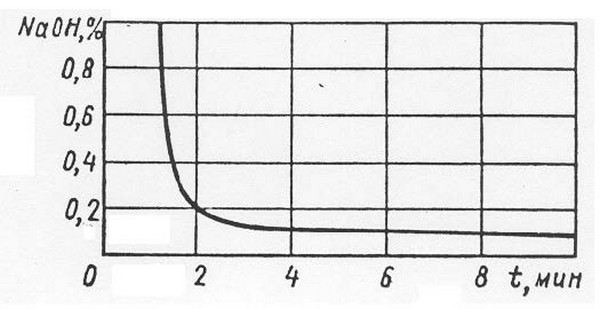
Способ основан на способности раствора гидролизованного этилсиликата (кислая среда) огеливаться в присутствии щелочей (основная среда). Длительность огеливания зависит от концентрации щелочи, введенной в раствор, и составляет 1…10 мин. Щелочи меньшей концентрации используют при изготовлении мелких отливок, а большей — крупных отливок (рис. 1.27). Обычно этим способом изготовляют формы мелких отливок, а при производстве крупных отливок им получают только облицовочный слой формы. Облицовочная смесь содержит следующие компоненты: огнеупорную основу, связующий раствор и огеливатель.
Огнеупорная основа смеси обычно состоит из 25 частей (по массе) мелкого кварцевого песка и 75 частей пылевидного кварца. Связующее — гидролизованный раствор ЭТС 40 или ЭТС 50. Обычно для гидролиза ЭТС применяют компоненты в следующих соотношениях: 36…50 частей (по массе) ЭТС, 36…40 частей ацетона, 10…27 частей воды и 0,01…0,02 частей соляной кислоты плотностью 1,19 г/см3, огеливателем служит 15 %-ный водный раствор NаОН из расчета 2 % (по объему) связующего раствора.
Огнеупорная основа и связующее принимают в соотношении 3,5:1 частей по массе.
Облицовочную смесь приготовляют в лопастных и шнековых смесителях.
Рис. 1.27. Зависимость длительности огеливания от концентрации щелочи.
Процесс изготовления двухслойной формы (рис. 1.28) осуществляют следующим образом. На плиту (рис. 1.28, а) помещают модельный комплект, состоящий из вспомогательной модели 1 и модели отливки 2. Поверхность вспомогательной модели покрывают тонким слоем разделительного покрытия, после чего устанавливают опоку 3 и заливают в нее жидкую самотвердеющую смесь 4 (ЖСС) обычного состава или смесь на основе шамота с жидким стеклом в качестве связующего (рис. 1.28, б). После твердения этой смеси форму поворачивают на 180°, извлекают вспомогательную модель 1, устанавливают на плиту модель отливки 2 и форму с наполнительным слоем и заливают в пространство между моделью и наполнительным слоем облицовочную смесь-суспензию 5 (рис. 1.28, в). Через несколько минут, вследствие процесса гелеобразования, суспензия переходит в студнеобразное состояние. После этого модель отливки извлекают из формы. С поверхности формы испаряется растворитель, пары которого поджигают. Пары растворителя сгорают, поверхность формы прогревается, отвердевает и на ней появляется сетка мелких трещин (рис. 1.28, г).
Микротрещины повышают газопроницаемость и податливость формы и мало влияют на шероховатость поверхности отливок. После выгорания растворителя форму прокаливают при ~700 0С, собирают (рис. 1.28, д) и заливают. Отливки имеют размеры высокой точности, поверхность их малой шероховатости. Припуски на обработку резанием могут быть минимальными. Особенно эффективно использование этого способа для изготовления технологической оснастки из труднообрабатываемых сталей — вставок штампов, инстументов, элементов кокилей, пресс-форм и т. д. [13]
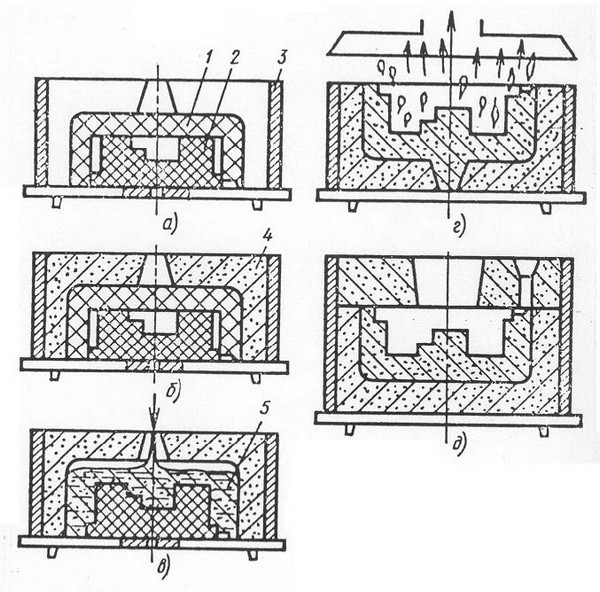
Рис. 1.28. Последовательность изготовления объемной керамической формы: а – установка модельного комплекта; б – заливка наполнительного слоя формы (ЖСС); в – заливка облицовочного слоя из огнеупорной суспензии; г – удаление растворителя; д – собранная и готовая к заливке форма; 1 – вспомогательная модель; 2 – модель оливки; 3 – опока; 4 – наполнительный слой формы (ЖСС); 5 – облицовочный слой (ЭТС).
Изготовление керамических стержней. Узкие протяженные полости сложной конфигурации в отливках, к которым предъявляются высокие требования точности размеров и геометрии, получают с помощью керамических стержней — с неорганическими связующими или без них. Керамические стержни должны обладать высокой (до 10 МПа и более) прочностью при изгибе, должны быть негазотворны, что вызвано условиями их взаимодействия с расплавом при заливке формы (рис. 1.29).
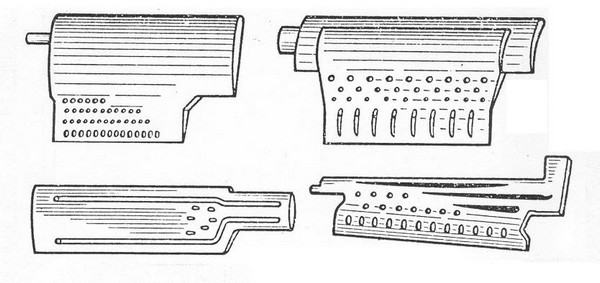
Рис. 1.29.
Керамические стержни.
Разработаны и применяются два способа изготовления керамических стержней: химического упрочнения золей кремнекислот (способ «огеливания») и спекания керамики (в присутствии жидкой фазы и без нее) при температурах 0,7…0,8 Тпл.
Способ «огеливания». Стержневая смесь состоит из огнеупорной основы — кварцевых песков, электрокорунда, а также связующего и огеливателя. Для снижения шероховатости поверхности обычно используют двухфракционный состав огнеупорной основы — пылевидную и зернистую составляющие. В качестве связующего применяют гидролизованный раствор ЭТС, огеливатели—водные растворы NаОН. Пример состава смеси: огнеупорная основа — пылевидный кварц 75 частей (по массе) и песок кварцевый 25 частей; связующее — гидролизованный раствор ЭТС; огеливатель 12 %-ный водный раствор NаОН. Соотношение составляющих (по массе): огнеупорная основа 100%, связующее 25…33% массы огнеупорной основы; огеливатель 8…9 мл на 1 кг связующего раствора.
Смесь запрессовывают в металлический стержневой ящик под давлением 5…7 МПа. В результате взаимодействия между кислым связующим раствором (рН<7) и щелочными огеливателями (рН>7) смесь переходит в эластичное, а затем в твердое состояние из-за огеливания связующего. Состояние эластичности смесь приобретает через 1…2 мин, после чего снимают верхнюю часть ящика. Это способствует интенсивному испарению растворителя с поверхности стержня. Вследствие уменьшения объема жидкой фазы при переходе в твердое состояние в стержне образуется сетка трещин.
Уменьшить количество и размеры трещин можно поджиганием паров спирта или путем помещения стержня в вакуумную камеру. Процесс образования сетки трещин, с одной стороны, оказывает положительное влияние, увеличивая газопроницаемость стержня, а с другой — отрицательное, так как прочность стержня понижается и не достигает 10 МПа при испытании на изгиб. Прочность можно повысить, поместив стержень в процессе твердения в автоклав под давлением до 0,5 МПа или применив способ спекания.
Способ спекания. Смесь для спекания без жидкой фазы состоит из огнеупорной основы — кварца, корунда и пластификатора — парафина (14…16мас.%,). Парафин расплавляют, вводят в огнеупорную основу и смесь тщательно перемешивают. Затем разогревают смесь до температуры 80…100 0С и запрессовывают полученную пастообразную смесь в металлическую пресс-форму. После охлаждения в пресс-форме стержень извлекают, помещают в печь, используя в качестве опоры подсыпку из прокаленного при 1200 0С глинозема, абсорбирующего углеводороды. При нагреве печи и выдержке (T=180…200 0С, t=2…6 ч) происходит испарение пластификатора, что сопровождается значительной усадкой стержня (8…10% линейной. усадки). Далее продолжают нагрев стержня, доводят его до Т=1000…1300 0C и выдерживают при этой температуре несколько часов, в зависимости от материала, размеров и толщины стенки стержней. После охлаждения печи стержни извлекают и передают на участок изготовления моделей. Для снижения температуры спекания в стержневую смесь вводят «плавни»: в корундовые — Nа2SiO3 (Tил==700 0C), в кварцевые—основные окислы СаО, МgO. Стержни, спеченные без жидкой фазы, не разупрочняются при заливке и их можно изготовлять очень тонкими; а спеченные в присутствии жидкой фазы должны иметь большую толщину стенки.
Готовый стержень устанавливают в пресс-форму для изготовления моделей, затем запрессовывают или заливают модельный cостав. После изготовления оболочки формы и выплавления модели стержень остается в форме, зафиксированный стержневыми знаками.