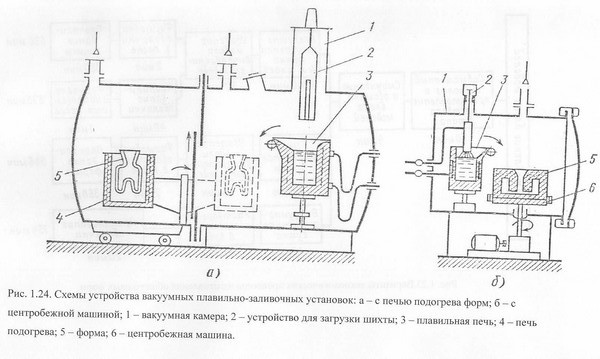
При изготовлении тонкостенных отливок из жаропрочных сталей и сплавов, склонных к окислению, плавку производят в вакуумных плавильно-заливочных установках (рис. 1.24). Эти установки имеют камеры, в которых располагаются печи 4 для подогрева оболочковых форм 5 перед заливкой расплава. Перед плавкой форму устанавливают в печь подогрева. После приготовления расплава форму 5 перемещают вместе с печью 4 подогрева на позицию заливки и заливают расплавом (рис. 1.24, а). При изготовлении тонкостенных отливок из сплавов, обладающих пониженной жидкотекучестью (сплавы титана, некоторые высокопрочные стали), заливку форм 5 для улучшения их заполняемости производят центробежным способом, размещая центробежную машину 6 в вакуумной камере 1 плавильно-заливочной установки (рис. 1.24, б).
При изготовлении отливок из углеродистых сталей с целью ускорения процесса формы охлаждают до выбивки и после выбивки сжатым воздухом и водой в специальных камерах.
Оболочковые формы без опорного материала после заливки и охлаждения отливки поступают на предварительную очистку. Формы, упрочненные сыпучим материалом, легко выбиваются при опрокидывании контейнеров на провальную решетку, а формы с жидким упрочняющим материалом выбивают на выбивных решетках.
Предварительную очистку отливок от оболочки формы осуществляют на вибрационных установках. Стояк литниково-питающей системы зажимают в приспособлении и подвергают вибрации: под действием вибрации оболочка формы отделяется от отливки. В некоторых случаях возможно совмещение операций очистки и отделения отливок от стояков. Частичное отделение оболочки формы происходит под действием резкого охлаждения водой формы с отливкой. При этом стальные отливки, как правило, закаливаются, но при последующей термообработке эффект закалки устраняется.
Отделение отливок от литников выполняют различными способами в зависимости от состава сплава, типа производства, размеров отливок и конструкции литниково-питающей системы.
При отделении отливок от литников на виброустановках путем ударной вибрации отливке сообщается колебательное движение, металл разрушается в зоне питателя. Последний обычно имеет пережим — концентратор напряжений. Этот способ используется для компактных отливок из углеродистых сталей, для тонкостенных отливок сложной конфигурации его не применяют. Недостаток способа — высокий уровень шума, что вынуждает размещать установки в звукоизолированных помещениях, а также появление усталостных напряжений в отливках.
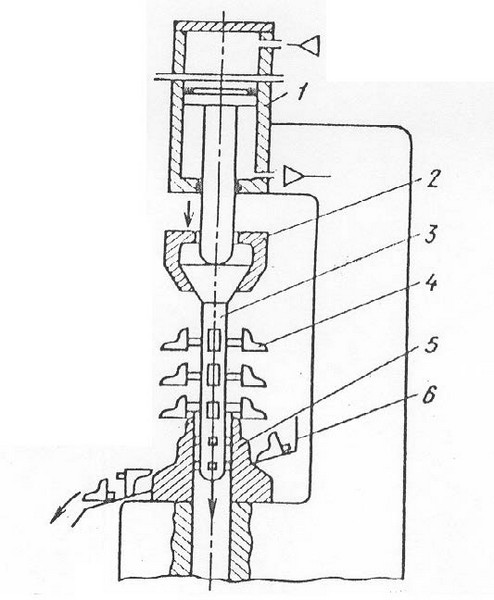
Рис. 1.25. Схема устройства пресса для отделения отливок от стояка: 1 – гидроцилиндр; 2 – зажим; 3 – блок отливок; 4 – отливки; 5 – штамп; 6 – лоток.
Газопламенную резку используют для отрезки стояков и прибылей от крупных отливок. Вследствие резкого местного нагрева в отливках могут возникнуть термические напряжения, что ведет к деформации отливок с пространственной сложной конструкцией (корпуса, панели и др.). Поэтому такие отливки часто приходится рихтовать, т. е. использовать дополнительную операцию.
Анодно-механическую резку используют для отрезки литников от отливок из труднообрабатываемых сплавов.
Окончательная очистка отливок. Во время предварительной очистки отливок остатки формы полностью отделяются только на плоских отливках без-отверстий и поднутрений. В отливках сложной конфигурации остатки формы остаются в сквозных и глухих отверстиях, поднутрениях. Вследствие усадки сплава остатки формы в этих местах сжаты, их удаление требует больших энергозатрат при механической очистке. Поэтому чаще применяют гидроабразивный, электроискровой, химический, химико-термический, гидравлический способы окончательной очистки отливок.
При механическом способе очистки (дробёметном, дробеструйном) используют металлический песок или дробь (размером частиц до 0,3 мм). Очистка крупной дробью приводит к увеличению шероховатости поверхности.
Гидроабразивная очистка целесообразна для очистки отливок из алюминиевых, медных сплавов. Для очистки отливок из алюминиевых сплавов, к которым предъявляются высокие требования по шероховатости поверхности, используют гидравлический способ; тонкая струя воды под давлением 20…30 МПа подается на отливку или в ее полость, при этом остатки формы, разрушаются.
Электроискровой способ применяют для отливок из сплавов, обладающих достаточной прочностью (например, углеродистые, легированные стали).
Химический способ широко применяют в массовом производстве мелких стальных отливок, когда вследствие сложности конфигурации механические способы не обеспечивают полного удаления остатков формы. Очистку ведут в горячих водных растворах (45…55%) щелочей при температуре раствора 90…950С. При этом кремнезем формы SiO2 взаимодействует со щелочью по реакции 2КОН + SiO2 ®K2SiO3+Н2O.
Агрегат
для очистки отливок (рис. 1.26) выполнен
в виде барабана 9, вращающегося в ванне.
Барабан изготовлен из полос со щелями
5…6мм. В стенках барабана имеются
отверстия диаметром 10мм. Через эти
отверстия и щели жидкость из ванны
поступает в барабан.
В ванне имеются два отсека: в первом отсеке 4 находится кипящий раствор КОН, а во втором отсеке 2—горячая вода для промывки отливок после выщелачивания. Для перемещения отливок барабан наклоняют на 3° пневмоцилиндром 1. Отливки передаются из отсека в отсек и в разгрузочный патрубок устройством 5, в которое они попадают при вращении барабана. Вода и раствор нагреваются нагревателями 3. Осадок, образующийся при выщелачивании остатков формы, скапливается на поддонах 5, установленных на роликовых конвейерах 6. Поддон периодически удаляют через люк 7. Ванна и барабан закрыты кожухом 10 с вентиляционными патрубками 11. Длительность очистки 1…2 ч. Остатки формы подвергаются также и дополнительному механическому воздействию при взаимных соударениях отливок.
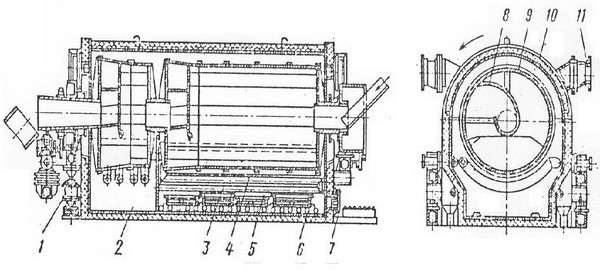
Рис. 1.26. Схема агрегата выщелачивания керамики от отливок: 1 – пневмоцилиндр; 2 – отсек для промывки отливок горячей водой; 3 – нагреватели; 4 – отсек с кипящим раствором KOH; 5 – поддоны; 6 – роликовый конвейер; 7 – люк; 8 – спиральнное устройство для перегрузки отливок; 9 - рабочий барабан; 10 – кожух; 11 – вентиляционный патрубок.
Более производителен способ очистки отливок в расплавах солей, щелочей при температуре 800…900 0C. В этом случае длительность операции очистки отливок составляет несколько минут. Одновременно может быть произведена термическая обработка стальных отливок (например, нормализация).
Дефекты отливок.
Дефекты отливок условно разделяют на поверхностные, внутренние, отклонения размеров и конфигурации, несоответствия по химическому составу, структуре и механическим свойствам металла.
Дефекты поверхности. Повышенная шероховатость отливок появляется вследствие недостаточной подготовки поверхности пресс-формы, плохого качества поверхности моделей, плохого смачивания поверхности моделей суспензией, пробивания первого слоя суспензии песком при обсыпке, образования в полости формы налета кремнезема («пушка»).
Рабочая поверхность пресс-формы должна быть тщательно очищена от остатков модельного состава, воды, лишнего смазочного материала.
Суспензия плохо смачивает модели, если на их поверхности остаются следы смазочного материала пресс-формы, а также если в модельном составе присутствуют компоненты, способствующие плохому смачиванию модели суспензией. Для устранения этого явления в суспензию вводят ПАВ, улучшающие смачивание модели суспензией.
Пробивание первого слоя суспензии исключается повышением ее вязкости, применением для обсыпки первого слоя мелких песков 1К1О101.
Налет кремнезема в формах появляется при неполном гидролизе ЭТС. Обычно это наблюдается при гидролизе малым количеством воды. В этом случае необходимо применять сушку в парах аммиака или увеличивать количество воды при гидролизе ЭТС
Заливы, наплывы, «гребешки» на поверхности отливок образуются из-за проникания расплава в трещины оболочковой формы. Трещины в форме могут образоваться вследствие недостаточной прочности. Низкая прочность оболочковой формы вызывается использованием некачественных исходных материалов, плохого качества гидролизованного раствора ЭТС, или другого связующего, нарушениями режимов нанесения суспензии на модель и режимов сушки и прокаливания.
Обезуглероженный слой на отливках из углеродистых сталей можно уменьшить введением в состав суспензии карбюризатора, а также используя способы, рассмотренные выше. Возможно, также проводить термообработку отливок в среде, обеспечивающей насыщение их поверхности углеродом.
Внутренние дефекты отливок.
Засоры — открытые или закрытые полости в теле отливки, заполненные материалом оболочковой формы,— обычно образуются из-за попадания песчинок в форму при формовке в сыпучий наполнитель, а также вследствие смывания расплавом «заусенцев» на форме, образующихся между моделью и литниковой системой при небрежной пайке.
Усадочные раковины и пористость в теле отливок возникают из-за недостаточного ее питания при затвердевании, чрезмерно высокой температуры расплава и формы, нарушений химического состава расплава.
Газовые раковины образуются вследствие недостаточной газопроницаемости оболочковой формы и образования воздушных «мешков» при неправильной конструкции литниково-питающей системы.
Горячие трещины образуются вследствие нетехнологичности конструкции отливки (сочетание тонких и массивных стенок, наличие острых углов, недостаточных размеров галтелей и переходов и т. д.), а также высокой температуры заливки, недостаточной податливости формы.
Отклонения размеров и конфигурации отливки от заданных могут быть вызваны различными причинами. Главные из них — нестабильность усадки модельного состава, деформации оболочковой формы в процессе прокаливания, а также нестабильность усадки металла отливки. Однако на точность размеров и конфигурации отливки оказывают также влияние режимы сушки и прокаливания оболочковой формы.
На нестабильность усадки пастообразных модельных составов большое влияние оказывает, например, воздух, содержащийся в них. Воздух уменьшает объемную усадку модели, но вследствие непостоянства содержания в различных моделях (в партии) вызывает существенную нестабильность их размеров при усадке.
На деформацию оболочковой формы наибольшее влияние оказывают полиморфные превращения ее материала при нагреве и вызванные ими изменения размеров рабочей полости. Поэтому перспективными для получения точных форм и соответственно отливок являются материалы, не имеющие полиморфных превращений при нагреве и охлаждении и обладающие малым КТР (плавленый кварц, высокоглиноземистый шамот и т. д.).
Несоответствие химического состава и структуры отливок заданным могут быть вызваны отклонениями в составе шихтовых материалов, нарушениями режимов плавки сплава и режимов охлаждения отливки в форме.
Несоответствие механических свойств отливки заданным обычно вызывается несоответствием химического состава и структуры заданным, а также наличием усадочных дефектов — раковин, пористости в ее теле, повышенным содержанием газов в металле. Кроме использования известных металлургических средств для устранения этих дефектов следует обращать особое внимание на технологичность конструкции отливки, конструкцию литниково-питающей системы, которая должна обеспечить питание усадки отливки, а также на взаимное расположение отливок в блоке и отливок относительно элементов литниково-питающей системы. При неправильном расположении отдельные части отливок, близко расположенные друг к другу, могут создавать тепловой узел, приводящий к замедленному затвердеванию этих частей, образованию в них дефектов.