кристаллов и перемешивания расплава в незатвердевшей части отливки. Еще в начале ХХ в. было установлено, что интенсивное встряхивание изложницы с частотой 1...100 встряхиваний/мин при амплитуде 15...20 мм способствует лучшему выделению газов из расплава, измельчению зерна, улучшению механических свойств. Для вибровстряхивания литейных форм можно применять вибростолы. Для виброобработки расплава в форме служат пневматические, механические, гидравлические и электромагнитные вибраторы. Очевидно, что эффект от виброобработки расплава в форме будет достигнут, если одновременно обеспечиваются условия для затвердевания расплава от стенок формы, а режимы вибрирования должны обеспечивать разрушение растущих кристаллов. Использование ультразвуковых колебаний
Обычно к ультразвуковым колебаниям относят упругие колебания с частотой 16·103...1·1010 колебаний в секунду, т.е. герц (Гц). Человеческое ухо способно слышать звуки с частотой от 15 до 15000 Гц. Установлено, что воздействие ультразвука на первичную кристаллизацию аналогично эффекту от виброобработки затвердевающего расплава. Продуктивным является введение ультразвуковых колебаний через плавящуюся проволоку или трубку с порошком модификатора или микрохолодильников. Применение электромагнитных полей
Вынужденную вибрацию расплава в форме можно создать наложением бегущих, пульсирующих, вращающихся электромагнитных полей. Установлено, что под одновременным действием скрещенных неоднородного электрического и однородного магнитного полей в расплаве возникает интенсивная циркуляция, которая обеспечивает эффект, аналогичный вибрированию формы. Введение в расплав микрохолодильников
Микрохолодильники вводятся в расплав в виде металлических порошков, которые являются модификаторами или дополнительными центрами кристаллизации и измельчают зерно. Возможно даже их захолаживающее действие (что следует из названия). Размеры частиц используемых для этой цели порошков около 0,1 мм, их содержание колеблется от 3 до 10% (от массы расплава). Порошок может быть изготовлен из раскислителей, легирующих добавок или какого-либо промежуточного сплава на той же основе. Способы литья, в которых в расплав вводятся микрохолодильники, проф. А.А. Рыжиков предложил называть «суспензионным литьем». Взаимосвязь характера затвердевания с интервалом кристаллизации и скоростью затвердевания
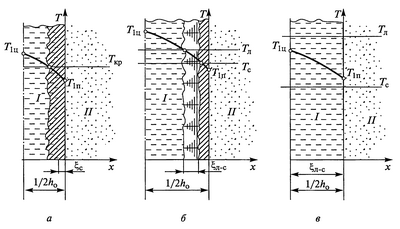
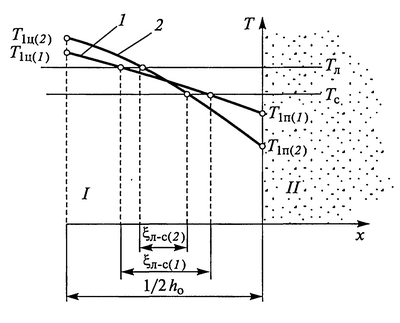
Собственно твердо-жидкая зона представляет собой твердое тело с вкраплениями жидкой, и, наоборот, жидко-твердая — это жидкое тело с включениями твердой фазы. Границы двухфазной зоны определяются температурами ликвидуса и солидуса, которые являются физико-химическими характеристиками сплава. Между линиями ликвидуса и солидуса на диаграмме состояния располагаются технологические границы — определяются температуры выливаемости, питания, нулевой жидкотекучести. Технологические характеристики сплава определяются опытным путем. Граница выливаемости, как правило, совпадает с границей нулевой жидкотекучести. Граница питания также определяется опытным путем по пористости вблизи оси отливки. Поэтому после нанесения (например, на рис. 1) границ выливаемости и питания двухфазная зона разделится, по крайней мере, на три зоны:
В одних случаях они окажутся смещенными к температуре ликвидуса, в других — к температуре солидуса. Температуры технологических границ в принципе некорректно наносить на диаграммы состояния, как это иногда делается.  Литература: ISBN 5-7б95-127б-8 Литейные сплавы и плавка: Учебник для студ. высш. учеб. заведений / А. П. Трухов, А.И. Маляров. — М.: Издательский центр «Академия», 2004. — 336 с. Рассмотрены литейные свойства наиболее распространенных промышленных сплавов. |
| Читать: Литейные сплавы и плавка: Учебник для студ. высш. учеб. заведений / А. П. Трухов, А.И. Маляров. — М.: Издательский центр «Академия», 2004 |
| Ссылка: http://lmx.ucoz.ru/technology/litejnie_splavy.html |
| Примечание: Для просмотра в браузере файлов DjVu скачайте и установите на свой компьютер плагин DjVu Browser Plug-in (Free-download) от Caminova, Inc. |
| Категория: Материаловедение | Просмотров: 4063 | | |
 где Тл, Тс, Тф — температуры соответственно ликвидуса, солидуса, формы; b1, b2 — теплоаккумулирующая способность соответственно отливки и формы.
где Тл, Тс, Тф — температуры соответственно ликвидуса, солидуса, формы; b1, b2 — теплоаккумулирующая способность соответственно отливки и формы.| Всего комментариев: 0 | |