03:09 Оборудование литейных цехов. Машины для литья под давлением. |
Классификация машин для литья под давлением
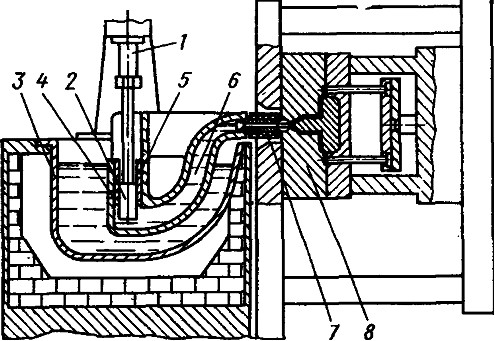 Рис. 2. Схема машины для литья под давлением с горячей камерой прессования: 1 — прессовый циллиндр; 2 — прессовый плунжер; 3 — чугунный тигель; 4 — отверстие для поступления металла в прессовый стакан; 5— прессовый стакан; 6 — гузнек (металлопровод); 7 — мундштук; 8 — пресс-форма. При подъеме прессового поршня выше заливочного отверстия металл из тигля, в котором он поддерживается в расплавленном состоянии, через отверстие поступает в прессовый цилиндр. При опускании прессового поршня расплавленный металл по подогреваемому каналу, называемому гузнеком, под действием плунжера подается в форму. При новом подъеме поршня избыток металла сливается, и машина после затвердевания и выталкивания отливки готова к очередному циклу. В момент заполнения формы металлом он давит на стенки, стараясь её раскрыть. Особеино велико усилие, направленное на раскрытие формы в конечный момент ее заполнения, когда происходит гидравлический удар. При недостаточном усилии запирания формы, под давлением металла возможио ее раскрытие, и расплавленный металл через образовавшуюся щель может выплескиваться из формы. Для исключения разбрызгивания металла, что недопустимо по условиям пожарной безопасности, техники безопасности и технологии, усилие запирания формы должно быть несколько больше, чем усилие, создаваемое металлом на раскрытие формы. Для нормальной работы машины для литья под давлением необходимо выполнение условий, определяемых рядом зависимостей.
Усилие прессования (Н) прессового поршня под действием рабочей жидкости на металл можно определить по формуле: P = рf0,
где р — рабочее давление на прессовый поршень, Па;f0— площадь сечения прессового поршия, см2. Так как усилие, развиваемое прессовым поршнем, непосредствеино передается прессовым плунжером на расплавленный металл, усилие прессования (Н) выражается: Р = qf0,
где q — гидростатическое давление на металл в камере прессования, Па;f0 — площадь прессового плунжера, см2. Гидростатическое давление в машине на металл устанавливают в зависимости от материала отливки, ее конструктивных особеннстей - степени сложности, толщины стенки, плотности, шероховатааги поверхности и др. Гидростатическое давление на металл обычно назначают для цииковых отливок в пределах 20 — 60 МПа, для алюминиевых 25 — 80 МПа, для медных 35 — 100 МПа. Минимальные гидростатические давления назначают для легкоплавких металлов, отливок несложных или неответственного назначения. Максимальные, наоборот, — для тугоплавких. металлов, отливок сложных и ответственного назначения. Усилие раскрытия формы, возникающее в результате гидростатического давления на нее, определяют по формуле: Q0 = qF,
где F — площадь проекции отливки по разъему пресс-формы, см2.Для обеспечения надежности работы машины усилию Q раскрытия формы должно противостоять усилие запирания пресс-формы с некоторым запасом. Усилие запирания пресс-формы, обеспечиваемое механизмом запирания машины, должно соответствовать: Q = Q0k,
где k — коэффициент запаса;k = 1,1 ÷ 1,25 (меньшее значение для крупных отливок; большее — для мелких). Машины для литья под давлением фирмы Фрех, Германия
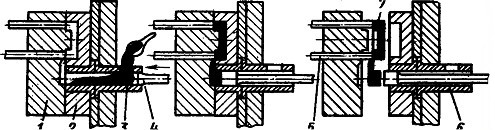
В машинах для литья под давлением примеияют механизмы запирания гидравлического, шарнирно-рычажного, клинорычажного и клинового типа. В гидравлическом механизме запирания усилие запирания передается на подвижную плиту гидроцилиндром, в рычажно-шарнирном — системой рычагов, а в клиновом предварительно осуществляется закрытие пресс-формы гидроцилиндром, после чего шарнирные части механизма запираются клином. В гидравлическом механизма (рис. 3, а) запирающее усилие создается только гидравлическим цилиидром большого диаметра. К преимуществам его относится простота наладки по высоте формы. 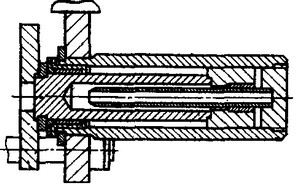 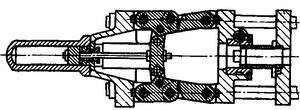 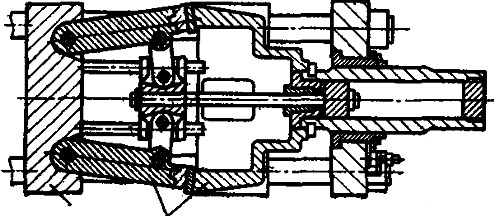 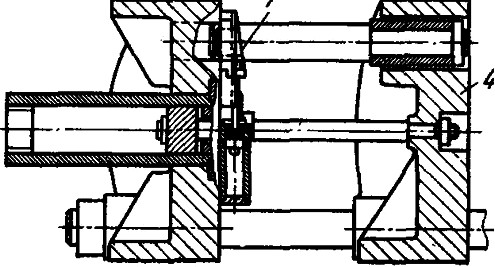 Рис. 3. Запирающие механизмы машин: а — гидравлический; б — гидрорычажный; в — гидроклинорычажный; г - гидроклиновой
отсутствие перекосов подвижной плиты, а следовательно, получение более точной отливки, при этом температурные деформации не влияют на точность отливок. Недостаток этого механизма заключается в большом расходе рабочей жидкости, что вызывает необходимость увеличения бака гидроагрегата. Вследствие большой скорости в конце смыкания требуются дополнительные смягчающие устройства. Быстрое изнашивание уплотняющих манжет приводит к утечке рабочей жидкости. В гидрорычажном механизме (рис. 3, б) запирающее усилие создается гидравлическим цилиндром и системой рычагов, увеличивающих жесткость. Преимущества механизма:
К недостаткам этого механизма относится меньшая, чем у машин с гидравлическим механизмом, точность изделия вследствие температурных перекосов плит, сложность настройки по высоте формы, малое усилие обратного хода.
Существуют два способа настройки на определенную высоту формы. При первом способе это достигается перемещением неподвижной плиты совместно с гидроцилиндром смыкания. При втором способе подвижная плита состоит из двух частей, соединенных винтом: при настройке их сближают или раздвигают, достигая нужной высоты. В комбинированных механизмах (рис. 3, в, г) запирающие усилия создаются вследствие запирания подвижной плиты клином. К преимуществам этих систем относится простота наладки на различный размер форм, отсутствие перекоса подвижной плиты, а следовательно, получение точной отливки и исключение влияния температурных деформаций на точность отливок. К недостаткам механизмов относится их сложность из-за большой массы машины, а также сложность изготовления клинового запора и быстрого его изнашивания. Клиновые запирающие механизмы используют на машинах большой мощности. Как отмечено выше, формирование отливок при литье под давлением целиком происходит в пресс-форме, стоимость которой для крупных сложных отливок приближается к стоимости машины. В целях повышения стойкости (увеличения числа съемов) и повышеиия качества отливок пресс-формы для литья под давлением изготовляют из легированной стали: они обладают высокой точностью и низкой шероховатостью рабочей поверхности. При всем разнообразии и сложности форм для литья под давлением они имеют одинаковые элементы. В зависимости от назначения все узлы, детали и механизмы формы можно разделить на формообразующие, конструктивные и приводы механизмов формы. К формообразующим элементам формы относятся части формы непосредственно соприкасающиеся с жидким металлом, оформляют контуры отливки. К конструктивным элементам формы относятся ее части, которые несут на себе формообразующие элементы, обеспечивают взаимоположение частей, а также крепление формы к плитам машины. Приводы служат для раскрытия. и закрытия формы, перемещения стержней, толкателей и т. п. Конструкция форм определяется конструкцией отливки, свойствами сплава, из которого отливка изготовляется, типом и конструкцией машины, характером производства и т. п. Конструкция отливки обусловливает число стержней в форме. При наличии арматуры в отливке (например, получение корпуса или ротора электродвигателя с залитым железом, отливка корпусов с износостойкими втулками и др.) в формах необходимо предусмотреть специальиые устройства для фиксации арматуры. Для машин с горизонтальной и вертикальной камерой прессования применяют формы с различной системой подачи металла. В форме для машины с горизонтальной камерой прессования металл из литниковой втулки попадает в литниковый канал, расположенный выше литниковой втулки. Таким образом устраняется возможность попадания металла в форму до начала прессования. Для такой подводки металла литниковую втулку следует располагать на нижнем уровие формы. Конструкция машин
Машииы для литья под давлением с холодными камерами прессования (вертикальной и горизонтальной) и с горячей камерой прессования изготовляют унифицированными по механизмам запирания. Они отличаются механизмами прессования. Наибольшее распространеиие: получили машины с холодной горизонтальной камерой прессования. Это объясняется следующими их преимуществами:
На станине 1, которая служит одновременно основанием для крепления узлов и резервуаром для масла, размещаются подвижная 2 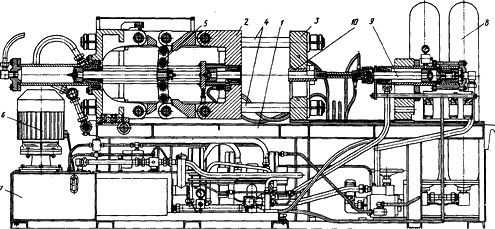 Рис. 4. Машина для литья под давлением с горизонтальной холодной камерой прессования и неподвижная 3 плиты, механизмы запирания 5 и прессования 9, гидронасос с приводом 6, а также электро- и гидроборудование и аппаратура. Для нагнетания рабочей жидкости в гидроцилиндры служит насосная установка 7, которая кронштейнами прикрепляется к торцу станины. Наличие гидрорычажного механизма запирания дает возможность жестко и надежно запереть форму, а гидропневматический. аккумулятор 8 обеспечивает быстрый впрыск металла в форму и выдержку его на время кристаллизации отливки под необходимым давлением. Гидравлическое оборудование машины в сочетании с электрооборудованием обеспечивает выполнение следующих операций в полу-автоматическом и наладочном режимах:
Имеющаяся на машине система водяного охлаждения позволяет регулировать интенсивность охлаждения прессового плунжера, формы, неподвижной плиты. В связи с разнообразием конструкций форм на совремеиных машинах с горизонтальной холодной камерой прессования предусматривается два-три положения прессового стакана по высоте, что дает возможность выполнять как нижнюю, так и центральную заливку металла в пресс-форму. Для безопасности работы на машине предусмотрены необходимые блокировки, предотвращающие неправильное включение механизмов, и подвижный щит, предохраняющий оператора от возможных выбросов жидкого металла по разъему пресс-формы. Машины с холодной камерой прессования выпускают с усилием запирания в диапазоне от 0,4 до 35 МПа и более. На этих машинах получают отливки массой от нескольких граммов до 50 кг и более (из алюминиевых сплавов). Машины с вертикальной холодной камерой прессования по сравнению с машинами с горизонтальной холодной камерой прессования имеют следующие преимущества: возможность получения отливок с центральным литником, лучшее предохранение от попадания пленок и окислов расплава в форму, так как отверстие мундштука очень мало по сравнению с камерой прессования. В то же время имеются существенные недостатки: большое число рабочих деталей, соприкасающихся с расплавленным металлом (два поршня, мундштук, наполнительиый стакан), невозможность открытия формы до среза нижним поршнем пресс-остатка, что снижает производительность, и, главное, 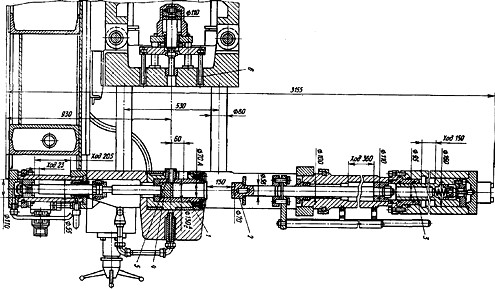 Рис. 5. Механизм прессования машины с вертикальной холодной камерой прессования увеличение пути металла и изменение его направления, что снижает давление и усложняет регулирование технологическим процессом. Механизмы запирания машин с горизонтальной и вертикальной холодными камерами прессования аналогичны. На рис. 5 показан разрез механизма прессования машины для литья под давлением с вертикальной холодной камерой прессования. Машина работает следующим образом. После закрытия формы порция расплава заливается в стакан 1, и металл прессуется прессовым плунжером (пуансоном) 2, опускающимся под действием прессового механизма 3 в прессовый стакан. При этом под давлением металла нижний поршень (пятка) 4 опускается, и металл через литниковую втулку (мундштук) 5 подается в форму. После завершения кристаллизации нижний поршень срезает пресс-остаток, и форма открывается. Конструкция формы предусматривает удержание отливки на ее подвижной половине, и в момент открытия формы она выталкивается толкателями 6. Машины с горячей камерой прессования по сравнению с машинами с холодной камерой прессования имеют следующие преимущества: небольшие потери сплава при изготовлении отливок вследствие более простой литниковой системы, стабильность технологического процесса, улучшение условий труда и создание хороших условий для автоматизации оборудования. В то же время имеются недостатки: затруднение применения машины для литья металлов, имеющих температуру плавления выше 500 °С, быстрое изнашивание прессующего поршня, находящегося в расплаве, повышенная пористость отливок. Давление на металл в машинах с горячей камерой прессования устанавливается в пределах 15 — 30 МПа, в то время как на машинах с холодной камерой прессования оно бывает в пределах 30— 150 МПа. Механизмы запирания машины с горизонтальной камерой прессования и машины с горячей камерой прессования аналогичны. На рис. 6 показан разрез механизма прессования машины для литья под давлением с горячей камерой прессования.
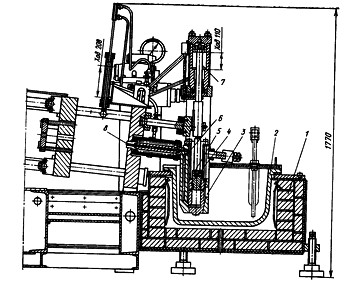 Рис. 6. Механизм прессования машины с горячей камерой прессования Рабочий процесс на машине осуществляется следующим образом. В тигельной печи 1 с газовым подогревом в чугунном тигле 2 находится расплав на уровне выше отверстий 3 цилиндра 4. При верхнем положении поршня 5 расплав заполняет нижнюю часть цилиндра и гузнека б (металлопровод). Под действием прессового механизма 7 поршень опускается, перекрывает отверстия и под давлением направляет расплав через гузнек и мундштук 8 в пресс-форму. После затвердевания отливки прессовый поршень 5 поднимается, остатки металла сливаются, отливка выталкивается из пресс-формы, и процесс повторяется. Один из недостатков литья под давлением — пористость отливок, снижающая их плотность и препятствующая термообработке, так как газы содержащиеся в порах, расширяются при нагреве и вызывают вспучивание отливок. Для предупреждения образования пористости отливок и с целью повышения их физико-механических свойств на машинах для литья под давлением применяют различные устройства и приспособления. В последнее время наибольшее распространение получили программирование ступеней давления, скорости прессования, вакуумирование пресс-формы, механизм прессования с двойным плунжером для дополнительного уплотнения металла в форме после образования корочки расплава на ее стенках. Следующий шаг развития литья под давлением - автоматизация всего процесса производства заготовок, создание литейных автоматизированных комплексов. Читать... И.В.Матвиенко, В.Л.Татарский, Оборудование литейных цехов, М.: Машиностроение. - 1985. - 400 с. .DjVu Примечание. Для просмотра в браузере файлов DjVu скачайте и установите на свой компьютер плагин DjVu Browser Plug-in (Free-download) от Caminova, Inc. |
| Литература: И.В.Матвиенко, В.Л.Татарский, Оборудование литейных цехов, М.: Машиностроение. - 1985. - 400 с. |
| Категория: Машины и технологии | Просмотров: 11867 | | |

| Всего комментариев: 2 | |||
| |||