23:14 Элементы гидропривода. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Рабочая жидкость, используемая в гидроприводах литейных машин, подвергается действию изменяющихся в широких диапазонах давлений, скоростей и температур. При этом она не должна изменять своих свойств и оказывать вредного влияния на элементы гидропривода.
Вязкость жидкости при имеющихся колебаниях температуры не должна существенно отклоняться от оптимальных ее значений. Поэтому к рабочей жидкости предъявляется ряд требований:
В групповых гидроприводах машин литья под давлением используют различные эмульсии, которые представляют собой 2...3%-ную дисперсную смесь эмульсола марки А или Б (ГОСТ 1975–53) с водой. Иногда применяют эмульсии, состоящие из 90...92% воды, 5% минерального масла, 3...5% мыла технического.
Эмульсии – недорогие жидкости, они не воспламеняются, однако обладают низкими антикоррозионными свойствами и требуют специальной аппаратуры. За рубежом в гидроприводах литейных машин используют жидкости на основе гликолей и другие синтетические жидкости. Большим преимуществом последних является их невоспламеняемость, что очень важно для безопасной работы машин и особенно машин литья под давлением.
Однако синтетические жидкости имеют более низкие антикоррозионные свойства и смазывающую способность, чем минеральные масла.
Важнейшей характеристикой рабочей жидкости является вязкость. Вязкость – это сопротивление, возникающее в жидкости при относительном перемещении ее слоев.
В расчетах гидроприводов обычно используют кинематическую вязкость:
Поэтому с помощью специальных приборов – вискозиметров устанавливают условную вязкость в градусах Энглера (°Е).
Кинематическая вязкость v связана с вязкостью в условных градусах °Е соотношением:
 При выборе жидкости необходимо учитывать ее вязкость. Повышенная вязкость увеличивает потери на трение при движении жидкости по гидросистеме.
В то же время при низкой вязкости возрастают утечки в подвижных и неподвижных соединениях. Оптимальное значение вязкости минеральных масел при рабочих температурах 40...50°С находится в пределах 2...4°Е. При этих значениях вязкости наблюдаются сравнительно небольшие потери давления и утечки.
На вязкость минерального масла очень влияет его температура (таб. 1).
Стабилизировать вязкость можно применением емкостей, обеспечивающих необходимый отвод тепла в окружающую среду, или емкостей со специальными охлаждающими устройствами. Температура в цехах зависит от времени года, поэтому в гидроприводах литейных машин в зимний период используют масло индустриальное 12, а в летний период – более вязкое индустриальное 20. Смену масла можно приурочить к моменту планового обновления масла в гидросистеме вследствие его старения и загрязнения в процессе эксплуатации.
Жидкости считаются практически несжимаемыми. Однако при конструировании запирающих механизмов машин литья под давлением приходится считаться даже с небольшой сжимаемостью жидкости.
В момент запрессовки силы, действующие на поршень запирающего механизма, возрастают и он вследствие сжатия масла отходит вместе с подвижной частью пресс-формы. В результате этого металл прорывается через образовавшуюся щель.
Возникают трудно удаляемые заливы, снижается безопасность работы на машине.
Таблица. 1
При обычной конструкции запирающего механизма объем масла, сжимающийся при запрессовке, равен произведению площади поршня F на ход полуформы L. В этом случае ход полуформы будет определять величину раскрытия пресс-формы.
Рис. 1 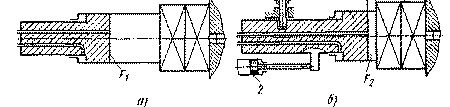 Для уменьшения объема рабочей полости цилиндра запирающего механизма без изменения площади поршня используют следующую конструкцию (рис. 1). Подвижная половина пресс-формы перемещается вместе с запирающим цилиндром специальным небольшим цилиндром. При закрытии пресс-формы цилиндр останавливается, и сухарь, приводимый в движение цилиндром, входит в паз на штоке запирающего цилиндра.
Этим достигается прочное закрепление штока запирающего цилиндра.
При подаче давления по каналу штока в нештоковую полость создается заданное усилие запирания.
В последнем случае при равных площадях цилиндров объем рабочей полости и, следовательно, величина раскрытия стыка уменьшаются по сравнению с первой схемой в L1 / L2 раза. Читать...» Элементы гидропривода.pdf | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Литература: Беликов О. А., Каширцев Л. П.: ПРИВОДЫ ЛИТЕЙНЫХ МАШИН: Раздел 3. Гидропривод: Глава XII Элементы гидропривода | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Категория: Приводы машин | Просмотров: 1880 | | | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

| Всего комментариев: 0 | |