
Технологический процесс получения моделей и блоков моделей состоит из приготовления модельных составов, изготовления моделей отливок и литниково-питающих систем, отделки и контроля моделей, сборки моделей в блоки.
Требования к модельным составам.
Качество моделей зависит от свойств и технологии приготовления модельного состава.
Для получения моделей используют различные модельные составы: выплавляемые, растворяемые, выжигаемые. Любой модельный состав должен удовлетворять определенным требованиям.
В расплавленном состоянии модельный состав должен обладать хорошей жидкотекучестью для четкого воспроизведения конфигурации модели при заполнении полости пресс-формы и легкого и полного удаления из оболочковой формы. Температура плавления его должна быть невысокой (60…140 0С), что облегчает изготовление моделей и их удаление из оболочковой формы. Температура размягчения модельного состава должна быть 35…45 0С, то есть превышать температуру помещений, где изготовляют, хранят, собирают модели в блоки. Усадка состава при охлаждении и его расширении при нагреве должны быть минимальными и стабильными, чтобы точность моделей и соответственно отливок была высокой. Модельный состав не должен прилипать к поверхности пресс-формы; химическое взаимодействие его с материалом пресс-формы недопустимо. После затвердевания в пресс-форме модельный состав должен обладать прочностью и твердостью, достаточными для того, чтобы модели не деформировались и не ломались на последующих операциях технологического процесса.
Модельный состав должен обеспечивать соединение частей моделей либо сборку в блоки пайкой или склеиванием. Модельный состав должен смачиваться суспензией, но не растворяться в составляющих суспензии для оболочковых форм, не вступать с ними в химическое взаимодействие, иначе будет ухудшаться качество поверхности отливок. Зольность (твердый остаток) состава при нагреве оболочковых форм при прокаливании должна быть минимальной. Плотность состава также должна быть минимальной, что облегчит работу с моделями, блоками моделей, особенно при их больших размерах. Чтобы состав мог быть выплавлен в воде и без лишних трудозатрат возвращен в производство моделей, его плотность должна быть <1000 кг/м3. Свойства модельного состава не должны изменяться перед повторным использованием, он должен быть пригодным для многократного использования.
Модельный состав должен быть безвредным для работающих и окружающей среды на всех этапах технологического процесса. Он не должен содержать дефицитных компонентов, а технология его приготовления и изготовления из него моделей должны быть просты.
В зависимости от требований к качеству отливок, характера производства (единичное, серийное, массовое) те или иные свойства модельного состава становятся наиболее важными, определяющими. Поэтому в соответствии с конкретными условиями производства применяют различные модельные составы.
Исходные материалы для модельных составов.
Для приготовления модельных составов наибольшее применение в производстве находят рассмотренные ниже исходные материалы.
Парафин - смесь углеводородов предельного ряда с общей формулой химического состава СnН(2n+2), получают его при возгонке нефти, бурого угля, сланцев. Это белая масса с кристаллической структурой. Он пластичен, недорог, недефицитен Температура размягчения ~30 0С.
Стеарин - смесь жирных кислот; продукт переработки растительных и животных жиров. Это дорогой и дефицитный материал. Стеарин склонен к взаимодействию с формовочным материалом,
Церезин - смесь углеводородов метанового ряда; получают его переработкой озокерита из нефтяных церезиновых отложений на стыках нефтепроводов, а также путем реакции соединения СО и H2 с последующей поликонденсацией. Это аморфный материал светложелтого цвета. Церезин маркируется в соответствии с температурой каплепадения в 0С: натуральный - марок 65 (температура каплепадения 65…70 0С) , 70, 75, 80; синтетический - 90, 93, 100. Он обладает повышенной пластичностью и теплостойкостью, но имеет высокую линейную усадку (до 1,1%), невысокую прочность и твердость. Для изготовления модельных составов чаще применяют более тугоплавкий синтетический церизин.
Буроугольный воск - продукт переработки бурого угля, смесь воска, смолы, асфальтоподобных веществ. Это однородный материал темнобурого цвета. Температура каплепадения ~90 0С. Он обладает высокой прочностью и твердостью, но хрупкий, высоковязкий в жидком состоянии.
Канифоль - твердая составная часть смолы хвойных деревьев, смесь смоляных кислот. Это хрупкое стекловидное вещество желтого или коричневого цвета. Плотность канифоли 1000…1200 кг/м3, размягчается в интервале температур 52…70 0С.
Полистирол блочный - термопластичный материал, получаемый полимеризацией стирола (С2Н5 – СН - СН2). Для изготовления модельных составов применяют блочный полистирол с низкой зольностью (~0,04%). Плотность полистирола 1050 кг/м3,теплостойкость 70…80 0С, а усадка 0,2…0,8%. Полистирол - водостойкий материал, не растворяется в кислотах и щелочах, спиртах и бензине, растворим в эфирах и ароматических углеводородах. Он обладает высокой прочностью.
Полистирол вспенивающийся представляет собой бесцветные гранулы, содержащие основу — полистирол и порообразователь - изопентановую фракцию с температурой кипения 30…40 0С. При нагреве до температур 80…100 0С полистирольная основа гранул размягчается, а порообразователь испаряется и пары его оказывают изнутри давление на стенки гранул, в результате чего гранулы увеличиваются в объеме, а их плотность уменьшается до 30 кг/м3 . Этот материал используют для изготовления выжигаемых моделей.
Полиэтилен - термопластичный материал, получаемый полимеризацией этилена (Н2С=СН2). Высокомолекулярный полиэтилен (молекулярная масса М=35000) имеет температуру размягчения 108…115 0С, он твердый, прочный, эластичный; теплостойкость его составляет 90 0С; не взаимодействует с гидролизованным раствором этилсиликата.
Полиэтиленовый воск - низкомолекулярный полиэтилен (М=200…3000); это гранулированный материал белого цвета с температурой плавления 95…105 0С. Он хорошо растворяется в парафине, придает модельным составам прочность.
Кубовый остаток термического крекинга парафина — смесь предельных и непредельных углеводородов с температурой размягчения 35 0С. Он обладает высокой пластичностью и низкой прочностью.
Карбамид СО (NH2)2 - полный амид угольной кислоты (техническая мочевина) - кристаллический, хорошо растворимый в воде материал. Он плавится при 129…134 0С и обладает в расплавленном состоянии высокой жидкотекучестыо; хорошо заполняет пресс-формы. После затвердевания образует прочную и точную модель. Усадка его <0,1%. При нагреве карбамид не имеет стадии размягчения, а поэтому модели не деформируются вплоть до 100 0С. Используют его для изготовления растворяемых моделей.
Этилцеллюлоза — продукт переработки древесины, белый порошок с температурой плавления 160…180 0С, хорошо растворяется в стеарине и церезине. Прочность его до 0,140 МПа, линейная усадка до 1,2%.
Модельные составы и их свойства
Модельные составы классифицируют: по составу в зависимости от содержания основных компонентов; по свойствам в зависимости от прочности, температуры плавления и размягчения; по состоянию при введении в пресс-форму — жидкие, пастообразные, твердые; по способу удаления из оболочковых форм — выплавляемые, растворяемые, выжигаемые, испаряемые.
В зависимости от требований к качеству отливок, серийности производства используют различные модельные составы (табл. 1.1).
Парафино-стеариновые модельные составы (ПС) приготовляют на основе парафина и стеарина. Эти модельные составы относятся к легкоплавким. Составы ПС хорошо смачиваются суспензией на связующих растворах этилсиликата. Они имеют невысокую температуру плавления 50…60 0С, низкую зольность, достаточную жидкотекучесть, однако имеют низкую температуру размягчения, невысокую прочность (1,6…2,0 МПа) и твердость, нестабильную и высокую усадку, пригодны для многократного использования (возврат после выплавления до 98%). Применяют состав ПС 50-50, реже ПС 70-30. Присутствие в модельном составе стеарина, омыляющегося при выплавлении в горячей воде, приводит к взаимодействию модели с гидролизованным раствором этилсиликата (связующего в суспензии), ухудшению качества форм.
Таблица 1.1. Некоторые употребляемые модельные составы.
 y΄, % - усадка расплава;
y˝, % - усадка пасты.
y΄, % - усадка расплава;
y˝, % - усадка пасты.
Модельные составы
ПС используют
в жидком и пастообразном состояниях.
В жидком состоянии модельный состав
заливают в пресс-форму. Шероховатость
поверхности моделей при таком способе
их изготовления получается хорошая, но
модели имеют усадочные дефекты.
Для
устранения усадочных дефектов в модельный
состав при его приготовлении замешивают
7..10% (по объему) и более воздуха. Такой
состав используют в пастообразном
состоянии.
Пасту под давлением
запрессовывают в пресс-форму. После
снятия давления воздух, содержащийся
в пасте, стремится расшириться и
компенсирует усадку модельного состава.
Парафино-стеариновые
пастообразные
модельные составы с добавлением воздуха
обладают хорошими технологическими
свойствами, поэтому их широко используют
в условиях массового автоматизированного
производства, а также в серийном
производстве.
Модельные составы на основе парафина и стеарина с добавками. Для повышения прочности и температуры размягчения в парафино-стеариновые составы вводят 2…3% этилцеллюлозы или до 20 маc. % буроугольного воска. Упрочняющие добавки - буроугольный и торфяной воски повышают хрупкость моделей. Поэтому для повышения пластичности в составы ПС вводят пластифицирующие добавки: 3…8 маc. % кубового остатка термического крекинга парафина или церезин. Последним можно заменить стеарин, что улучшает свойства модельных составов.
Модельные составы с добавками до 1,5 маc. % этилцеллюлозы (ПСЭ, ПЦЭ) имеют повышенную температуру размягчения, в 1,5…2 раза более высокую прочность по сравнению с составами ПС. Составы с этилцеллюлозой склонны к утяжинам в массивных местах моделей. При изготовлении моделей их используют в жидком и пастообразном состоянии.
Парафино-церезиновые модельные составы (ПЦ) с добавками буроугольного или торфяного восков обладают высокой прочностью и теплостойкостью. Эти модельные составы используют обычно в пастообразном состоянии. Наиболее широко применяют составы Р-3, Р-ЗА, (ПЦБКу 60-22-12-6), имеющие прочность при изгибе 3…4 МПа, температуру каплепадения 81…84 0С, запрессовки 54…55 0С, усадку 0,8…1,1%. При изготовлении из них моделей вследствие увеличенной вязкости требуется повышенное давление прессования (0,2…0,4 МПа).
Модельные составы Р-3 и Р-ЗА также широко используют в массовом автоматизированном и серийном производстве отливок общего машиностроения.
Модельные составы на основе канифоли и полистирола также относятся к тугоплавким и высокопрочным. Их используют для изготовления особо точных сложных моделей лопаток газовых турбин. Эти составы обладают усадкой до 1%, прочностью, в 2…4 раза превышающей прочность составов парафино-стеаринвой группы (sизг = 7…8 МПа), имеют достаточно высокую температуру плавления. Составы КПсЦ (с церезином) и КПсП (с парафином) имеют низкую жидкотекучесть, поэтому возврат модельного состава при выплавлении составляет не более 60%, высокая вязкость их требует повышенного давления прессования (0,6…1,0 МПа). Иногда их используют как выжигаемые составы, особенно часто при изготовлении тонкостенных отливок сложной пространственной конфигурации. Для устранения хрупкости в модельные составы вводят пластификатор – 2 мас.% дибутилфталата.
Составы на основе карбамида имеют малую и стабильную усадку, поэтому их применяют для изготовления моделей тонкостенных точных крупногабаритных отливок, а также растворимых в воде стержней, по которым выполняют полости сложной конфигурации в легкоплавких и тугоплавких моделях небольших размеров. Основным компонентом служит карбамид СО(NН2)2 - техническая мочевина. Карбамид плавится при температуре 129 0С, хорошо растворяется в воде, имеет высокую жидкотекучесть, затвердевает и охлаждается практически без усадки. Плотность карбамида 1,3 г/см3. В качестве пластификатора в карбамид вводят борную кислоту в количестве 0,3…3 маc. %.
Распространенным растворимым модельным составом является КбБк 98-2 (см. табл. 1.1).
Выжигаемые модельные составы. Наибольшее распространение получили полистирол ПСВ-ЛД и блочный полистирол с добавками. Полистирол ПСВ-ЛД - вспенивающаяся композиция, из которой изготовляют модели с использованием термопластавтоматов. Плотность моделей 0,24…0,3 г/см3, sизг= 10…14 МПа, усадка этих составов 0,2…0,3%. Такие модельные составы используют для изготовления моделей мелких и средних отливок в массовом и крупносерийном производстве.
Приготовление модельных составов
Легкоплавкие модельные составы приготовляют расплавлением составляющих в водяных или масляных банях с электрическим обогревом.
Исходные материалы перед загрузкой измельчают до кусков размером 30…50 мм для ускорения плавления. Материалы загружают в порядке возрастания их температур плавления или растворимости Расплавленный модельный состав перемешивают и фильтруют через металлическую сетку №02. Готовый модельный состав используют для изготовления моделей или разливают в изложницы для последующего употребления.
Парафино-стеариновые составы с добавками, составы с буроугольным воском (Р-3) перемешивают особенно тщательно. Если составы содержат этилцеллюлозу, то сначала расплавляют материалы в которых этилцеллюлоза хорошо растворяется (церезин, стеарин и др. доводят температуру состава до 120…140 0С, при непрерывном перемешивании вводят этилцеллюлозу, просеянную через сито № 02. После растворения этилцеллюлозы вводят остальные материалы. Модельный состав тщательно перемешивают и фильтруют.
Пастообразные модельные составы приготовляют охлаждением жидкого состава при непрерывном перемешивании в специальных смесителях. Воздух замешивается в модельный состав в количестве 8…12% по объему. Для этого используют лопастные, поршневые, шестеренные смесители. Наибольшее применение нашли шестеренные и поршневые смесители.
Поршневые смесители менее производительны, так как они периодического действия и процесс замешивания воздуха протекает в них ~20 мин. Поэтому их используют в основном в серийном и мелкосерийном производстве.
Шестеренные смесители непрерывного действия (рис. 1.5): имеют два вала 1, на которых смонтированы шестерни 2. Каждая пара шестерен отделена от соседней перегородкой 3. В каждой паре одна из шестерен свободно насажена на вал, а вторая закреплена на валу на шпонке, в соседней паре — наоборот. Валы вращаются от общего привода 5 в одном направлении. Поэтому на одном валу четные, а на другом нечетные шестерни вращаются с валом, приводя свободно насаженные парные шестерни в движение. Смежные пары шестерен вращаются в разные стороны. Ширина каждой пары шестерен уменьшается в направлении движения модельного состава для создания напора и перемещения пасты. Жидкий модельный состав подается в горловину смесителя вместе с воздухом и после перемешивания первой парой шестерен выдавливается через отверстие 4 в перегородке 3 в соседнюю секцию, где перемешивается в обратном направлении и перемещается вверх, к отверстию 4 в следующей перегородке. В процессе перемешивания модельный состав интенсивно охлаждается, переходя в пастообразное состояние. Эти смесители имеют большую производительность и надежность, обеспечивая получение пасты высокого качества.
Тугоплавкие модельные составы приготовляют в тигельных поворотных электропечах с терморегуляторами; тигли изготовляют из коррозионно-стойких сталей, не взаимодействующих с модельным составом. Для приготовления модельных составов тина КПсЦ сначала растворяют церезин, затем вводят канифоль, нагревают состав до 140…157 0С; фильтруют расплав, нагревают его до 220 0С и постепенно засыпают полистирол, перемешивая расплав. Затем модельный состав выдерживают 30…40 мин, охлаждают до 180 0С, снова выдерживают до полного выделения пузырей газа, и заливают в пресс-формы.
Растворимые модельные составы приготовляют сплавлением составляющих в тигельных электропечах. Перед расплавлением карбамид высушивают при температуре 100…110 0С для удаления влаги. Высушенную соль расплавляют совместно с пластификатором (борной кислотой) в металлических тиглях из коррозийно-стойкой стали при температуре 120…130 0С.
Рис. 1.5. Схема шестеренного смесителя для приготовления пастообразного модельного состава с воздухом: 1 – валы; 2 – шестерни; 3 – перегородки; 4 – выпускное отверстие; 5 – привод смесителя.
Расплав фильтруют и заливают в пресс-формы. Высокая по сравнению с легкоплавкими составами теплопроводность модельного состава способствует быстрому затвердеванию моделей в пресс-форме. Этот процесс менее длительный, малооперационный.
Карбамидные составы гигроскопичны, поэтому модели должны храниться в сухом воздухе.
Выжигаемые модельные составы приготовляют перемешиванием гранул вспенивающегося полистирола ПСВ со смачивателем и пластификатором. В начале в гранулы вводят 10%-ный спиртовой раствор бутилового эфира стеариновой кислоты (бутилстеарат) в количестве 0,03…0,05 мас.% полистирола, тщательно перемешивают и затем вводят 0,003…0,005% 1 % - ного раствора смачивателя НБ или 0,01…0,03% 10% - ного водного раствора полиэтиленоксида.
Качество моделей и соответственно отливок, надежность технологических процессов изготовления моделей и оболочковых форм зависят от свойств модельных составов. Поэтому в процессе производства систематически контролируют свойства модельных составов.
Важнейшими свойствами модельных составов являются: усадка, прочность, стойкость к деформациям при комнатной температуре, плавкость, твердость, зольность, термическое расширение, текучесть, содержание воздуха в пасте. Некоторые из перечисленных свойств определяют при разработке новых составов и исследованиях. В производстве чаще контролируют усадку, прочность па изгиб, содержание воздуха в пасте.
Усадку модельного состава определяют по изменению длины образца в определенном интервале температур и вычисляют по формуле:
у=(( hо- h)/ hо)100, %,
где hо и h — длина образца соответственно в начале испытания и в конце.
Изменение длины образца обычно определяют по методике НИИТавтопрома с помощью специального измерительного стенда (рис. 1.6.).

Рис. 1.6. Схема стенда для определения усадки модельного состава: 1 – датчик перемещения; 2 – захват; 3 – защелка; 4 – пресс-форма; 5 рабочая полость пресс-формы; 6 – отверстие для запрессовки модельного состава; 7 - термопара; 8 – преобразователь; 9 – многоканальный регистрирующий прибор.
Этот стенд состоит из охлаждаемой пресс-формы 4 для конического образца и регистрирующей аппаратуры. Захват 2 устанавливают в крайнее верхнее положение и фиксируют защелкой 3. При этом шток датчика перемещения 1 поджимается пружиной к захвату. В полость 5 пресс-формы запрессовывают модельный состав через отверстие 6 и отжимают защелку 3. Температуру образца фиксируют термопарой 7. Сигнал от датчика 1 через преобразователь 8 и от термопары поступают на регистрирующий прибор 9. Запись сигналов продолжается до тех пор, пока показания прибора будут оставаться неизменными (~30 мин). Усадка двух образцов от одной и той же пробы должна иметь колебания не более 0,08 %, в противном случае испытания повторяют.
Прочность на изгиб определяют на образцах квадратного сечения 6х6 мм и длиной 60 мм. Образцы изготовляют в специальной пресс-форме. Образцы могут испытываться только через 24 ч после их изготовления. Испытания проводят при температуре 18…22 °С в течение не более 2 ч. Испытывают не менее шести образцов без дефектов. Для испытания используют любую испытательную машину с ценой деления не более 0,5 Н, оснащенную специальным приспособлением. При испытаниях фиксируют нагрузку, вызвавшую разрушение образца, ширину и толщину образца по месту излома с точностью 0,01 мм и по известным зависимостям определяют величину изгибающих напряжений в образце.
Содержание воздуха в пасте определяют по разности объемов испытуемого образца до и после расплавления, то есть после удаления из него воздуха. Для этого в пресс-форме изготовляют цилиндрический образец. Погружением образца в мерный цилиндр с водой определяют его объем. Затем образец вставляют обратно в пресс-форму и погружают ее в кипящую воду. Образец расплавляется и воздух из него удаляется. После затвердевания вновь определяют объем образца. По разности объемов образца определяют содержание воздуха в пасте:
ав=(( vо- v)/ vо)100, %,
где vо и v — объемы образца соответственно с воздухом и без воздуха.
Плавкость, твердость, зольность модельных составов определяют по методикам, предусмотренным соответствующими нормативными документами.
Исследования показали, что на величину и стабильность усадки влияет не только способ введения и количество воздуха, замешанного в модельный состав, но также характер распределения и размер газовых пузырей в объеме моделей. Резервы повышения точности моделей могут быть реализованы путем управления структурой модели.
В МГТУ им. Н.Э. Баумана разработан один из способов изготовления выплавляемых моделей с повышенным (до 35% объема) содержанием воздуха, который находится в диспергированном состоянии и равномерно распределен в объеме модели (рис. 1.7).

Рис. 1.7. Микроструктура выплавляемой модели (размер пузырей воздуха 30…50 мкм).
При запрессовке модельный состав транспортируется в полость пресс-формы под давлением. Это способствует тому, что воздушные включения расширяются и компенсируют усадку охлаждающейся модели. Распределение по модели и объем воздуха в ней определяют эффективность этой компенсации.
Необходимым условием для требуемой воздухонаполненности является поддержание модельного состава при определенной температуре во время его подготовки и запрессовки в полость пресс-формы. Это ограничение обусловлено вязкостью, при которой возможно интенсивное замешивание воздуха в модельный состав и его диспергирование, устойчивость состава после завершения перемешивания. Для легкоплавких модельных составов Р-3 и МВС-ЗА температура подготовки должна соответствовать 0,7…0,72 Tпл (Tпл – температура плавления модельного состава), т.к. время, затрачиваемое при этом на насыщение модельного состава воздухом и его диспергирование минимально. В зависимости от состава и температуры, массы модельного состава, конструкции и мощности смесителя это время составляет 5…10 мин.
Эффективная вязкость двухфазной системы воздух - модельный состав ниже вязкости компактного модельного состава при данной температуре, что позволяет заполнять узкие полости пресс-форм при пониженном давлении запрессовки 0,08…0,2 МПа.
Для реализации способа изготовления воздухонаполненных выплавляемых моделей может быть применена конструкция установки с использованием в качестве смесителя быстроходного конусного агрегата, вращающегося с числом оборотов до 1500 об/мин. (рис. 1.8). Модельный состав перемещается в рабочей камере смесителя как в окружном направлении, так и по сложной тороидальной поверхности в результате взаимодействия модельного состава с боковыми лопастями. Это обеспечивает режим перемешивания модельного состава близкий к объемному, высокую производительность замешивания воздуха и его диспергирования. Запрессовку подготовленного модельного состава осуществляется подачей сжатого воздуха в камеру смесителя или вручную.

Рис. 1.8. Быстроходный конусный смеситель периодического действия: 1 – станина; 2 – привод механизма запрессовки; 3 – распределители; 4 – приводной шкив; 5 – опорный узел; 6 – смеситель; 7 – поршень-разделитель; 8 – поршень для запрессовки модельного состава; 9 – клапан.
Конструкция установки позволяет использовать дополнительные устройства, для механизированного выполнения других операций технологического процесса изготовления моделей.
Изготовление выплавляемых моделей осуществляется в условиях подобных процессу литья под давлением. Действительно, поток материала принудительно транспортируется через систему каналов в замкнутую технологическую емкость – пресс-форму, которой отдает избыточную теплоту, и которая формирует размер модели. Теория и практика этого процесса подсказывают (см. раздел 3), что для обеспечения качества выплавляемых моделей необходимо иметь представление о взаимосвязи конструкции литниково-питающей и вентиляционной систем, режимов течения материала с наличием или отсутствием дефектов моделей. Главная задача - сохранение заранее подготовленной структуры состава в моделях.
Анализ структуры модельного состава, подготовленного в шестеренном смесителе, показал, что распределение пузырей воздуха достаточно равномерное. В то же время в готовых моделях (после транспортирования по пастопроводу к автомату мод. 653) могут иметь место грубые включения воздушных пузырей, расположенных в объеме модели совершенно произвольным способом. Это свидетельствует о неправильном назначении режимов подачи и запрессовки состава в пресс-форму, приводящих к высокой турбулентности потока (пасты) и появлению крупных воздушных включений в моделях.
Скоростная киносъемка (2000 кадров/с) процесса заполнения прозрачной пресс-формы подготовленным модельным составом показала (рис. 1.9, а), что при использованной конструкции литниковой и вентиляционной системы поток имеет высокую турбулентность. В модели образуются крупные воздушные пузыри даже в случае запрессовки модельного состава, в котором воздух находился на начальном этапе процесса в виде пузырей с размером 20…30 мкм при равномерном распределении по объему.
Снижение скорости запрессовки устраняет такие дефекты в модели. Съемка показала (рис. 1.9, б), что заполнение пресс-формы в данном случае происходит сплошным потоком при направленном вытеснении воздуха из полости пресс-формы.

Рис 1.9. Кинограммы заполнения полости пресс-формы модельным составом: а – 2000 кадр/с; б – 24 кадр/с.
С целью определения размеров пузырей в модельном составе исследована микроструктура моделей. Образцы готовили с помощью микротома в виде тонких срезов толщиной 0,1 мм. Микроструктура одного из образцов была приведена на рис.1.7. По фотографиям микроструктуры определены размеры пузырей на различных участках модели.
Статистическая обработка результатов измерений показала, что средний размер пузырей составляет 25…30 мкм, однако размеры распределены по сечению образца неравномерно. На участке образца, прилегающем к пресс-форме, вероятно, вследствие намораживания модельного состава, средний размер пузырей менее 10 мкм, что свидетельствует о наличии в модели плотной корки, сообщающей поверхности модели более высокую твердость. Такой эффект наблюдается на моделях из пенополистирола, изготовляемых на термопластавтоматах и положительно действует на эксплуатационные характеристики моделей.
Измерения температуры теплоустойчивости моделей с повышенным содержанием воздуха выполнены по методике НИИТАвтопрома, в качестве средства измерения прогиба образца применялся измерительный микроскоп с ценой деления 0,01 мм. Температура теплоустойчивости модельного состава МВС-ЗА с содержанием воздуха 35% объема составила 40,8 0С, что соответствует техническим условиям на данный модельный состав.
Применение модельного состава МВС-ЗА с содержанием воздуха 35% объема было опробовано при изготовлении партии тонкостенных отливок из жаропрочных сплавов со средней толщиной стенки 1,5 мм и с закладными стержнями из электрокорунда. Модельный состав запрессовывали в пресс-форму с температурой меньше 15 0С . Готовые модели напаивали на стояки, дальнейшие операции выполняли по технологии МПО «Салют». Отливки признаны годными.
Очевидно это свяэано с тем, что усадка модельного состава МВС-ЗА, подготовленного по обычной технологии, составляет от 0,8 до 1,2 % (содержание воздуха минимальное). При содержании воздуха 35% и давлении запрессовки 0,25 МПа усадка составляет 0,46±0,04%, а прочность при испытании по схеме трехточечного изгиба (образец 6 х 6 х 50 мм) 1,7 МПа.
Изготовление моделей
Процесс изготовления моделей включает подготовку пресс-формы; заполнение пресс-формы модельным составом; выдержку для затвердевания и охлаждения модели; разборку пресс-формы и извлечение модели; выдержку модели до окончания усадки.
Подготовка пресс-формы. Рабочую полость и поверхность разъема пресс-формы очищают от остатков модельного состава, наносят на поверхность рабочей полости смазочный материал - трансформаторное масло - или распыляют сжатым воздухом эмульсию (касторовое масло+спирт в соотношении 1:1 по массе). Смазочный материал должен наноситься ровным слоем.
Получение качественных моделей зависит от температуры пресс-формы. При температуре, ниже оптимальной, модель имеет спаи, недоливы; при превышении оптимальной температуры увеличивается длительность цикла изготовления модели, возрастает усадка модели. Каждому модельному составу соответствует интервал температур пресс-формы, при котором получают качественные модели. Для составов типа ПС этот интервал 22…27 0С.
Заполнение пресс-форм модельным составом в производстве чаще всего осуществляют свободной заливкой и заливкой под давлением жидкого модельного состава, а также запрессовкой пастообразного модельного состава. Реже используют запрессовку твердого модельного состава в пресс-формы.
Свободной заливкой изготовляют модели из легкоплавких, тугоплавких, растворимых модельных составов.
Литниковые каналы пресс-формы должны быть короткими с большой площадью поперечного сечения. Для хорошего заполнения пресс-формы температура легкоплавких модельных составов должна поддерживаться в пределах 80…90 0С при изготовлении крупных моделей и моделей сложной конфигурации 70…75 0С при изготовлении моделей средних размеров и сложности (температуры указаны для составов подготовленных по обычной технологии).
Способ свободной заливки моделей редко применяют для модельных составов с повышенной усадкой из-за образования усадочных дефектов в моделях, но широко используют для изготовления моделей из растворимых карбамидных и солевых составов, обладающих малой усадкой. Способ применяют в единичном и серийном производстве, так как он прост в исполнении.

Рис 1.10. Схема устройства для запрессовки жидкого модельного состава: 1 – пресс; 2 – поршень; 3 – запрессовочное устройство; 4 – жидкий модельный состав.
Модели из
вспенивающегося полистирола изготовляют
на термопластоавтоматах (рис. 1.11). В
обогреваемый цилиндр 1
машины загружают предварительно
подготовленный модельный состав в
виде гранул 2.
Гранулы расплавляются и образуют
пену, состоящую из расплавленного
полистирола и паров изопентана. Пена
впрыскивается прессующим поршнем 3
под
давлением 80…100 МПа в полость пресс-формы
4.
При заполнении пресс-формы расплавленный
полистирол образует на ее стенках
тонкую (0,2…0,3 мм) плотную глянцевую
корочку, а внутренняя часть модели
заполняется пеной. При затвердевании
пены плавление паров изопентана
компенсирует усадку моделей. После
затвердевания пресс-форму раскрывают
и извлекают модели. Модели из вспенивающегося
полистирола имеют плотность 0,24…0,3
г/см3,
достаточную прочность, малую усадку.
Основное преимущество этого способа
заключается в том, что при изготовлении
модели в одном компактном агрегате
одновременно осуществляются процессы
приготовления модельного состава и
изготовления моделей. Это позволяет
сократить число единиц оборудования
для изготовления моделей, сэкономить
производственные площади. Высокая
термоустойчивость (80 0С)
моделей, небольшая плотность, малая
усадка, дают возможность получить точные
отливки. Этот способ является одним из
перспективных для получения моделей
средней сложности и небольших размеров
в массовом и крупносерийном
производстве.
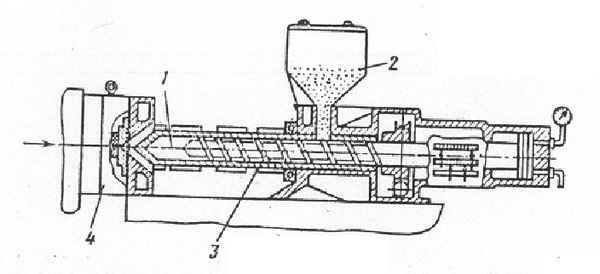
Рис 1.11. Схема установки для изготовления пенополистироловых моделей под давлением: 1 – рабочий цилиндр; 2 – гранулы полистирола; 3 – прессующий поршень; 4 – пресс-форма.
Изготовление моделей запрессовкой из пастообразного состава под давлением поршня может осуществляться ручными и автоматическими шприцами.
В серийном производстве используют ручные шприцы (рис. 1.12), а в массовом — автоматические (рис. 1.13). Модельный состав по трубопроводу 1 заполняет полость 2. Поршень 7 пневмоцилиндром 9 отводится в крайнее левое положение. Крышка 8 отходит от поршня 7 при сжатии пружины 3, и модельный состав по каналам 6 поступает в левую часть полости 2. В это же время пружина 10 сжимается и цилиндр 11 перемещается влево; происходит отделение запрессованного устройства от пресс формы. При обратном ходе поршня 7 запрессовочное устройство поджимается к пресс-форме пружиной 10, затем крышка 8 перекрывает каналы б и поршень 7 выдавливает модельный состав через отверстия 4 в пресс-форму. После заполнения пресс-формы излишки модельного состава поступают в левую часть полости 2 через обратный клапан 5 и отверстие в штоке поршня. Автоматические шприцы обычно устанавливают на карусельных автоматах для изготовления моделей.
Этот способ широко используется для изготовления моделей средней сложности и размеров из легкоплавких модельных составов в массовом и серийном производстве.
Охлаждение моделей. При охлаждении моделей, даже после их извлечения из пресс-формы, их размеры изменяются из-за продолжающейся усадки модельного состава. Если на такую модель нанести суспензию, то вследствие усадки модели может произойти растрескивание оболочки и её отслаивание от модели. Поэтому для изготовления форм можно использовать только те модели, усадка которых закончилась полностью. Для ускорения процесса усадки мелкие, несложные модели охлаждают в проточной воде или сжатым воздухом. Вода охлаждает модели и одновременно транспортирует их к месту сборки в блоки. Крупные модели так охлаждать нельзя, так как из-за неравномерности температур в них могут возникнуть внутренние напряжения приводящие к короблению. Поэтому их охлаждают на воздухе не менее 3 ч.
 Рис. 1.12. Схема устройства ручного
шприца для запрессовки пастообразных
модельных составов: 1 – рукоятка; 2 –
пружина; 3 – золотник; 4 – модельный
состав; 5 – корпус; 6 – пресс-форма.
Рис. 1.12. Схема устройства ручного
шприца для запрессовки пастообразных
модельных составов: 1 – рукоятка; 2 –
пружина; 3 – золотник; 4 – модельный
состав; 5 – корпус; 6 – пресс-форма.

Рис. 1.13. Схема устройства автоматического шприца для запрессовки пастообразных модельных составов: 1 – трубопровод; 2 – рабочая полость; 3 – пружина клапана; 4 – выпускное отверстие; 5 – обратный клапан; 6 – подводящие каналы; 7 – поршень; 8 – крышка; 9 – пневмоцилиндр; 10 – прижимная пружина; 11 – рабочий цилиндр.
Особые способы изготовления моделей. Для изготовления сложных моделей с полостями, отверстиями с криволинейной осью, выступающими тонкими частями часто используют разделение модели на части, получаемые по отдельным пресс-формам с последующей сборкой модели в единое целое; растворяемые карбамидные стержни; керамические стержни; гибкие резиновые пресс-формы.
Растворяемые карбамидные стержни изготовляют в металлических ящиках (рис. 1.14, а). После затвердевания и охлаждения стержень извлекают из ящика и по знакам устанавливают в пресс-форму для получения модели (рис. 1.14, б). Модель изготавляют из любого состава, нерастворяемого в воде и имеющего более низкую температуру плавления, чем состав КбБк. Модель со стержнем погружают в воду, стержень растворяется, а в модели образуется полость требуемой конфигурации.

Рис. 1.14. Изготовление модели с растворяемым стержнем: а – заливка стержневого ящика 1; б – запрессовка модельного состава в пресс-форму 3; 2 - стержень; 4 – модель.
Сборка моделей в блоки. Блоком моделей называют модель отливки, соединенную в одно целое с моделью литниковой системы. Сборку осуществляют пайкой в кондукторах, механическим скреплением, склеиванием.
Пайку применяют в единичном и серийном производстве. Для этого используют электрические паяльники с плоским широким жалом. Модели элементов литниковой системы изготовляют в пресс-формах (для стояков, прибылей и т. д.).
Сборка в кондукторах обеспечивает точное взаимное расположение модели и литников. Модель и, например, стояк помещают в кондуктор, а место соединения заливают расплавленным модельным составом. Применение этого способа ограничено из-за высокой стоимости кондукторов, обычно его применяют для сборки в блоки моделей из плохо припаивающихся составов, например КПсЦ. Сборку моделей механическим скреплением широко применяют в условиях крупносерийного и массового производства.
Звенья моделей изготовляют в многоместных (двух, трех, четырех и более) пресс-формах. Звено состоит из моделей отливок, питателей и центрального кольца (секции модели стояка). Перед сборкой (рис. 1.15) на стояк-каркас 5 нанизывают модель 7 чаши и звенья моделей 6. Затем нажимают на каркас, при этом сжимается пружина 4 и стержень с поперечной шпиль кои 2 выходит из трубы. На стержень надевают колпачок 7, покрытый модельным составом. Колпачок поворачивают на 90°, шпилька 2 заходит в паз 3 колпачка. Затем снимают давление со стояка-каркаса, пружина разжимается и колпачок стягивает звенья моделей.

Рис. 1.15. Сборка моделей в блок на стояке-каркасе: 1 – колпачок; 2 – шпилька; 3 – паз; 4 – пружина; 5 – стояк-каркас; 6 – звенья моделей; 7 – модель литниковой чаши.