00:38 Электротехническая листовая сталь. Характеристика, формирование кристаллической структуры. |
Общая характеристика электротехнических сталей
Электротехническая сталь обычно представляет собой сплав железа с кремнием.
Легирование железа кремнием производится с целью улучшения его магнитных и электрических свойств путем увеличения удельного электросопротивления, уменьшения констант магнитной кристаллографической анизотропии и магнитострикции, укрупнения величины зерна, энергичного раскисления жидкого металла в процессе выплавки и некоторой графитизации углерода. Листовая электротехническая сталь как промышленный материал стала применяться с 1905 г. Потери в такой листовой стали составляли 2,2—4,4 Вт/кг при толщине листа 0,36 мм, максимальной индукции 1,0 Тл и частоте перемагничивания 60 Гц. К 1925 г. величина потерь в горячекатаной промышленной листовой стали снизилась примерно до 1,5 Вт/кг и в настоящее время составляет около 1,1 Вт/кг. В 1934 г. стала известна текстурованная электротехническая сталь с ребровой текстурой (текстурой Госса) и потерями 0,6—0,7 Вт/кг и с кубической текстурой и потерями 0,5—0,6 Вт/кг. Эти сорта являются холоднокатаной листовой сталью. Для получения необходимых характеристик к электротехнической стали предъявляется целый ряд требований. Наиболее важными из них являются: 1) легкость намагничивания и перемагничивания (т. е. высокие значения магнитной проницаемости); 2) высокие значения магнитной индукции; 3) минимальные потери при перемагничивании. Выполнение первых двух требований определяет размеры и вес электрических обмоток и магнитныx сердечников трансформаторов. Минимальные потери на перемагничивание определяют КПД трансформаторов и их рабочую температуру. Уровень потерь при перемагничивании определятся, главным образом, потерями на гистерезис и потерями на вихревые токи, которые зависят от площади петли гистерезиса, т. е. величины коэрцитивной силы материала, и от удельного электросопротивления. Коэрцитивная сила — такое размагничивающее внешнее магнитное поле напряженностью, которое необходимо приложить к ферромагнетику, предварительно намагниченному до насыщения, чтобы довести до нуля его намагниченность или индукцию магнитного поля внутри.
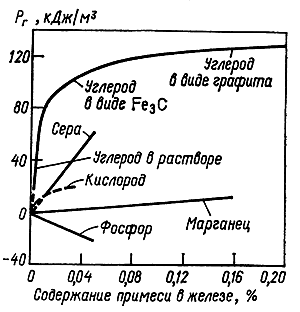
Таким образом, чтобы удовлетворить всем требованиям, предъявляемым к электротехнической стали, необходимы максимальные значения намагниченности насыщения и удельного электросопротивления и минимальные значения констант магнитной кристаллографической анизотропии и магнитострикции насыщения. Почему именно сплавы железа с кремнием наиболее полно удовлетворяют всем указанным требованиям? Рассмотрим влияние некоторых легирующих элементов на основные свойства железа.
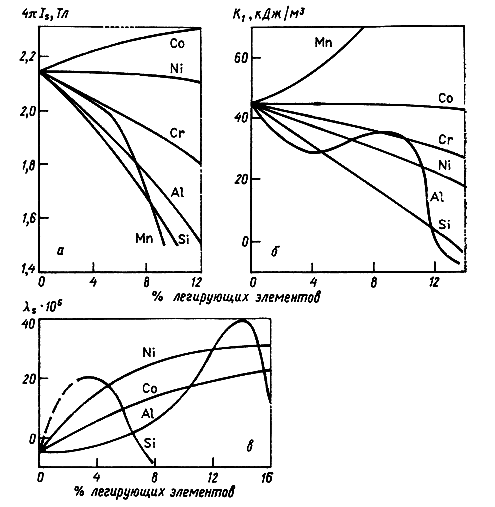
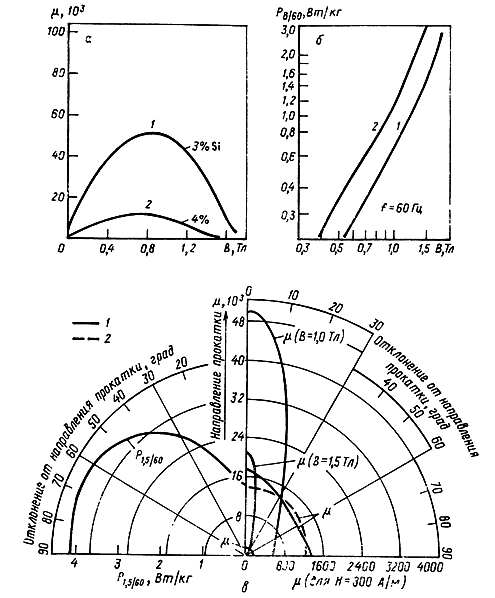
Все это способствует увеличению магнитной проницаемости сплавов железа с кремнием, рис. 2, а.
Увеличение содержания кремния приводит также к резкому снижению температурного коэффициента электрического сопротивления.
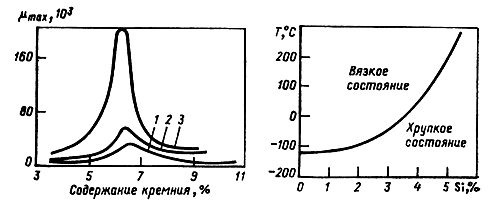
Это обеспечивает в стали с повышенным содержанием кремния незначительную температурную зависимость потерь на вихревые токи. Кремний ограничивает y-область на диаграмме железо— кремний (рис. 3, а) уже при 2,0 — 2,5% и стабилизирует а-твердый раствор. Это создает возможность нагрева стали до высоких температур без фазовой перекристаллизации. Являясь сильным графитообразующим элементом, кремний способствует обезуглероживанию а -твердого раствора, переводя углерод из формы цементита в графит. Кроме того, кремний способствует росту зерна в процессе отжига. Все эти обстоятельства приводят к снижению величины коэрцитивной силы и тем самым к снижению потерь на гистерезис. Увеличение содержания кремния от 1% до 4% снижает потери на гистерезис при индукции 1,5 Тл с 5 до 2,4 Вт/кг. Отрицательное действие кремния на магнитные свойства сводятся к снижению магнитной индукции насыщения (рис. 1, а). Также отрицательно кремний влияет на механические свойства сплавов (рис. 2, б). При увеличении содержания кремния значительно снижается пластичность сплавов, а также увеличивается их твердость и хрупкость. Поэтому для холоднокатаных марок стали используют содержание кремния не более 3,8 — 4,0%, а для горячекатаных — не более 4,8%. 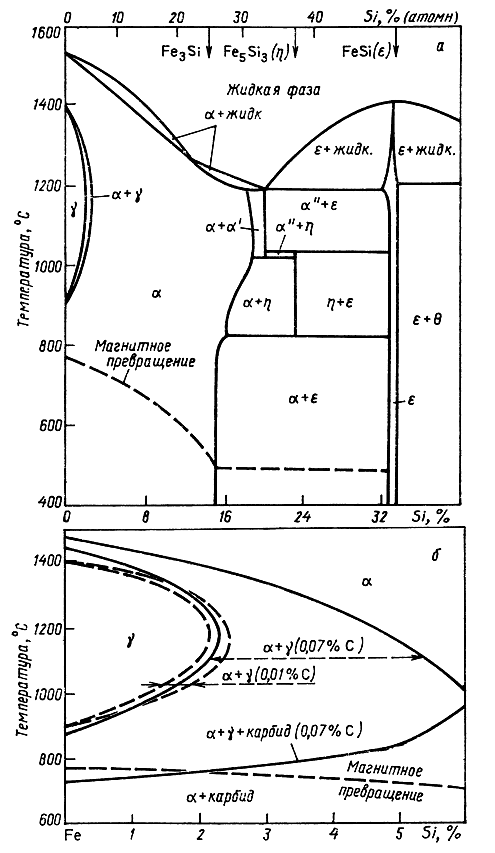 Рис. 3. Диаграмма равновесия (а) и влияние содержания углерода на положение фазовых областей (б) для сплавов железо - кремний. Влияние некоторых примесей и кристаллической текстуры на свойства электротехнических сталей
Формирование кристаллической текстуры в электротехнических сталях
Формирование текстуры при первичной рекристаллизации и нормальном росте зерна
В тонкой ленте электротехнической стали (0,15—0,01 мм) первичная рекристаллизация, завершающаяся в районе 600 ºС, может при определенных условиях приводить к образованию ребровой текстуры. Способы получения текстуры при первичной рекристаллизации в сплавах системы железо—кремний отличаются от таковых для сплавов системы FeNi. Для получения текстуры в тонкой ленте электротехнической стали необходимо, во-первых, чтобы заготовка также имела такую же текстуру, и, во-вторых, чтобы холодная прокатка проводилась с суммарным обжатием 50—70%. В результате прокатки такой заготовки формируется текстура деформации, благоприятная для роста зародышей рекристаллизации с ориентировкой. Текстура деформации состоит из двух главных симметричных компонент и слабой компоненты. Главные компоненты сосредоточены по чередующимся полосам деформации, слабая компонента располагается в микрополосах, которые разделяют полосы деформации. При первичной рекристаллизации зародыши образуются прежде всего в микрополосах, причем наибольшую скорость роста имеют те из них, которые одинаково разориентированы относительно соседних полос. Такими зародышами являются именно зародыши с ориентировкой. Поскольку в матрице зерна с ориентировкой обладают максимально подвижными границами, образуется текстура. Причины усиления текстуры и уменьшения ее рассеяния в ходе нормального роста зерна хорошо известны. Здесь следует лишь подчеркнуть, что наряду с движущей силой роста зерен (она тем больше, чем меньше размер зерна после завершения первичной рекристаллизации и чем слабее выражена сегрегация примесей на границах) для тонких лент, где рост зерна задерживают канавки термического травления, особое значение приобретает фактор подвижности границ зерен главного компонента текстуры. Для усиления этого фактора отжиг необходимо проводить при достаточно высоких температурах, а материал должен быть достаточно чистым по растворимым примесям. Обычно заключительный отжиг проводят при температуре 1100—1150 ºС в вакууме или чистом сухом водороде. Отжиг при более высоких температурах может привести к развитию процесса вторичной рекристаллизации, разрушающего текстуру первичной рекристаллизации и снижающего магнитные свойства ленты. Следует отметить, что образованию текстуры способствует ускоренный нагрев. Заготовкой в описанном случае является лист, в котором текстура получена путем вторичной рекристаллизации. Разработаны методы получения текстуры в листовой электротехнической стали толщиной 0,2—0,3 мм при использовании слаботекстурованной заготовки. Текстуру получают путем многократной прокатки горячекатаной полосы, причем обжатие при последней прокатке составляет около 70%. Окончательный отжиг проводят при относительно низких температурах — в районе 900 ºС. Текстура образуется в результате первичной рекристаллизации и нормального роста зерна. При первичной рекристаллизации можно получить также электротехническую сталь с кубической текстурой. Получение текстуры в тонкой ленте (<0,2 мм) основано на использовании в качестве исходной заготовки материала с уже имеющейся текстурой — ребровой или аксиальной. Такую заготовку подвергают многоступенчатой обработке, каждая ступень которой состоит из холодной прокатки с обжатием 40—80%, отжига при 400—600 ºС для достижения частичной рекристаллизации, отжига при 700—1000 ºС для завершения первичной рекристаллизации. После одноступенчатой обработки возникает 17—25% зерен с ориентацией, после двухступенчатой — 40—45%, после трехступенчатой — более 70—75%. Для увеличения размера зерна в готовом листе, полученном описанным методом многократной первичной рекристаллизации, можно провести дополнительный отжиг при 1100—1300 ºС. Однако это не всегда целесообразно с точки зрения уровня потерь на вихревые токи. В одном из методов кубическую текстуру получали путем двукратной прокатки слаботекстурованной заготовки с обжатием при последней прокатке более 80%. Таким методом удалось получить кубическую текстуру в листе толщиной 0,28 мм.
Текстуру в листе практически любой толщины, в том числе 0,35—0,50 мм, можно получить путем прокатки и высокотемпературного отжига литой текстурованной заготовки. В основе этого метода лежит связь между текстурой заготовки в текстурой первичной рекристаллизации. Заготовки представляют собой вырезанные из слитков темплеты, состоящие из столбчатых кристаллов, оси которых параллельны направлению прокатки. Для получения кубической текстуры в процессе первичной рекристаллизации, во-первых, необходимы заготовки с аксиальной, кубической или ребровой текстурой (в последних случаях плоскости параллельны сторонам заготовки) и, во-вторых, проведение, наряду с горячей прокаткой, по крайней мере, двукратной холодной прокатки (степень обжатия 50—70%) с промежуточными и окончательными отжигами при температурах 1000—1300 ºC. Основным фактором, определяющим совершенство текстуры, является рассеяние текстуры в заготовке: чем меньше это рассеяние, тем более совершенна текстура первичной рекристаллизации в готовом листе. Формирование текстуры при вторичной рекристаллизации
Такая текстура может быть получена только в материале повышенной чистоты как в отношении растворимых, так и нерастворимых примесей (вакуумная выплавка и применение чистых шихтовых материалов). Кроме того, чтобы могла развиваться вторичная рекристаллизация необходимо иметь в первичной матрице достаточное количество зерен с ориентировкой (до 5%, при этом плоскость этих зерен не должна отклоняться от поверхности листа более чем на 5—6º), а зерна с такой же плоскостью, но с другой ориентацией вдоль направления прокатки должны вообще отсутствовать. Это связано с тем, что такие зерна растут при вторичной рекристаллизации с высокой интенсивностью. Для того, чтобы перед началом вторичной рекристаллизации в достаточном количестве имелись зерна, в качестве заготовки используют материал с достаточно выраженной ребровой текстурой. Как в этом методе, так и в других методах получения в исходной матрице «зародышей» с ориентацией, существенным моментом является возникновение при первой холодной прокатке текстуры деформации. Вслед за этим необходимо провести не менее одного раза отжиг на первичную рекристаллизацию и последующую холодную прокатку. В материале повышенной чистоты нормальный рост зерна протекает интенсивно, в результате чего зерно уже перед началом вторичной рекристаллизации прорастает на всю толщину листа. Во многих исследованиях было установлено, что перед началом вторичной рекристаллизации в структуре имеются зерна почти одинакового размера, при этом средний радиус зерна r зависел лишь от толщины листа а (r ≈ a). Отсюда можно заключить, что процесс роста зерна тормозится внешними поверхностями листа, а именно, канавками термического травления, возникающими в местах выхода границ на поверхность листа. Тем самым реализуется стабилизация структуры, необходимая для развития вторичной рекристаллизации. Преодолеть тормозящее действие канавок термического травления могут лишь зерна с повышенной движущей силой F. Поскольку зерна с ориентацией не отличаются от других зерен ни по размеру, ни по искаженности решетки, то такая движущая сила может быть обусловлена пониженной энергией свободных поверхностей зерен (Fдв = Fп). Действие именно этой составляющей движущей силы подтверждается также возрастающей легкостью образования кубической текстуры с уменьшением толщины листа, что естественно объясняется на основе выражения для движущей силы Fп. Кроме того, было обнаружено, что зерна с ориентировкой после завершения вторичной рекристаллизации имеют такое же рассеяние направлений, которое наблюдалось перед этим в исходной матрице. Определяющее значение поверхностной энергии в формировании текстуры в процессе вторичной рекристаллизации с наибольшей очевидностью проявляется в том, что образование такой текстуры происходит только при строго определенном составе атмосферы отжига. Энергия свободной поверхности зависит от того, какая плоскость кристаллической решетки совпадает с поверхностью. Свободная энергия наименьшая для тех плоскостей, у которых плотность атомов наибольшая. Для сплавов системы Fe—Si, имеющих о.ц.к. решетку, минимальной поверхностной энергией должна обладать наиболее плотноупакованная плоскость. При наличии в металле и в атмосфере печи различных примесей, адсорбирующихся на свободной поверхности, поверхностная энергия σ уменьшается, причем для разных плоскостей в разной степени, так что соотношение поверхностных энергий для различных плоскостей кристаллической peшетки может измениться. При отжиге бикристаллов высокочистого сплава Fe—Si было обнаружено, что в атмосфере чистого водорода зерно растет за счет другого зерна. Однако при отжиге в водороде с примесью H2S наблюдается обратный эффект: зерно (100) поглощало зерно (110}. В настоящее время надежно установлено, что существует критический интервал концентрации серы в металле или атмосфере отжига, обеспечивающий получение кубической текстуры при вторичной рекристаллизации (рис. 7). 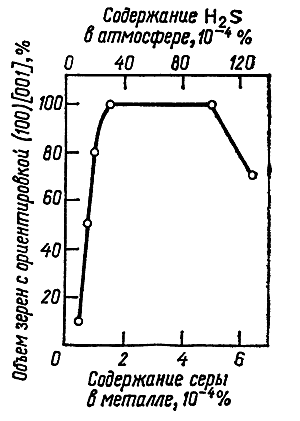 Рис. 7. Влияние концентраций серы на величину составляющей в текстуре вторичной рекристаллизации кремнистого железа. Отжиг при 1200 ºС. Указывается также интервал содержания серы в металле 0,00003—0,0006%. Поверхностно-активной примесью является также кислород. Считается, что содержание кислорода в металле до 0,0015% способствует образованию кубической текстуры. Более высокие концентрации кислорода приводят к образованию окислов, затрудняющих рост зерен {100}, хотя в некоторых работах указывается верхний предел по кислороду 0,005%. При заключительном отжиге (1200—1300 ºС) в водороде или в глубоком вакууме кубическая текстура образуется, если содержание кислорода становится не ниже 6·10-4 %, поскольку иначе будет нарушено условие неравенства σ100 < σ110. Образованию кубической текстуры способствует легирование марганцем < 0,75% или никелем < 2%. Следует отметить, что с увеличением содержания кремния влияние кислорода как адсорбирующей примеси, способствующей росту зерен {100}, ослабевает, а склонность к росту зерен {110}, наоборот, усиливается (атомы кислорода связываются кремнием и поэтому исключаются из адсорбционного слоя). Тип образующейся при вторичной рекристаллизации текстуры зависит также от покрытия (SiO2, МпО), наносимого на поверхность листа перед окончательным отжигом. В частности, указанные покрытия задерживают рост зерен {100}<001> и способствуют росту зерен {110}<001>. Образующаяся за счет влияния поверхностной энергии текстура {110}<001> обладает значительно меньшим рассеянием, чем эта же текстура, полученная в условиях стабилизации структуры частицами второй фазы. С точки зрения движущих сил, действующих в процессе роста зерен {100}<001> при вторичной рекристаллизации, можно рассматривать две стадии этого процесса:
На заключительной стадии вторичной рекристаллизации вклад поверхностной энергии σ в движущую силу роста зерен значительно снижается и составляет около 24%. Методы получения промышленной трансформаторной стали с острой ребровой текстурой {110}<001> при вторичной рекристаллизации основываются или на присутствии в металле строго дозируемых выделений второй фазы, или растворимых примесей. Выделения и растворимые примеси выполняют одну функцию — уменьшают подвижность границ зерен, способных к росту, и тем самым, обеспечивают стабилизацию структуры, т. е. создают условия для развития вторичной рекристаллизации. В настоящее время разработаны технологические схемы, позволяющие получать трансформаторную сталь, в которой присутствуют исключительно зерна с ориентировкой (110}<001>, а рассеяние текстуры составляет всего 3—5° (в рядовой промышленной стали рассеяние достигает около 7—10°). Центральной проблемой металловедения трансформаторной стали является объяснение причин, почему при развитии вторичной рекристаллизации формируется именно текстура (110)<001>. Многими исследованиями показано, что после завершения первичной рекристаллизации (~600 °С) зерна с ориентировкой {110)<001> не имеют размерного преимущества перед зернами с другими ориентировками. Однако, несмотря на действие тормозящей силы, связанной с частицами второй фазы или сегрегацией примесей на границах, часть зерен все же растет. При этом оказывается, что именно зерна с ориентировкой {110)<001> приобретают к началу развития вторичной рекристаллизации наибольшие размеры, т. е. становятся зародышами вторичной рекристаллизации. При температурах отжига 900—1000 °С, когда начинается процесс растворения (или коалесценции) частиц второй фазы либо рассасывание сегрегаций на границах, тормозящая сила Fт ослабевает и зерна (110)<001> с увеличенной движущей силой Fr начинают расти значительно быстрее других зерен, имеющих меньшие размеры. В результате образуется текстура {110)<001>. Таким образом, проблему формирования текстуры (110)<001> в трансформаторной стали можно свести к объяснению причин, обусловливающих ускоренный рост зерен (110)<001> при температурах, предшествующих вторичной рекристаллизации, т. е. при нормальном их росте, и обусловливающих тем самым преимущество в размере этих зерен к началу вторичной рекристаллизации. В соответствии с изложенными выше теоретическими соображениями зерна с ориентировкой (110)<001> могут в общем случае расти ускоренно, потому что они:
Пониженная поверхностная энергия σ110 могла бы стимулировать ускоренный рост зерен (110)<001>. Однако прямыми измерениями было показано, что при температуре 1050—1100 °С в присутствии кислорода в атмосфере отжига в кремнистом железе наблюдается следующее соотношение между поверхностными энергиями: σ110 < σ112 < σ111 < σ110, а также анизотропия поверхностной энергии при высоком содержании кислорода резко уменьшается. Из перечисленных выше факторов, которые потенциально могут обусловливать повышенную скорость роста зерен (110}<001> остается один, а именно, подвижность границ. В самом деле, как показывают экспериментальные дынные, зерна с ориентировкой (110}<001> в трансформаторной стали имеют границы с наибольшей величиной подвижности. Поэтому эти зерна, не отличаясь после завершения первичной рекристаллизации по величине движущей силы Fп от зерен других ориентировок, имеют повышенную среднюю скорость роста, вследствие чего они на стадии нормального роста приобретают существенное преимущество в размерах, а, следовательно, и в движущей силе Fr. Следует отметить, что имеются экспериментальные данные, указывающие на то, что роль примесей в трансформаторной стали состоит не только в стабилизации матрицы, но и в сохранении в матрице текстуры {111}<112> в процессе нормального роста. Ряд технологических схем, на основе которых в настоящее время в промышленных масштабах получают высококачественную трансформаторную сталь с ребровой текстурой.
Традиционный процесс включает горячую прокатку слитка или сляба, полученного на установке непрерывной разливки, при высокой температуре(~1370 °С) до полосы толщиной 2,5—3 мм. Температура горячей прокатки определяется тем, что она должна превосходить температуру растворения сульфида марганца MnS. После отжига при температуре ~800 °С («черный отжиг») и травления горячекатаную полосу подвергают двукратной холодной прокатке до конечной толщины (0,25—0,35 мм). После первой холодной прокатки проводится промежуточный рекристаллизационный отжиг (800—900 °С) обычно в башенной печи, в защитной или рафинирующей атмосфере, в процессе которого происходит первичная рекристаллизация. Последнее обжатие при холодной прокатке составляет около 50% (например, с толщины 0,85 до 0,35 мм). Применение больших степеней обжатия приводит к нежелательному сильному росту зерен в процессе их нормального роста и соответственно к ослаблению ребровой текстуры и усилению ее рассеяния. Полученный в результате холодной прокатки материал подвергают обезуглероживающему отжигу при 800—850 °С (например, во влажной атмосфере H2+N2), в ходе которого протекает первичная рекристаллизация и нормальный рост зерна, хотя последний процесс выражен весьма слабо вследствие присутствия дисперсных выделений (ингибиторных фаз). Содержание углерода после этого отжига может быть понижено до примерно 0,003 %. Затем на листовой материал наносится электроизоляционное (защитное) покрытие из MgO, после чего он подвергается отжигу в сухом водороде при 1100—1300 °С для формирования ребровой текстуры при вторичной рекристаллизации. Во время этого отжига включения, тормозящие рост зерен и стабилизирующие матрицу, растворяются и адсорбируются в стеклянной пленке, образующейся на поверхности листа. Одновременно происходит дополнительная очистка металла от примесей. В качестве ингибиторных частиц в традиционной технологии используют частицы сульфида марганца, которые в результате всех технологических переделов приобретают оптимальный размер (~50 нм) и необходимое количество. Применение нитрида алюминия AlN вместо MnS в качестве основной ингибиторной фазы позволило перейти к одностадийной холодной прокатке с большими степенями обжатия (80—85 %) и получать трансформаторную сталь с более острой ребровой текстурой, чем в случае традиционной технологии. Нитрид алюминия, обладая высокой устойчивостью, позволяет эффективно стабилизировать первичную матрицу даже после больших степеней обжатия. Однако, чтобы AlN был эффективен, отжиг после горячей прокатки («черный» отжиг) проводят при сравнительно высоких температурах (950—1200 °С) с последующим быстрым охлаждением. Благоприятное влияние на магнитные свойства трансформаторной стали, производимой по описанной технологии, оказывает то обстоятельство, что защитное покрытие, содержащее адсорбционный алюминий, создает повышенные растягивающие напряжения. В результате в таком материале снижаются потери на перемагничивание. Разработаны также методы производства трансформаторной стали, в которых для торможения роста зерна используются такие растворимые примеси, как бор и азот вместе с серой или селеном. Предполагается, что эти примеси образуют сегрегации на границах зерен первичной рекристаллизации тем самым стабилизируют матрицу. Одной из особенностей метода является то, что горячая прокатка проводится при сравнительно низкой температуре — 1250 °С вместо температуры 1350—1370 °С. Поскольку концентрация марганца и серы очень низкая, температура растворения MnS понижается, что и позволяет снизить температуру горячей прокатки. Новые методы производства трансформаторных сталей обеспечивают преимущества в потерях только при высоких значениях индукции. При Bm < 1,5 Тл эти различия нивелируются, так что в трансформаторах с низкой проектной индукцией применение сердечников высокоиндукционных электротехнических сталей становится не столь необходимо, как в трансформаторах с высокой проектной индукцией. Холоднокатаная текстурованная сталь в настоящее время является основным магнитным материалом, используемым при производстве трансформаторов и крупных турбо- и гидрогенераторов. Недостатком холоднокатаной стали с ребровой текстурой является то, что высокие электромагнитные свойства получаются только вдоль направления прокатки. Это накладывает свои ограничения на применение этой стали в магнитопроводах с разными условиями намагничивания. Для получения одинаково высоких магнитных свойств вдоль и поперек используются стали с кубической текстурой (100)<001>. Применение холодной прокатки и отжига не всегда приводит к получению текстурованной стали. В настоящее время разработаны технологические приемы, подавляющие образование кристаллической текстуры в процессе отжига. Поэтому широкое применение начинает находить малотекстурованная холоднокатаная сталь с содержанием кремния до 3 %, которая в значительной степени заменяет горячекатаную сталь. |
| Литература: Кекало И. B., Самарин Б. А. Физическое металловедение прецизионных сплавов. Сплавы с особыми магнитными свойствами:— М.: Металлургия, 1989. |
| Ссылка: http://lmx.ucoz.ru/load/3-1-0-63 |
| Примечание: Теоретические основы формирования магнитных свойств: физические и металловедческие аспекты создания сплавов с оптимальными свойствами. |
| Категория: Металлы и сплавы | Просмотров: 7604 | | |
| Всего комментариев: 0 | |