19:52 Технология нанесения покрытий металлами и сплавами |
Подготовка поверхности основы перед нанесением покрытия
Обезжиривание
Травление
Оксидные и некоторые другие находящиеся на поверхности металла соединения не удаляются при обезжиривании. Поскольку, как и органические загрязнения, они могут резко ухудшить сцепление покрытия с поверхностью (а иногда и затруднить сам процесс выделения металла), их удаляют путем травления поверхности в достаточно агрессивных растворах.
Предпочтительны кислые растворы, однако щелочные можно применять для предварительной обработки (разрыхления оксидного слоя) сильно окисленных поверхностей.
Кроме того, для добавления к травильным растворам выпускаются довольно разнообразные присадки, которые проявляют ингибирующие свойства (существенно уменьшают скорость растворения металла, не влияя на скорость удаления оксида) и снижают расход травящего раствора. Эти вещества (типа ПБ-5 и др.) следует добавлять в соответствии с рекомендациями производителя. Травление сплавов железа
Обычно для снятия окалины и поверхностных пленок с поверхности обычных сталей и чугуна применяют растворы серной и соляной кислот, к которым добавляют ингибиторы, замедляющие подтравливание основного металла. Достаточен раствор 100—150 г/л серной кислоты. Иногда к нему приходится добавлять 50—70 г/л азотной кислоты. Для менее жесткого травления к раствору Н2SO4 добавляют ингибитор КИ-1 (5 г/л) и 150 г/л поваренной соли или 1 г/л йодистого калия. Травление ведется при нагревании раствора до 60 ºС. Длительность травления может достигать десятков минут. При травлении обычно образуется шлам, который иногда удаляют механически, но возможно и химическое удаление в смеси серной и азотной кислот (по 80 г/л) при комнатной температуре или слабом нагреве. В случае коррозионностойких сталей часто приходится сначала разрыхлять слой оксида перед его снятием. Разрыхление проводится в растворе 200 г/л серной кислоты при 50—70 ºС в течение 30—40 минут. Дальнейшее травление можно вести при комнатной температуре в смеси серной и азотной кислот (по 100 г/л) с добавкой 20 г/л плавиковой кислоты или фторида натрия. Травление цветных металлов
Предварительное травление меди и ее сплавов (после термообработки или хранения) осуществляют в растворе 200—300 г/л серной кислоты при 50—70 ºС. Последующее матовое травление поверхности ведется при комнатной температуре сначала в растворе ~ 700 г/л нитрата аммония (или нитрата натрия), а затем — без промывки — в растворе ~ 700 г/л серной кислоты либо 1300 г/л ортофосфорной кислоты в течение 15—20 минут.
Для блестящего травления используют раствор, содержащий 1000—1100 г/л серной кислоты и 250—300 г/л нитрата аммония. Вместо нитрата аммония можно добавить 50 г/л азотной кислоты и 10 г/л поваренной соли. Хорошим составом для травления медных сплавов является раствор, содержащий 100 г/л серной кислоты и 50 мл/л перекиси водорода. Более жесткое травление можно осуществить в смеси одинаковых объемов серной кислоты, азотной кислоты и воды. Детали из алюминия и его сплавов можно травить в растворе 60 г/л едкого натра при 40—50 ºС, причем к растворам добавляют агар-агар (как ингибитор травления), а также 2—3 г/л глюконата натрия (для повышения растворимости образуемых солей). Алюминиевые сплавы с высоким содержанием кремния лучше травить при 70 ºС в растворах, содержащих 50—150 г/л НF (плавиковая кислота)и 400—800 г/л азотной кислоты (оптимальное соотношение компонентов зависит от состава сплава). Магниевые сплавы травят при 20—30 ºС в растворах азотной кислоты (50—100 г/л), а шлам (осадочная порода) удаляют в растворе хромовой (или плавиковой) кислоты. Свинцовые сплавы и припои лучше всего травить в разбавленной (1:4) плавиковой или (1:10) борфтористоводородной кислоте. Молибден, вольфрам и сплавы на их основе травятся в подогретом растворе 70 г/л серной и 70 г/л азотной кислот с добавлением небольшого количества фторида (5—6 г/л). Травление титановых сплавов проводят в концентрированных растворах серной кислоты (до 1000 г/л) как при комнатной температуре, так и при нагревании. В раствор можно добавить 30—40 г/л поваренной соли и/или фторида натрия. Если оксидную пленку на титане предварительно обработать (разрыхлить) в очень горячем щелочном растворе (600 г/л гидроксида натрия и 200 г/л нитрата натрия) или в расплавленной щелочи, то травление можно проводить в более разбавленном растворе (120 г/л серной и 70—80 г/л плавиковой кислот). Еще один способ обработки титана заключается в травлении его поверхности в смеси 200 г/л азотной и 10 г/л плавиковой кислот (20—25 ºС, 1 минута), с последующей (после промывки холодной водой) обработкой в течение 20 минут при 50 ºС в растворе 550 г/л серной и 250 г/л соляной кислот. Детали из цинкового литья после обезжиривания обычно достаточно обработать в течение 1—2 минут в слабом (20 г/л) растворе серной кислоты. Дополнительная подготовка поверхности
Медь и ее сплавы с цинком, оловом и никелем
Свойства и области применения медных покрытий
Медь является относительно недорогим металлом, при этом медные покрытия наносятся на многие основы, не создавая трудных технологических проблем. Поэтому медь является одним из основных компонентов двух-, трех- и полислойных покрытий. Кроме того, медь наравне с серебром применяется как электропроводящий слой. Достоинства:
1. Медь очень хорошо полируется, легко деформируется, пластична, пригодна для различных видов механической обработки, переносит глубокую вытяжку и развальцовку.2. Непосредственно после осаждения легко паяется. 3. Медные покрытия имеют высокое сцепление почти со всеми металлами. 4. Имеет самую высокую, наряду с серебром, удельную электропроводность и теплопроводность, пригодна для изготовления печатных плат и волноводов. 5. Как локальное покрытие предохраняет сталь от науглероживания при цементации. 6. Незаменима в качестве компонента многослойных покрытий, особенно медь—никель—хром. 7. Имеет низкие внутренние напряжения, допускает получение очень толстых ненапряженных покрытий, например для гальванопластики. Недостатки:
1. Покрытия химически малостойки, в том числе в обычной атмосфере, не обеспечивают электрохимической защиты; в качестве самостоятельного защитно-декоративного покрытия медь Может применяться только с последующим нанесением лака.2. Мало подходит для герметичных соединений, например для покрытия сварных швов. 3. Легко диффундирует в другие металлы, требует нанесения барьерных слоев, особенно при эксплуатации в условиях высоких температур. 4. Покрытия, хотя и пригодны под пайку, с припоями могут образовывать интерметаллиды, ухудшающие паяемость. 5. Медь нестойка в контакте со многими органическими веществами. В соответствии с этими свойствами медные покрытия наиболее широко используют как подслой для нанесения других металлов и как материал для гальванопластики. Кроме того, медь (около 10 мкм) наносят на стальные изделия перед их механической вытяжкой для увеличения пластичности. В полиграфической промышленности покрывают медью валы для глубокой печати, в электротехнике медь наносят на углеграфитовые электроконтактные щетки. При производстве печатных плат медь применяется как основной токонесущий слой. Составы растворов
Широко распространены сульфатные, цианидные и дифосфатные (пирофосфатные) электролиты меднения. Растворы на основе этилендиамина, а также аммиакатные, фторборатные и другие по разным причинам используют значительно реже. Наиболее распространенные составы (в г/л) представлены в таблице 1. Таблица. 1.
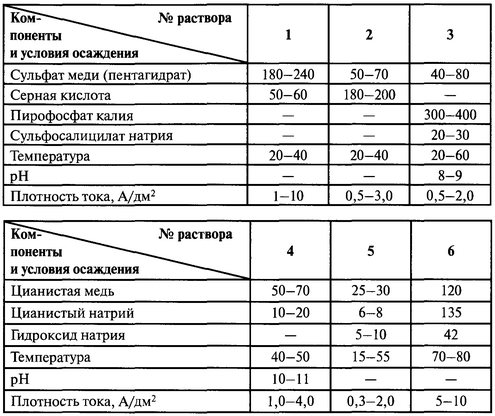 Примечания. 1. В сульфатные растворы, содержащие блескообразующие добавки, необходимо добавить 0,05—0,1 г/л хлорида натрия. 2. В цианидные растворы допускается введение до 1 г/л тиосульфата натрия или до 7 г/л сульфита натрия. 3. В пирофосфатные растворы иногда вводят до 20 г/л лимонной кислоты и 0,02 г/л селенита натрия. 4. Электролит № 2 пригоден для покрытия печатных плат и других изделий электроники. 5. Вместо цианида натрия можно использовать цианид калия. 6. Для непосредственного меднения алюминия и его сплавов можно использовать раствор № 3 с добавкой 2 г/л фторида аммония или калия. Меднение при комнатной температуре можно производить при 1—2 А/дм2 в отсутствие перемешивания, а при перемешивании — при 5—6 А/дм2. Нагревание позволяет повысить плотность тока еще в 1,5—2 раза. В ряде случаев отмечалось положительное влияние различных импульсных токовых режимов. Приготовление растворов
В воде, взятой в количестве около 0,6 от необходимого объема электролита, растворяют серную кислоту (добавляя ее понемногу и при непрерывном перемешивании). Раствор при этом сильно нагревается. Затем к этому раствору добавляют необходимое количество пятиводной сернокислой меди (медного купороса) и доливают воду до заданного объема. Полученный раствор очищают активированным углем, который добавляют из расчета 2—3 г/л. Раствор с углем перемешивают в течение 1—2 часов, после чего фильтруют и затем прорабатывают при катодной плотности тока 1 А/дм2. Для приготовления цианидных электролитов (4—б) сначала растворяют цианистый натрий (или калий), после чего при перемешивании в том же растворе растворяют цианистую медь. Раствору дают отстояться и переливают его в рабочий электролизер, куда добавляют остальные компоненты в порядке их перечисления в рецептуре. Полученный раствор доводят до нужного объема, очищают активированным углем (достаточно перемешивание с 2 г/л угля в течение 30 минут с последующей фильтрацией) и прорабатывают при плотности тока не выше 0,3 А/дм2. Длительность проработки во всех случаях определяется качеством получаемых пробных покрытий. Более сложным является процесс приготовления пирофосфатного электролита (№ 3). Сначала отдельно растворяют в небольших количествах воды пятиводную сернокислую медь и пирофосфат калия (примерно 2/3 по массе от массы CuSO4 · 5H2О) и сливают вместе эти два раствора. При этом выпадает осадок пирофосфата меди, которому дают отстояться. Раствор сливают декантацией, а осадок несколько раз промывают горячей водой. Такой свежеосажденный пирофосфат меди легко растворяется в отдельно приготовленном растворе остальной части пирофосфата калия. Затем в полученный электролит вводят остальные компоненты (в виде растворов) и доводят объем до заданного. При необходимости корректирования рН пользуются пирофосфорной кислотой или 15—20%-м раствором гидроксида калия. Раствор можно готовить и из пирофосфата натрия, но это менее желательно. Механизм осаждения
При осаждении меди из сульфатных растворов выделение металла происходит из гидратированных ионов Cu2+ в две стадии: Cu2+ + е ↔ Cu+, Cu+ + е ↔ Cu. Медленной является первая стадия; стандартная плотность тока обмена для нее составляет около 2 ·10-3А/см2, в то время как для второй стадии — не менее 2 А/см2. Растворы содержат некоторое количество однозарядных ионов меди, которые образуются и при растворении анода. Вообще, однозарядная медь всегда образуется по реакции диспропорционирования Cu2+ + Си ↔ 2Cu+, когда раствор на основе двухзарядных ионов контактирует с металлической медью. При повышении температуры это равновесие смещается вправо, т.е. концентрация однозарядной меди в горячих растворах выше. Определенную роль в процессах меднения из серно-кислых растворов играют ионы хлорида, которые обычно вводят (особенно в растворы с блескообразователями) в количестве около 70 мг/л. Разряд меди в цианистых электролитах происходит, в зависимости от плотности тока, из частиц CuCN или из ионов Cu(CN)-2. Медь в этих частицах однозарядна, поэтому ее электрохимический эквивалент в цианидных растворах вдвое выше по сравнению с сульфатными. В случае пирофосфатных растворов предположительным катодным процессом является разряд пирофосфатного комплекса двухзарядной меди Cu(P2О7) 2-. Особенности
В большинстве случаев медь осаждается и растворяется с очень высоким выходом по току, при довольно хорошей рассеивающей способности. Очень надежные цианидные растворы не всегда применимы вследствие их высокой щелочности, сульфатные — напротив, из-за высокой кислотности. Недостатком нейтральных дифосфатных растворов является их низкая производительность. Выход по току в цианидных растворах составляет около 70—80% (и сильно зависит от состава раствора и плотности тока), в сульфатных и дифосфатных — почти 100%. Аноды
Аноды в электролитах меднения, как правило, не создают значительных проблем. Однако следует учитывать, что в кислых ваннах лучше использовать фосфорсодержащие аноды (они дают меньше шлама). Добавки
Используемые в настоящее время кислые растворы для осаждения меди обычно содержат одновременно несколько типов добавок. Один из этих типов, называемый «носителем», представляет собой полиэтиленгликоль или другой сходный полимер (полиалкиленгликоль) с большой молекулярной массой. Далее, в состав добавки входит выравнивающий агент («выравниватель»), который расходуется на катоде (осаждается и/или восстанавливается) на предельном диффузионном потоке и при этом увеличивает катодную поляризацию, так как сильно адсорбируется на поверхности катода, частично ее блокируя. Выравниватели довольно многочисленны — в случае меди это обычно органические сульфокислоты или амины. Наконец, блескообразователи — это чаще всего соединения, содержащие дисульфидные группы. Наряду с этим в растворах меднения до сих пор успешно используют разнообразные производные тиомочевины и желатин. Работа добавок сильно зависит от присутствия в растворе меднения ионов хлорида, поэтому обычно ведется жесткий контроль концентрации хлорида, которая должна составлять примерно 70 мг/л. Цианидные растворы меднения работают в значительно более отрицательной области потенциалов, поэтому они требуют применения других типов добавок. В частности, применяются неорганические добавки, дающие при их диссоциации ионы таллия, селена, теллура, свинца, мышьяка, сурьмы, многие серосодержащие соединения, азот- и серосодержащие гетероциклические органические соединения. В пирофосфатные растворы часто вводят селенистокислый калий или натрий. Снятие недоброкачественных покрытий
Проще всего удалить медное покрытие в растворе 250 г/л триоксида хрома CrO3 с добавлением 100 г/л сульфата аммония (при комнатной температуре). Сплавы медь — цинк (латунь)
Как желтая, так и белая латунь (содержание цинка соответственно 30—40 и 75—95%) применяются в качестве защитно-декоративных для нежестких условий, а также как более дешевая замена никелевого подслоя под хром. Латунь, содержащая 30% цинка, используется для покрытия стали при последующем обрезинивании, так как резко улучшает сцепление между резиной и металлом. Наиболее употребительные составы растворов для латунирования приведены в таблице 2. Таблица. 2.
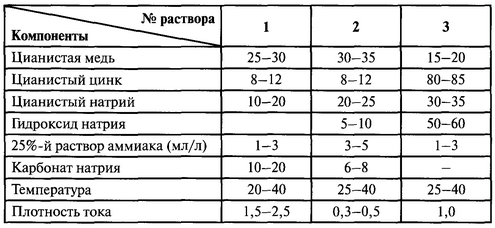 Примечания. 1. В ванну № 1 добавляют 2,5 г/л фторида аммония, в ванну № 2: 0,01 г/л оксида мышьяка (блескообразователь), в ванну № 3: 0,5 г/л сульфита натрия. 2. Ванна № 1 предназначена для декоративного латунирования (по блестящему никелю), ванна № 2 универсальна, ванна № 3 используется для получения белой латуни. 3. В электролитах должно содержаться не более 10 г/л ионов железа и не более 0,01 г/л сурьмы и мышьяка. Готовят эти растворы так же, как близкие к ним по составу растворы меднения. Присутствие аммиака в цианидном растворе очень желательно, так как способствует постоянству состава покрытия. В случае дифосфатного раствора сначала готовят раствор пирофосфата калия (80 г/л), в который при перемешивании вливают отдельно приготовленные растворы сульфатов меди и цинка (соответственно 1—2 и 1—1,5 г/л), а затем карбонат натрия (20 г/л). Борную кислоту (8 г/л) следует растворять в отдельной емкости в теплой воде. Латунирование выполняется с латунными анодами (площадь анодов вдвое больше площади катодов), при температуре несколько выше комнатной (25—30 ºС). Цвет покрытий из сплавов медь — цинк очень чувствителен к содержанию металлов в электролите, и его изменение (сероватый или розоватый цвет, неоднородность цвета) свидетельствует о необходимости корректирования раствора. Концентрация цианидов и карбонатов также должна поддерживаться в довольно узких пределах, иначе может наблюдаться вздутие покрытий, их почернение и проблемы с работой анодов. Сплавы медь — олово (бронза)
Сплавы, содержащие 12—20% олова, имеют золотисто-желтый цвет и хорошо защищают стальную основу от коррозии в горячей пресной воде. Такие покрытия хорошо паяются и могут, кроме того, применяться как антифрикционные. При более высоком содержании олова (37—45%) сплавы приобретают декоративный белый цвет, низкую пористость, высокую твердость и могут работать в качестве электрических контактов. Переходное сопротивление у них значительно выше, чем у серебра, однако они тверже и более устойчивы в сернистой атмосфере. Составы растворов для нанесения таких покрытий (в г/л) приведены в табл. 3. Таблица. 3.
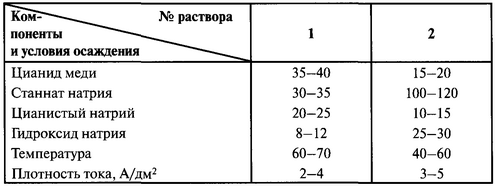 В отличие от латуни, бронзу осаждают при сравнительно высокой температуре электролитов. Аноды применяют бронзовые, комбинированные (оловянные вместе с медными) или нерастворимые (никелевые). Пользоваться нерастворимыми анодами особенно рекомендуют в случае высокооловянистых бронз. При пользовании же оловянными анодами необходимо обращать внимание на их цвет: поверхность этих анодов должна быть частично пассивной, что выражается в наличии «радужной» пленки. Это нужно, чтобы олово переходило в раствор в четырехвалентной, а не двухвалентной форме. Процедура приготовления цианидного раствора бронзирования отличается тем, что в раствор цианида натрия вводят твердую цианистую медь, раствор отстаивают, декантируют в рабочую ванну и после этого добавляют заранее растворенные станнат натрия и едкий натр. В таких растворах недопустимо присутствие двухвалентных ионов олова (покрытие делается темным и пористым) и, напротив, необходимым является достаточное количество щелочи. Для улучшения растворения анодов полезно добавление сегнетовой соли (до 50 г/л). Сплавы медь — никель
Для получения сплавов меди с никелем достаточно к дифосфатному раствору меднения добавить 5—15 г/л семиводного сернокислого никеля, а также 20 г/л сегнетовой соли. Состав сплава зависит от соотношения концентраций ионов меди и никеля. |
| Литература: Ю. Д. Гамбург, Гальванические покрытия. Справочник по применению, Москва: Техносфера, 2006. - 216c. |
| Ссылка: http://lmx.ucoz.ru/load/9-1-0-66?lyyvFc |
| Категория: Обработка поверхности | Просмотров: 7022 | | |
| Всего комментариев: 0 | |