22:08 Технология плавки цветных металлов и сплавов |
Особенности плавки цветных металлов и сплавов
Общие положения
По характеру взаимодействия с кислородом цветные металлы и сплавы подразделяют на три группы. К первой группе относятся металлы, заметно не растворяющие кислород (алюминий, магний, цинк и их сплавы). Пленки оксидов этих металлов резко понижают пластические свойства отливок. Поэтому необходимо предотвращать попадание плен в металл при заливке и стремиться к минимальному перемешиванию поверхности зеркала металла. Ко второй группе относятся металлы, образующие с кислородом область жидких растворов (медь, никель, титан, хром, серебро и сплавы на их основе). Плавка этих металлов и сплавов требует специальной защиты зеркала металла от кислорода и специальных технологических приемов для его удаления. Третью группу составляют металлы, не взаимодействующие с кислородом и не требующие защиты от него (золото и платина). При плавке металла большое значение имеет давление пара при температуре, превышающей температуру плавления, так как эта величина определяет потери металла в результате испарения. Компоненты с большим давлением пара испаряются интенсивно. Из-за этого расплав обедняется этими компонентами, и заданный состав сплава не выдерживается. Давление пара металлов и значения постоянных величин А, В, С приведены в таблице 1. 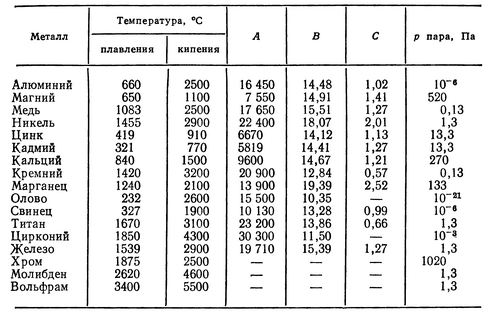 Таблица. 1. Значения постоянных величин А, В, С и парциального давления р паров металла Рафинирование расплавов
Загрязнение сплава различными примесями и включениями ухудшает свойства отливок, поэтому перед разливкой сплавы подвергают рафинированию. Технология рафинирования определяется природой и формой существования примесей — растворимые примеси удаляют химическими способами; газы и неметаллические включения— механическими. Окислительное рафинирование проводят продувкой воздухом или введением в расплав окислителей. Перед разливкой такой расплав необходимо дополнительно раскислить. Рафинирование флюсованием проводят с целью образования летучих или шлакующихся соединений, не растворяющихся в основном металле. Рафинирование вакуумной дистилляцией применяют для удаления примесей, имеющих большее давление пара, чем основной металл. Удаление неметаллических включений из расплава осуществляется при продувке ванны металла хлором или инертным газом, а также при фильтровании жидкого металла через сетчатые или зернистые фильтры. Все большее применение находит также злектрофлюсовое рафинирование, предусматривающее перелив металла через солевой расплав с наложением электромагнитного поля. Модифицирование проводят с целью изменения физических свойств расплава, определяющих при затвердевании размеры и форму структурных составляющих. Оптимальные составы модификаторов имеют избирательный хapактер и могут видоизменять как макроструктуру и размер зерен и твердого раствора, так и дисперсность эвтектики, заэвтектических составляющих или отдельных структурных составляющих в многофазном сплаве.
Механизм модифицирования связан с процессами адсорбции и локальными химическими реакциями в микрообьемах жидкого металла, что в различных сплавах дает различные результаты. Измельчение микроструктуры происходит либо вследствие увеличения количества центров кристаллизации за счет возникновения коллоиднодисперсной взвеси при модифицировании, либо за счет переохлаждения расплава как следствия адсорбции модификаторов на гранях растущих кристаллов. Магниевые сплавы модифицируют углеродсодержащими добавками или перегревом, а алюминиевые сплавы— солями натрия, стронция, серой и фосфором, а также их соединениями. Повышенная скорость затвердевания действует аналогично модифицированию. Поэтому при изготовлении тонкостенных отливок в металлических формах модифицирование сплава не применяют. Приготовление алюминиевых сплавов
Алюминиевые сплавы легко окисляются при расплавлении, насыщаются водородом (содержание водорода может достигать 0,5—1,0 см3 на 100 г металла) и другими неметаллическими включениями. Основные окислители — кислород и пары воды. В зависимости от температуры, парциального давления кислорода и паров воды, а также кинетических условий взаимодействия при окислении образуется оксид алюминия (Аl2O3) и субоксиды (Al2O и АlO). В обычных условиях плавки термодинамически устойчивой фазой является оксид алюминия γ = Аl2O3, который не растворяется в алюминии и не образует легкоплавких соединений. Кроме оксидов алюминия в расплавах могут присутствовать: оксид магния (MgO), магнезиальная шпинель MgAl2O4, нитриды алюминия, магния, титана (AlN, TiN), карбиды алюминия (Аl4С), бориды алюминия и титана (AlB2, TiB2) и др. Большинство легирующих элементов (Си, Si, Мп) не оказывает влияния на процесс окисления алюминия; щелочные и щелочно-земельные металлы (К, Na, Li, Ва, Са, Sr, Ng), а также цинк увеличивают окисляемость алюминия из-за образования рыхлых оксидных плен. Порядок загрузки шихтовых материалов: чушковый алюминий, крупногабаритные отходы, отходы литейных и механических цехов (литники, некачественные отливки, брикетизированная стружка и т. п.), переплав, лигатуры (чистые металлы). Компоненты шихты вводят в жидкий металл при температуре, ºС: 730 (не выше) — стружку и мелкий лом; 740—750— медь, при 700—740 — кремний, 700—740 — лигатуры; цинк загружают перед магнием к концу плавки. Температура нагрева литейных алюминиевых сплавов не должна превышать 800—830 ºС. Обязательной операцией является рафинирование от неметаллических включений и растворенного водорода. Основным источником водорода являются пары воды, оксидные пленки на шихтовых материалах, легирующие элементы и лигатуры. Максимальная скорость плавки и минимальная длительность выдержки расплава в печи перед разливкой способствуют повышению его чистоты. Уменьшение компактности и увеличение удельной поверхности шихтовыx материалов оказывают существенное влияние на степень загрязнения алюминиевых сплавов неметаллическими включениями и водородом. При плавке алюминиевых сплавов, содержащих кремний, следует предусмотреть меры от загрязнения сплавов железом. Перед плавкой необходимо очистить печь (тигель) от остатков шлака предыдущей плавки. Чугунный тигель и плавильный инструмент очищают от следов расплава и окрашивают защитной краской. При плавке алюминиевых сплавов, содержащих магний, медь и марганец, вначале в печь загружают чушковый алюминий и силумин, затем лигатуры и чушковые отходы. Магний вводят после рафинирования при 720 — 730 ºС с помощью окрашенного колокольчика, после чего сплавы модифицируют и разливают. Плавку сложнолегтрованных алюминиевых сплавов с высоким содержанием магния проводят только в графитовых тиглях в связи с минимально допустимым содержанием вредных примесей железа и кремния. Применяемый плавильно-разливочный инструмент должен быть из графита или титана. При использовании для приготовления сплавов возврата собственного производства порядок плавки должен быть следующий: расплавление чистого алюминия и лигатуры Al—Ве; введение при 670—700 ºC возврата собственного производства. После расплавления возврата порядок загрузки остальных составляющих шихты и peжим плавки сохраняются такими же, как и при приготовлении на чистых металлах. Температура перегрева сплавов не должна превышать 750 ºС. Магниевые сплавы
При плавке необходимо защищать эти сплавы от окисления и насыщения водородом, так как это приводит к образованию микропористости в отливках. Плавку литейных магниевых сплавов ведут следующими способами: в стационарных и выемных тиглях и дуплекс-процессом (отражательная печь-тигель или индукционная печь-тигель). Технологии приготовления сплава эти способами одинаковы, различие состоит лишь в технологии заливки и составах применяемых флюсов. Шихтовые материалы не должны содержать продуктов коррозии, масла, эмульсии и прочих загрязнений. Отходы (литники, прибыли, бракованные отливки) очищают на дробеструйной установке или переплавляют. При плавке магниевых сплавов соблюдают следующий порядок загрузки шихтовых материалов: магний (отходы и возврат), лигатуры, алюминий, цинк и кадмий. Добавки церия, кальция и бериллия вводят перед самой разливкой.
При переплаве возврата кальций выгорает полностью, что следует учитывать при расчете шихты. После присадки легирующих элементов сплав перемешивают 5—7 мин и отбирают пробы для определения химического состава. При плавке в стационарных (стальных) тиглях их нагревают до 400—500 ºС, после чего загружают флюс в количестве 10% от массы шихты. В расплавленный флюс небольшими порциями загружают нагретые до 120—150 ºС шихтовые материалы. Сплав нагревают до 700—720 ºС, проводят рафинирование и модифицирование. Сплав выстаивается 10—15 мин, из него отбирают пробы и ручными ковшами проводят разливку. Выплавка сплавов дуплекс-процессом в отражательных печах ведется под слоем флюса. Из печей сплав переливают в выемные тигли, в которых проводят рафинирование и модифицирование. При плавке в индукционных печах на дно тигля загружают часть мелкой шихты, а затем компактно-крупные куски. Промежутки между кусками заполняют мелочью, сверху засыпают флюс. После расплавления и перегрева расплав переливают в выемные тигли. Образующаяся на поверхности расплава пористая пленка оксида магния не предохраняет его от окисления и загорания. Легирующие компоненты (иттрий, церий, лантан, неодим и литий) усиливают окисление. Алюминий, медь, серебро, индий, никель, свинец, сурьма, олово и цинк понижают температуру воспламенения магния. Для замедления окисления струи металла при получении фасонных отливок применяют сернистый газ (SO2), углекислоту (СО2), снижают окисление магниевых сплавов добавки: бериллия 0,001—0,002 %; кальция 0,03—0,05 %. Магниевые сплавы не рекомендуется перегревать выше 750 ºС, так как в этом случае образуются включения нерастворимого нитрида магния (Mg3N2), снижающие коррозионную стойкость и пластические свойства отливок из магниевых сплавов. Магниевые сплавы при температуре плавки поглощают водород (до 30 см3 каждые 100 г). Для предотвращения взаимодействия магния с печными газами плавку ведут под флюсами или в среде защитных газов. При приготовлении магниевых сплавов необходимо следить за состоянием поверхности жидкого металла. Если металл начинает гореть, его необходимо засыпать порошкообразным флюсом из пневматического флюсораспределителя. Плавка медно-никелевых сплавов
Медные сплавы плавят в пламенных, дуговых и индукционных печах. Плавка большинства медных сплавов на воздухе сопровождается окислением элементов шихты и растворением водорода. Окисление сплавов, содержащих алюминий, кремний, бериллий, происходит с образованием плотной оксидной пленки на поверхности расплава, которая оказывает влияние на механические свойства отливок. Медные сплавы при затвердевании склонны к образованию газовой пористости (за исключением латуни), особенно характерной для сплавов с широким температурным интервалом кристаллизации, в частности для оловянных бронз. Для защиты от окисления плавку медных сплавов ведут под слоем древесного угля или флюса. Шихту следует загружать в печь, нагретую до 600—700 ºС. Сначала загружают медь по частям или полностью. Если в состав шихты входит никель, его загружают вместе с медью. Расплав перегревают до 1200 ºС и раскисляют фосфористой медью (0,3—1 % массы меди). После перемешивания сплава счищают шлаки, в несколько приемов загружают отходы и чушки переплава из стружки, подогретые до 100—150 ºС. При температуре расплава 1160— 1200 ºС вводят цинк, олово и свинец. В нагретую до 700 ºС печь загружают медь и железо. Поверхность расплава должна быть покрыта древесным углем или флюсом, содержащим, % (мас. доля): битого стекла 90; полевого шпата 10. После расплавления шихты при температуре 1200 ºС расплав раскисляют фосфористой медью (0,1—0,2 %). Затем вводят лигатуры: медь-марганец, медно-алюминиево-железную и т. д. Последней добавляют медно-алюминиевую лигатуру. Если в состав шихты входят чистый никель, марганец и железо, то сначала вводят железо и марганец, а затем никель. При плавке латуней в качестве шихтовых материалов применяют чушки, возврат, переплав стружки и лигатуры. После подогрева печи в нее загружают чушки и расплавляют их. Сгущают шлак и загружают возврат и переплав; по необходимости подшихтовывают сплав лигатурами. Особенностью никеля и никелевых сплавов является их повышенная склонность взаимодействовать с газами печной атмосферы. Растворимость газов в жидком никеле при температуре 1600 ºС составляет: кислорода до 0,5 % и водорода до 43 см3/100 г металла. Основная причина газовой пористости при кристаллизации отливок— выделение водорода. Плавку никеля ведут в индукционных канальных и тигельных печах, реже дуговых, для вакуумной техники — в вакуумных индукционных тигельных печах. Футеровка печей основная или нейтральная. При плавке в индукционных канальных печах с железным сердечником промышленной частоты под набивают огнеупорной массой следующего состава, % (мас. доля): плавленого магнезита 98, буры или борной кислоты 2. Высокочастотные печи футеруют массой состава, % (мас. доля): магнезита 90, жидкого стекла 8 и воды 12. Плавку ведут под слоем флюса, состоящего из стекла (бутылочный бой), плавикового шпата, извести, молотого магнезита со стеклом и других компонентов; расход флюса составляет 5—10% от массы шихты, толщина слоя флюса, покрывающего зеркало ванны, 10—15 мм. Не допускается использовать в качестве флюса древесный уголь и гипс. Шихтовыми материалами для плавки чистого никеля являются катодный никель Н0 и Н1, гранулы никеля и крупные никелевые отходы. Плавка цинковых и легкоплавких сплавов
Цинк и его сплавы легко окисляются (особенно в присутствии паров воды) с образованием ZnO2. В цинковых сплавах могут быть включения кремнезема (SiO2), иногда глинозема (Al2O3), источником которых являются загрязненные шихтовые материалы. Для исключения обогащения сплавов цинка железом плавку ведут в индукционных тигельных и канальных печах; разливку проводят из керамических тиглей. Если плавка ведется в чугунных тиглях, то их внутреннюю поверхность покрывают слоем обмазки, состоящей из каолина и жидкого стекла. Перегрев цинковых сплавов приводит к увеличению потерь цинка и обогащению их неметаллическими включениями, а также способствует образованию столбчатой структуры (такая структура является причиной образования трещин при затрудненной усадке). Следовательно, температура нагрева не должна превышать 500 ºС. Очистку цинковых сплавов от металлических и неметаллические примесей проводят отстаиванием, обработкой хлоридами, продувкой инертными газами, фильтрованием. Наиболее эффективным способом очистки цинковых сплавов от оксидов и интерметаллидов является фильтрование чeрез мелкозернистые магнезитовые фильтры. Средний диаметр зерен магнезита 2—3 мм; толщина фильтрующего слоя 100 мм.
Эффективность очистки составляет, %: по оксидным включениям до 90 и по интерметаллидным — 85. Фильтрование ведут через нагретый фильтр (500 ºС), который помещают в специальный стакан, погружаемый в раздаточную печь, или при переливе металла из печи — в ковш или изложницу. Особенно эффективно фильтрование типографского цинка перед заливкой сплава в изложницу. Особенность плавки сплавов цинка со свинцом [0,67—1,25% (мас. доля)] состоит в возможности ликвации свинца. Поэтому свинец вводят не в чистом виде, а в виде соединения с хлором. Плавку сплавов на основе олова на чистых металлах можно вести без применения защитных флюсов, так как эти сплавы имеют низкую склонность к окислению и насыщению газами. Если в состав шихты входят отходы и возврат, то плавку проводят под слоем древесного угля. Перед разливкой сплав рафинируют хлористым аммонием [0,1—0,15 % (мас, доля) ]. Иногда применяют фильтрование. При выплавке антифрикционных сплавов на основе олова (баббитов) необходимо соблюдать определенный порядок загрузки шихты. Сначала загружают медносурьмянистую лигатуру, сурьму и часть олова (около 1/3 массы шихты). Шихту покрывают слоем древесного угля, расплавляют и нагревают до 600—700 ºС. После этого удаляют шлак и древесный уголь и в несколько приемов вводят остальное олово. Рафинируют сплав при 475—500 ºС введением 0,1—0,15 % (мас. доля) хлористого аммония или пропускают через зернистые фильтры (из магнезита, хлористого натрия и других веществ) с размером зерен 2—4 мм в поперечнике. После рафинирования сплав должен выстояться 10—12 мин, после чего сплав разливают в изложницы. Технология плавки припоев и сплавов для литья под давлением та же, что и технология плавки антифрикционных сплавов. Сплавы на основе свинца почти не поглощают газов. Особенностью является склонность к ликвации по плотности. Плавку ведут под слоем древесного угля толщиной 10—15 мм. Для плавки свинцовосурьмянистых и свинцовосурьмянооловянных баббитов в качестве шихтовых материалов используют олово, свинец, сурьму, сурьмяный свинец, кадмий, мышьяк, лигатуры: Си—Sb (50% Sb); Sb—Tе< (30 % Te); Sn—Sb—Ni (30 % Sb; 10 % Ni), подготовительные сплавы, полученные переплавкой отходов. Особенность плавки этих бабитов состоит в порядке загрузки шихты. Одновременно загружают тугоплавкие компоненты шихты (сурьму, лигатуры: SnSb—Ni и Си—Sb) и 10—20% (мас. доля) легкоплавких компонентов шихты (свинца, вторичных сплавов, сурьмянистого свинца). Загруженную шихту засыпают древесным углем, расплавляют и при 600 ºС вводят кусковый или порошкообразный мышьяк. После этого загружают оставшуюся часть легкоплавкой шихты. Последними при 420—450 ºС вводят кадмий, теллур и олово; выдерживают сплав 10—15 мин, перемешивают и рафинируют хлористым аммонием [0,15% (мас. доля)]. Через 10—15 мин при температуре 420—450 ºС проводят разливку при постоянном перемешивании для получения однородных по составу слитков. Для удаления алюминия и цинка из свинцовых сплавов их продувают водяным паром через стальные трубки при температуре 500 - 550 ºС в течении 0,5 - 2 часов. Приготовление лигатур
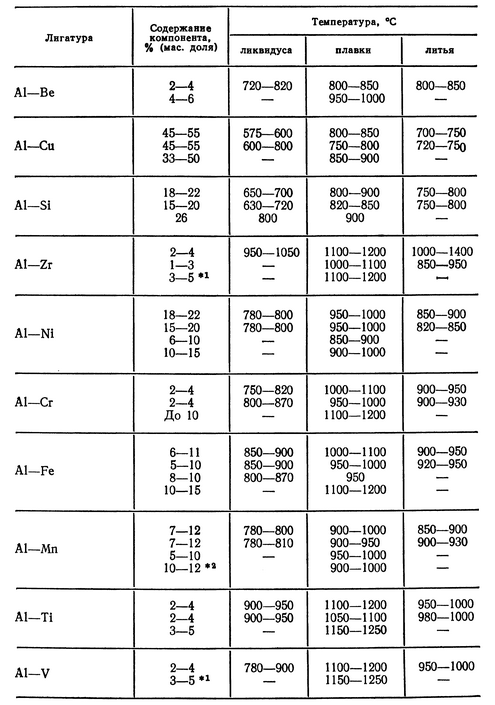
Таблица. 2. Температурные режимы приготовления лигатур на основе алюминия Переплавка отходов
В литейном производстве используют отходы собственного производства (оборотные ресурсы) и отходы, поступающие извне (товарные ресурсы). При подготовке отходов выполняют следующие операции: сортировку, сепарацию, разделку, пакетирование, обезвоживание, обезжиривание, сушку и брикетирование. Для переплава отходов используют индукционные печи. Технология переплава зависит от характеристик отходов — марки сплава, крупности кусков и т. д. Особое внимание необходимо уделять переплавке стружки. Алюминиевые и магниевые сплавы
Самую большую группу алюминиевых отходов составляет стружка. Ее массовая доля в общем количестве отходов достигает 40%. К первой группе отходов алюминия относят лом и отходы нелегированного алюминия; во вторую группу — лом и отходы деформируемых сплавов с низким содержанием магния [до 0,8% (мас. доля)]; в третью — лом и отходы деформируемых сплавов с повышенным (до 1,8%) содержанием магния; в четвертую— отходы литейных сплавов с низким (до 1,5%) содержанием меди; в пятую — литейные сплавы с высоким содержанием меди; в шестую — деформируемые сплавы с содержанием магния до 6,8%; в седьмую — с содержанием магния до 13%, в восьмую — деформируемые сплавы с содержанием цинка до 7,0%; в девятую — литейные сплавы с содержанием цинка до 12%; в десятую — остальные сплавы. Для переплавки крупных кусковых отходов используют индукционные тигельные и канальные электропечи. Размеры кусков шихты при плавке в индукционных тигельных печах не должны быть менее 8—10 см, так как именно при этих размерах кусков шихты происходит максимальное выделение мощности, обусловленное глубиной проникновения тока. Поэтому не рекомендуется проводить плавку в таких печах с использованием мелкой шихты и стружки, особенно при плавке с твердой завалкой. Крупные отходы собственного производства имеют обычно повышенное электросопротивление по сравнению с исходными первичными металлами, что определяет порядок загрузки шихты и последовательность введения компонентов в процессе плавки. Сначала загружают крупные кусковые отходы собственного производства, а затем (по мере появления жидкой ванны) — остальные компоненты. При работе с ограниченной номенклатурой сплавов наиболее экономична и производительна плавка с переходящей жидкой ванной — в этом случае возможно использование мелкой шихты и стружки. В индукционных канальным печах переплавляют отходы первого сорта— бракованные детали, слитки, крупные полуфабрикаты. Отходы второго сорта (стружку, сплесы) предварительно переплавляют в индукционных тигельных или топливных печах с разливкой в чушки. Эти операции выполняют в целях предотвращения интенсивного зарастания каналов оксидами и ухудшения работы печи. Особенно отрицательно сказывается на зарастании каналов повышенное содержание в отходах кремния, магния и железа. Расход электроэнергии при плавке плотного лома и отходов составляет 600—650 кВт ч/т. Стружку алюминиевых сплавов либо переплавляют с последующей разливкой в чушки, либо добавляют непосредственно в шихту при приготовлении рабочего сплава. При подшихтовке базового сплава стружку вводят в расплав либо брикетами, либо россыпью. Брикетирование повышает выход металла на 1,0 %, однако более экономично введение стружки россыпью. Введение стружки в сплав более 5,0% нецелесообразно. Переплав стружки с разливкой в чушки осуществляют в индукционных печах с «болотом» при минимальном перегреве сплава выше температуры ликвидуса на 30—40 ºС. В течение всего процесса плавки в ванну малыми порциями подают флюс, чаще всего следующего химического состава, % (мас. доля): KCl 47, NaCl 30, NO3A1F6 23. Расход флюса составляет 2,0—2,5 % массы шихты. При плавке окисленной стружки образуется большое количество сухих шлаков, происходит зарастание тигля и снижается выделяемая активная мощность. Нарастание шлака толщиной 2,0—3,0 см приводит к снижению активной мощности на 10,0—15,0%.
Количество используемой в шихте предварительно переплавляемой стружки может быть более высоким, чем при непосредственном добавлении стружки в сплав. Тугоплавкие сплавы
Для переплавки отходов тугоплавких сплавов чаще всего используют электроннолучевые и дуговые печи мощностью до 600 кВт. Наиболее производительна технология непрерывного переплава с переливом, когда плавка и рафинирование отделены от кристаллизации сплава, а печь содержит четыре-пять электронных пушек различной мощности, распределенных по водоохлаждаемому поду, изложнице и кристаллизатору. При переплаве титана жидкая ванна перегревается на 150—200 ºС выше температуры ликвидус; сливной носок изложницы обогревается; форма может быть неподвижной или вращающейся вокруг своей оси с частотой до 500 об/мин. Плавка происходит при остаточном давлении 1,3 · 10-2 Па. Процесс плавки начинают с наплавления гарнисажа, после чего вводят лом и расходуемый электрод. При плавке в дуговых печах используют электроды двух типов: нерасходуемые и расходуемые. При использовании нерасходуемого электрода шихту загружают в тигель, чаще всего медный водоохлаждаемый или графитовый; в качестве электрода используют графит, вольфрам или другие тугоплавкие металлы. При заданной мощности плавка различных металлов отличается скоростью плавления и рабочим вакуумом. Плавка делится на два периода — нагрев электрода с тиглем и собственно плавление. Масса сливаемого металла на 15—20% меньше массы загруженного в связи с образованием гарнисажа. Угар основных компонентов составляет 4,0—6,0 % (мас. доля). Никелевые, медные и медно-никелевые сплавы
Для получения ферроникеля переплав вторичного сырья никелевых сплавов осуществляют в дуговых злектропечах. В качестве флюса используют кварц в количестве 5—6% массы шихты. По мере расплавления шихта оседает, поэтому необходимо проводить догрузку печи, иногда до 10 раз. Образующиеся шлаки имеют повышенное содержание никеля и других ценных металлов (вольфрама или молибдена). В дальнейшем эти шлаки перерабатывают вместе с окисленной никелевой рудой. Выход ферроникеля составляет около 60% массы твердой шихты. Для переработки металлоотходов жаропрочных сплавов проводят окислительно-сульфидирующую плавку или экстрагирующую плавку в магнии. В последнем случае магний экстрагирует никель, практически не извлекая вольфрам, железо и молибден. При переработке отходов меди и ее сплавов чаще всего получают бронзы и латуни. Выплавку оловянных бронз осуществляют в отражательных печах; латуней — в индукционных. Плавку ведут в переходящей ванне, объем которой составляет 35—45% объема печи. При плавке латуни в первую очередь загружают стружку и флюс. Выход годного металла составляет 23—25 %, выход шлаков — 3—5 % массы шихты; расход электроэнергии изменяется от 300 до 370 кВт ч/т. Пpи выплавке оловянной бронзы в первую очередь загружают также мелкую шихту — стружку, выштамповки, сетки; в последнюю очередь— крупногабаритный лом и кусковые отходы. Температура металла перед разливкой 1100—1150 ºС. Извлечение металла в готовую продукцию составляет 93—94,5%. Безоловянные бронзы переплавляют в поворотных отражательных или индукционных печах. Для предохранения от окисления используют древесный уголь или креолит, плавиковый шпат и кальцинированную соду. Расход флюса составляет 2—4% массы шихты. В первую очередь в печь загружают флюс и легирующие компоненты; в последнюю очередь — отходы бронзы и меди. Большинство вредных примесей из медных сплавах удаляют продувкой ванны воздухом, паром или введением медной окалины. В качестве раскислителя используют фосфор и литий. Раскисление фосфором латуней не применяют из-за высокого сродства цинка к кислороду. Дегазация медных сплавов сводится к удалению из расплава водорода; осуществляется продувкой инертными газами. Для плавки медноникелевых сплавов используют индукционные канальные печи с кислой футеровкой. Стружку и другие мелкие отходы добавлять в шихту без предварительного переплава не рекомендуется. Склонность этих сплавов к науглероживанию исключает использование древесного угля и других углесодержащих материалов. Цинковые и легкоплавкие сплавы
Переплавку отходов цинковых сплавов (литников, стружки, сплесов) проводят в отражательных печах. Сплавы от неметаллических примесей очищают рафинированием хлоридами, продувкой инертными газами и фильтрованием. При рафинировании хлоридами в расплав с помощью колокольчика при 450 - 470 ºС вводят 0,1—0,2 % (мас. доля) хлористого аммония или 0,3—0,4% (мас. доля) гексахлорэтана; в этом же случае рафинирование можно выполнить перемешиванием расплава до прекращения выделения продуктов реакции. Затем производят более глубокую очистку расплава фильтрованием через мелкозернистые фильтры из магнезита, сплава фторидов магния и кальция, хлорида натрия. Температура фильтрующего слоя 500 ºС, его высота 70—100 мм, размер зерен 2—3 мм. Переплав отходов оловянных и свинцовых сплавов ведут под слоем древесного угля в чугунных тиглях печей с любым нагревом. Полученный металл рафинируют от неметаллических примесей хлористым аммонием (добавляют 0,1—0,5%) и фильтруют его через зернистые фильтры. Переплав отходов кадмия осуществляют в чугунных или графитошамотных тиглях под слоем древесного угля. Для уменьшения окисляемости и потерь кадмия вводят магний [0,05% (мас. доля) ]. Слой древесного угля меняют несколько раз. Необходимо соблюдать те же меры безопасности, что и при плавке сплавов кадмия. |
| Источник: Цветное литье: Справочник/ Н. М. Галдин, Д. Ф. Чернега, Я. Ф. Иванчук и др.; Под общ. ред. Н. М. Галдина. — Машиностроение, 1989. — 528 с. |
| Ссылка: http://lmx.ucoz.ru/load/2-1-0-30 |
| Категория: Металлы и сплавы | Просмотров: 23764 | | |
| Всего комментариев: 0 | |