Технологические режимы литья.
Требуемое качество отливки достигается при условии, если литейная форма заполнена расплавом без неспаев, газовых и не металлических включений в отливке, а при затвердевании в отливке не образовалось усадочных дефектов — раковин, пористости, трещин — и ее структура и механические свойства отвечают заданным. Из теории формирования отливки известно, что эти условия во многом зависят от того, насколько данный технологический процесс обеспечивает выполнение одного из общих принципов получения качественной отливки — ее направленное затвердевание и питание. Направленное затвердевание и питание усадки отливки обеспечивается комплексом мероприятий: рациональными конструкцией отливки, ее расположением в форме, конструкцией ЛПС, технологическими режимами литья, конструкцией и свойствами материала формы и т д , назначаемых технологом с учетом свойств сплава и особенностей взаимодействия формы с расплавом. Напомним, что при литье в кокиль главная из этих особенностей — высокая интенсивное охлаждения расплава и отливки. Это затрудняет заполнение формы расплавом, не всегда благоприятно влияет на качество отливок, особенно чугунных.
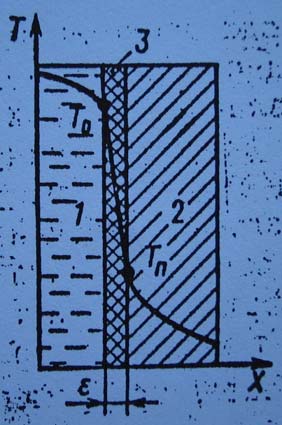
Интенсивность теплового взаимодействия между кокилем и расплавом или отливкой возможно регулировать. Обычно это достигается созданием определенного термического сопротивления на границе контакта оливки 1 (расплав) — рабочая поверхность полости кокиля 2 (рис. 2.15). Для этого на поверхности полости кокиля наносят слой 3 огнеупорной облицовки и краски (табл. 2.3). Благодаря меньшей по сравнению с металлом кокиля теплопроводности λкр огнеупорного покрытия между отливкой и кокилем возникает термическое сопротивление переносу теплоты
1/b =e/lкр,
где b — коэффициент тепловой проводимости огнеупорного покрытия, e — толщина слоя огнеупорного покрытия.
Рис. 2.15. Схема распределения температур в системе отливка-кокиль.
Огнеупорное покрытие уменьшает скорость q отвода теплоты от расплава и отливки, зависящую от тепловой проводимости огнеупорного покрытия и разности между температурой То поверхности отливки и температуры Тп поверхности кокиля:
q = b(То-Тп)
Величины e и lкр можно изменять в определенных пределах, регулируя коэффициент тепловой проводимости огнеупорного покрытия и соответственно скорость охлаждения отливки, а следовательно, ее структуру, плотность, механические свойства.
|
Назначение |
Компоненты |
Содержание мас.
% |
Коэффициент теплопроводности Вт/(м ·К) |
|
Для
отливок из алюминиевых сплавов
Для
отливок из магниевых сплавов
Для
отливок из
Для
отливок из |
1. Окись
цинка Асбест
прокаленный (пудра) Жидкое
стекло Вода 2. *Асбест
прокаленный Мел молотый Жидкое
стекло Вода 3.Тальк Борная
кислота Жидкое
стекло Вода 4.Пылевидный
кварц Жидкое
стекло Вода 5. *
Молотый шамот Жидкое
стекло Вода 6.Марганцевокислый
калий 0,05%
(сверх 100% ) Огнеупорная
составляющая (циркон, карборунд, окись Жидкое
стекло Борная
кислота Вода |
15 5 3 77 8,7 17,5 3,5 70,3 18 2,5 2,5 77 10…15 3…5 87…80 40 6 54 30…40
Остальное до
плотности 1,1…1,22 г /см3 |
0,41
0,27
0,39
0,58
0,25
0,3 |
В соответствии с необходимой скоростью отвода теплоты от различных мест отливки толщину e и теплопроводность lкр огнеупорного покрытия можно делать разными в различных частях кокиля, создавая условия для направленного затвердевания отливки, регулируя скорость ее охлаждения в отдельных местах.
Огнеупорное покрытие уменьшает скорость нагрева рабочей поверхности кокиля, благодаря термическому сопротивлению огнеупорного покрытия температура рабочей поверхности будет ниже, чем без покрытия. Это снижает разность температур по толщине кокиля, уменьшает температурные напряжения в нем и повышает его стойкость.
Огнеупорное покрытие на поверхности кокиля должно иметь заданную теплопроводность, хорошо наноситься и удерживаться на поверхности формы, противостоять резким колебаниям температуры, не выделять газов при нагреве, способных растворяться в отливке или создавать на ее поверхности газовые раковины.
Покрытия приготовляют из огнеупорных материалов, связующих, активизаторов и стабилизаторов (см. табл. 2.3).
В качестве огнеупорных материалов применяют пылевидный кварц, шамотный порошок, окислы и карбиды металлов, тальк, графит, асбест. Связующие для покрытий—жидкое стекло, огнеупорная глина, сульфитный щелок.
Активизаторы применяют для улучшения схватывания с поверхностью кокиля. В качестве активизаторов используют для шамотных и асбестовых покрытий буру (Na2B4О710Н2О) и борную кислоту (H3BО4); для маршалитовых—кремнефторитый натрий (Na2SiF6), для тальковых — буру, борную кислоту или марганцовокислый калий. Перед приготовлением огнеупорные материалы просеивают через сито № 016 или 01.
Стабилизаторы применяют для того, чтобы уменьшить седиментацию огнеупорных составляющих покрытия. Чаще всего это поверхностно активные вещества ОП5, ОП7.
При литье в кокиль чугуна для устранения отбела в отливках на огнеупорное покрытие наносят копоть (сажу) ацетиленового пламени.
Толщину слоя огнеупорного покрытия контролируют измерительными пластинами, проволочками, прямым измерением, электроконтактным способом. При прямом измерении толщину слоя облицовки определяют микрометром (рис. 2.16): измеряют расстояние от базовой поверхности 1 до поверхностей 2 и 3, соответственно не покрытой и покрытой облицовкой. Разность дает толщину слоя облицовки.
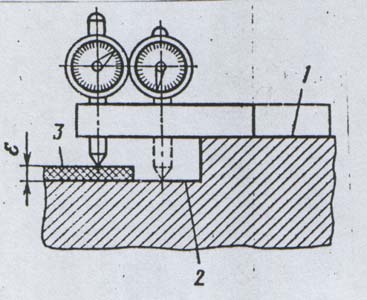
Рис. 2.16. Измерение толщины краски на кокиле: 1 – базовая поверхность; 2 – рабочая поверхность кокиля; 3 – слой краски.
Схема распределения температур в системе отливка — покрытие — форма практически реализуется только для поверхностей оливки, которые при усадке образуют плотный контакт с кокилем. Между охватываемыми поверхностями кокиля и отливкой образуется зазор, изменяющийся по мере усадки отливки. Этот зазор заполнен воздухом и газами, выделяющимися из покрытия. Образование зазора приводит к увеличению термического сопротивления переносу теплоты от отливки в кокиль. Поэтому со стороны внутренних стенок отливка охлаждается интенсивнее, чем со стороны внешних. В результате смещается зона образования осевой пористости отливки к наружной ее стенке, что следует учитывать при разработке системы питания усадки отливки.
Рассмотренное явление используют для устранения отбела в поверхностных слоях чугунных отливок. Для этого после образования в отливке твердой корочки достаточной прочности кокиль слегка раскрывают так, чтобы между поверхностями отливки и кокиля образовался воздушный зазор. Тогда теплота затвердевания внутренних слоев отливки, проходя через затвердевающую наружную корку, разогревает ее и в результат происходит «самоотжиг» отливки — она получается без отбела.
Скорость отвода теплоты от расплава и отливки зависит от разницы между температурами поверхностей отливки То и кокиля Тп. С повышением температуры заливаемого расплава возрастает температура То и скорость отвода теплоты от отливки; с повышением температуры Тп скорость отвода теплоты от отливки уменьшается. Поэтому на практике широко используют регулирование скорости отвода теплоты от расплава и оливки, изменяя температуры заливаемого сплава или кокиля перед заливкой. Однако чрезмерное снижение температуры заливаемого сплава приводит к ухудшению заполняемости кокиля. Повышение температуры кокиля увеличивает опасность приваривания отливки к кокилю, особенно при литье чугуна и стали, снижает стойкость кокиля.
Практически установлено, что оптимальная температура кокиля перед заливкой зависит от заливаемого сплава, толщины стенки отливки и ее конфигурации (табл. 2.4).
Температура заливки расплава в кокиль зависит от его химического состава, толщины стенки отливки, способа ее питания при затвердевании. Оптимальные температуры заливки в кокиль различных сплавов приведены ниже.
Особенности изготовления отливок из различных сплавов
Технологические режимы изготовления отливок из различных сплавов обусловлены их литейными свойствами, конструкцией отливок и требованиями, предъявляемыми к их качеству.
|
Сплавы |
Отливки |
Толщина
стенки
отливок, мм |
Температура
нагрева кокиля, 0С |
|
Алюминиевые |
Тонкостенные,
ребристые, корпусные Простые, без ребер |
2,2…4,0 5…10 < 8 > 8 |
400…420 350…400 250…350 200…250 |
|
Maгниевые |
Тонкостенные,
сложные Толстостенные |
3…4 - |
350…400 250…350 |
|
Медные |
Средней
сложности |
5…10 |
120…200 |
|
Серый
чугун |
Различной
сложности |
< 5 5…10 10…20 20…40 |
400…450 300…400 250…400 150…250 |
|
Сталь |
Тонкостенные |
- |
300 |
|
Толстостенные |
- |
150 |
Отливки из алюминиевых сплавов.
Литейные свойства. Согласно ГОСТу литейные алюминиевые сплавы разделены на пять групп. Наилучшими литейными свойствами, обладают сплавы I группы — силумины. Они имеют хорошую жидкотекучесть, небольшую (0,9…1%) линейную усадку, стойки к образованию трещин, достаточно герметичны. Это сплавы марок АЛ2, АЛ4, АЛ9, их широко используют в производстве. Однако они склонны к образованию грубой крупнозернистой эвтектики в структуре отливки и растворению газов.
Сплавы II группы (медистые силумины) также нередко отливают в кокиль. Эти сплавы обладают достаточно хорошими литейными свойствами и более высокой прочностью, чем силумины, менее склонны к образованию газовой пористости в отливках.
Сплавы III…V групп имеют худшие литейные свойства— пониженную жидкотекучесть, повышенную усадку (до 1,3%) склонны к образованию трещин, рыхлот и пористости в отливках. Получение отливок из этих сплавов требует строгого соблюдения технологических режимов, обеспечения хорошего заполнения формы, питания отливок при затвердевании.
Все литейные алюминиевые сплавы в жидком состоянии интенсивно растворяют газы и окисляются. При затвердевании сплава газы выделяются из раствора и образуют газовую и газоусадочную пористость, которая снижает механические свойства и герметичность отливок. Образующаяся на поверхности расплава пленка окислов при заполнении формы может разрушаться и попадать в тело отливки, снижая ее механические свойства и герметичность. При высоких скоростях движения расплава в литниковой системе пленка окислов, перемешиваясь с воздухом, образует иену, попадание которой в полость формы приводит к дефектам в теле отливок.
Влияние кокиля на свойства отливок.
Интенсивное охлаждение расплава и отливки в кокиле увеличивает скорость ее затвердевания, что благоприятно влияет на структуру — измельчается зерно твердого раствора, эвтектики и вторичных фаз. Структура силуминов, отлитых в кокиль, близка к структуре модифицированных сплавов; снижается опасность появления газовой и усадочной пористости, уменьшается вредное влияние железа и других примесей. Это позволяет допускать большее содержание железа в алюминиевых отливках, получаемых в кокилях, по сравнению с отливками в песчаные формы. Все это способствует повышению механических свойств отливок, их герметичности.
К о к и л и для мелких отливок из алюминиевых сплавов часто массивные, толстостенные. Такие кокили имеют высокую стойкость и большую тепловую инерцию: после нагрева до рабочей температуры они охлаждаются медленно. Это позволяет с большей точностью поддерживать температурный режим литья и получать тонкостенные отливки. Для отливок сложной конфигурации используют кокили, имеющие системы нагрева или охлаждения отдельных частей, что даст возможность обеспечить направленное затвердевание и питание отливок.
Положение отливки в форме должно способствовать ее направленному затвердеванию: тонкие части отливки располагают внизу, а массивные вверху, устанавливая на них прибыли и питающие выпоры.
Литниковая система должна обеспечивать спокойное, плавное поступление расплава в полость формы, надежное улавливание окисных плен, шлаковых включении и предотвратить их образование в каналах литниковой системы и полости кокиля, способствовать направленному затвердеванию и питанию массивных узлов отливки.
Используют литниковые системы с подводом расплава сверху, снизу, сбоку, комбинированные и ярусные (рис. 2 17, а).
Литниковые системы с верхним подводом для мелких невысоких отливок типа втулок и колец (I, 1—3). Такие литниковые системы просты, позволяют достичь высокого коэффициента выхода годного, способствуют направленному затвердеванию отливок.
Литниковые системы с подводом расплава снизу используют для отливок корпусов, высоких втулок, крышек (II, 1-3). Для уменьшения скорости входа расплава в форму стояк делают зигзагообразным (II, 1), наклонным (II, 2). Для задержания шлака устанавливают шлакозадерживающие бобышки Б (II, 1); для удаления первых охлажденных порций расплава, содержащих шлаковые включения, используют промывники П (II, 3).
Литниковые системы с подводом расплава сбоку через щелевой литник (III, 1—3), предложенные акад. Л. А. Бочваром и проф. А. Г. Спасским, сохраняют основные преимущества сифонной заливки и способствуют направленному затвердеванию отливки, то есть температура залитого расплава в верхних частях отливок будет выше, чем в нижних. На практике используют несколько вариантов таких систем. Стояки выполняют также наклонными или сложной формы, так называемые гусиные шейки. Эти стояки снижают скорость, исключают захват воздуха, образование шлаков и пены в литниковой системе, обеспечивают
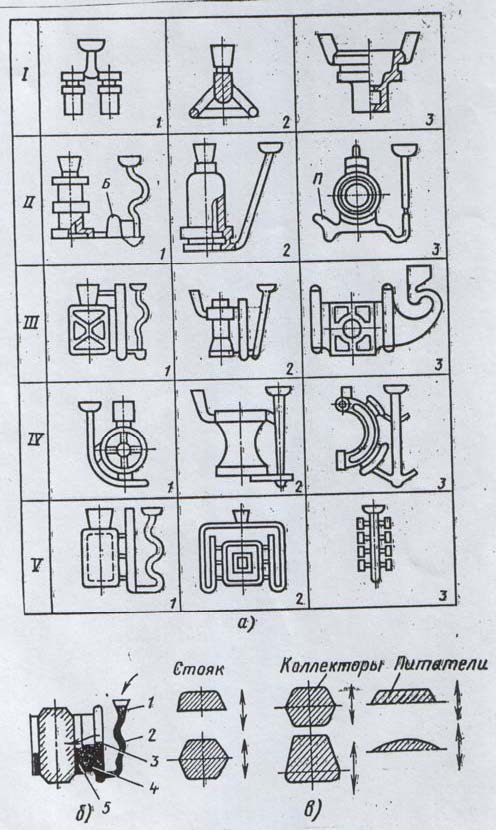
Рис. 2.17. Типы литниковых
систем для алюминиевых и магниевых
сплавов (а), принцип работы щелевой
литниковой системы (б), сечения элементов
литниковой системы (с).
плавное заполнение формы расплавом.
При заливке крупных отливок обязательным
элементом литниковой системы является
вертикальный канал, являющийся
коллектором.
Расплав (рис. 2.17, б) из чаши 1 поступает в зигзагообразный стояк 2, а из него — в вертикальный канал 3 – «обратный стояк» и вертикальный щелевой питатель 4. Соотношение площадей поперечных сечений элементов литниковой системы подбирают так, чтобы уровень расплава в форме во время ее заполнения был ниже уровня в канале 3; верхние порции расплава должны сливаться в форму и замещаться более горячим металлом. Размеры канала 3 и питателя 4 назначают сообразно с толщиной стенки отливки 5; чтобы избежать усадочных дефектов в отливке, расплав в канале 3 и питателе 4 должен затвердевать позже отливки. Недостаток литниковой системы - большой расход металла на систему и сложность отделения ее от отливки.
Литниковые системы с комбинированным подводом используют для сложных отливок (см. рис. 2.17, а IV, 1—3). Нижний питатель способствует спокойному заполнению формы, а верхний подает наиболее горячий расплав под прибыль, улучшая ее питающее действие.
Ярусные литниковые системы используют для улучшения заполнения формы тонкостенных сложных или мелких отливок (V, 1-3).
Расчет литниковых систем. Методы расчета литниковых систем при литье в кокиль аналогичны методам расчета в песчаные формы для соответствующих типов систем.
Размеры элементов литниковых систем для отливок из алюминиевых и магниевых сплавов определяют исходя из следующих положений: критерий Re для различных элементов литниковой системы и формы не должен превышать значений, гарантирующих минимальное попадание газов, окислов и неметаллических включений в отливку вследствие нарушения сплошности потока (гидродинамические условия литья); скорость движения расплава в форме должна обеспечивать ее полное заполнение без образования в отливке неслитин (тепловые условия литья).
Допустимые максимальные значения критерия Re = 4u Rг/ ν для различных элементов обычных литниковых систем и формы по данным [8]:
стояк - 43500…48300
коллектор - 28000…33800
питатель - 7800…5300
форма: простая - 2600…1350
сложная - 780,
где u – максимальное значение скорости расплава в соответствующем элементе, м/c;
Rг – гидравлический радиус элемента, равный F/П отношению площади поперечного сечения элемента F, м2 к его периметру П, м.
ν – кинематическая вязкость расплава, м2/с.
По величине Re для формы можно рассчитать максимально допустимую скорость подъема металла в форме umax.
Минимально допустимая скорость подъема металла в форме umin может быть оценена по формуле Галдина Н.М.
umin = , см /с
, см /сгде Нотл – высота отливки в форме, см;
δотл – толщина стенки отливки, см;
Тзал – температура заливки расплава, ˚С.
Оптимальная скорость подъема металла в полости формы uф находится между этими значениями:
umах > uф >umin для тонкостенных отливок ближе к umах, для толстостенных к umin.
Выбрав значение uф можно определить необходимое время заливки:
tзал = Нотл / uф, с.
Далее по известной формуле гидравлического метода определяют площадь поперечного сечения узкого места литниковой системы
Fуз = ,
м2
,
м2где G – масса отливки с прибылями, кг;
ρ – плотность расплава, кг/ м3;
tзал – время заливки формы, с;
g – ускорение свободного падения, м/ с2;
Нр – расчетный напор, определяемый по известным формулам [4], м;
μ– коэффициент расхода, μ = 0,4…0,5 для нижнего подвода металла, 0,7…0,8 для ярусной системы, 0,56…0,67 для комбинированного способа подвода.
Минимальные значения μ принимают для пониженных температур заливки.
На массивных частях отливок устанавливают прибыли, размеры которых определяют по общепринятым методикам [11].
Из приведенных выше данных по коэффициенту Re следует, что для получения качественных отливок скорость движения расплава должна убывать от сечения стояка к питателю. Поэтому для отливок из алюминиевых сплавов применяют расширяющиеся литниковые системы, где Fуз =fс с соотношением:
fс : fк : fп = 1 : 2 : 3 или 1 : 2 : 4,
где fс, fк, fп – площади поперечного сечения стояка, коллектора, питателя соответственно.
Для крупных (50…70 кг) и высоких (750 мм) отливок fс :fк :fп = 1 : 3 : 4 или 1 : 3 : 5. Найдя площади поперечных сечений литниковой системы проверяют их на соответствие с критерием Re.
При литье крупных и сложных отливок для определения размеров литниковых систем разных типов пользуются специальными методами [10].
Технологические режимы литья назначают в зависимости от свойств сплава, конфигурации отливки и предъявляемых к ней требований.
Состав и толщина слоя краски на поверхности рабочей полости кокиля назначают в соответствии с рекомендациями (см. Табл. 2.3). Для регулирования скорости отвода теплоты от отдельных частей отливки толщину и свойства огнеупорных покрытий в разных частях кокиля часто делают различными. Для окраски в этом случае используют трафареты. Поверхности каналов литниковой системы и прибылей покрывают более толстым слоем красок с пониженной теплопроводностью.
Температуру нагрева кокиля перед заливкой принимают руководствуясь данными табл.2.4.
Температуру заливки расплава в кокиль назначают в зависимости от химического состава и свойств сплава, толщины стенки отливки и ее размеров. Для силуминов типа АЛ2, АЛ4, АЛ9 ее принимают в пределах 700…750 0C , для шароконтервальных сплавов типа АЛ 19, обладающих пониженной жидкотекучестью, в пределах 720…770 0C.
Продолжительность выдержки отливки в кокиле назначают с учетом ее размеров и массы. Обычно отливки охлаждают в форме до температуры ~400 0C. Продолжительность охлаждения отливки до температуры выбивки определяют расчетом по известным формулам [1,15] и окончательно корректируют при доводке технологического процесса.
Отливки из магниевых сплавов.
Литейные свойства. Магниевые литейные сплавы по сравнению с алюминиевыми обладают худшими литейными свойствами:
Магниевые сплавы имеют большой интервал кристаллизации, склонны к растворению газов и поэтому в отливках часто образуются микрорыхлоты. Отливки из магниевых сплавов склонны к короблению при затвердевании и термической обработке.
Наибольшее применение для литья в кокиль нашли сплавы МЛ5 и МЛ6 (системы Mg — А1 — Zn), МЛ12 (системы Mg—Zn — Zr), МЛ10 (Mg—Nd—Zr).
Влияние кокиля на свойства отливок. Пониженная жидкотекучесть сплавов вызывает необходимость заливать их в кокили при повышенной температуре, особенно при изготовлении тонкостенных отливок. Это приводит к повышению окисляемости сплава, вероятности попадания окислов в отливку, увеличению размеров зерна в структуре, ухудшению механических свойств отливки.
Для предотвращения горячих трещин в отливках, обусловленных повышенной усадкой сплавов, необходимо осуществлять «подрыв» неподатливых металлических стержней или использовать песчаные стержни; модифицирование сплавов церием и висмутом повышает трещиноустойчивость сплавов.
Положение в кокиле отливки из магниевого сплава имеет особенно важное значение для направленного ее затвердевания и питания. Для питания отливки обязательно используют верхние (прямые) или боковые (отводные) прибыли; чтобы улучшить работу прибыли их выполняют в стержневых, асбестовых или керамических вставках.
Литниковые системы для магниевых сплавов расширяющиеся:
fc:fk:fп = 1:2:3. Для крупных и сложных отливок fc:fk:fп = 1:4:6.
Размеры элементов литниковых систем определяют, пользуясь формулами (2.2), (2.3) и зависимостями коэффициентов расхода, приведенными выше для алюминиевых сплавов. Оптимальная скорость подъема металла в полости формы Uф можно оценить по экспериментальной формуле Топоркова В.Д.:
lg uф = 1,874 – 0,3924 lg V – 0,393 lg δотл + 1,039 lg hотл, мм/с (2.4)
где V – объем
отливки, мм3;
δотл
– средняя толщина стенки отливки, мм;
hотл - высота
отливки с прибылями, мм.
Формула пригодна для нижней литниковой системы. Имеются подобные зависимости для других типов систем. Объем прямой или отводной прибыли определяют из соотношения Vпp=(2¸2,5) Vn.о, где Vn.o—объем питаемого узла отливки. Способы подвода расплава в кокиль и конструкции литниковых систем такие же, как и для алюминиевых сплавов (см. рис. 2.17). Особое внимание следует обращать на рассредоточенный подвод расплава в рабочую полость. Это вызвано пониженной жидкотекучестью магниевых сплавов и их малой теплопроводностью. Последнее свойство при сосредоточенном подводе приводит к замедленному охлаждению отливки в месте подвода питателя и образованию в этом месте усадочных дефектов — пористости, рыхлот, трещин.
Технологические режимы литья магниевых сплавов в кокиль назначают с учетом их литейных свойств, конфигурации отливки и. предъявляемых к ней требований.
Состав и толщину краски рабочей полости кокиля принимают по рекомендациям таблицы 2.3. Для устранения окисления и. загорания сплава при заливке рекомендуется покрывать поверхность кокиля и кромки заливочной чаши серным цветом, который, сгорая, создает защитную среду вокруг отливки.
Температуру нагрева кокиля перед заливкой назначают в пределах, указанных в таблице 2.4.
Температура заливки магниевых сплавов зависит от химического состава, но обычно на 100…150 0С выше линии ликвидуса, что вызвано их пониженной жидкотекучестью. Обычно температура заливки составляет 700…750 0C для тонкостенных отливок и 650…700 0C для массивных, толстостенных.
Отливки из медных сплавов
Литейные свойства. Литьем в кокиль изготовляют отливки из латуней, бронз, а также чистой меди.
Латуни имеют обычно небольшой интервал кристаллизации, хорошую жидкотекучесть, но большую усадку: 1,5…2,5% в зависимости от химического состава. Латуни мало склонны к образованию усадочной пористости, но, как и все медные сплавы, интенсивно растворяют водород, особенно кремнистые латуни, отливки из которых часто поражаются газовой пористостью.
Бронзы оловянные имеют хорошую жидкотекучесть, повышенную усадку (1,4…1,6%), большой интервал кристаллизации, а потому и повышенную склонность к образованию усадочной пористости в отливках. Алюминиевые бронзы имеют небольшой интервал кристаллизации, большую усадку (1,7…2,5%); отливки из них получаются плотными, но они склонны к образованию окисных плен из-за повышенной окисляемости содержащегося в них алюминия. Плены, попадающие в отливку, снижают ее механические свойства и герметичность. Кремнистые бронзы, аналогично кремнистым латуням, склонны к образованию газовой пористости.
Свинцовые бронзы склонны к ликвации, ухудшающей свойства отливок.
Влияние кокиля на свойства отливок. Высокая скорость охлаждения и затвердевания при литье в кокиль благоприятно влияет на качество отливок: повышаются их механические свойства, герметичность, плотность, улучшается структура. Повышение скорости охлаждения способствует приближению характера затвердевания широкоинтервальных сплавов к последовательному. Поэтому, например, отливки из оловянных бронз в кокиль имеют большую плотность, чем при литье в песчаные формы. Отливки из кремнистых латуней и бронз меньше поражены газовой пористостью, так как высокая скорость охлаждения расплава препятствует выделению газов из раствора. Повышенная скорость затвердевания отливок из свинцовых бронз уменьшает ликвацию, способствует измельчению включений свинца, что повышает антифрикционные свойства отливок.
Отливки из медных сплавов при литье в кокиль часто поражены трещинами. Это затрудняет получение в кокилях сложных тонкостенных отливок. Главная мера предупреждения этих дефектов — хорошее раскисление и рафинирование сплавов — освобождение, их от окислов, сильно влияющих на трещиноустойчивость сплавов.
Положение отливки в кокиле должно обеспечивать направленное затвердевание и питание ее при усадке. Поэтому располагают массивные ее части вверху и на них устанавливают прибыли.
Литниковая система (рис. 2.18) для медных сплавов должна обеспечивать плавное заполнение формы и питать отливку в процессе се затвердевания. Поэтому литники делают большого сечения, одновременно выполняющими функции прибылей. Между стояком и питателем устанавливают питающие бобышки Б, в которых происходит также частичное шлакозадержание.
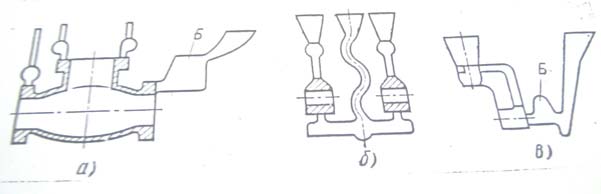
Рис. 2.18. Литниковые системы для медных сплавов: а – заливка сверху; б; в – заливка снизу; Б – питающая бобышка.
Для отливок из алюминиевых, марганцевых и кремнистых бронз используют нижний подвод расплава через зигзагообразные и наклонные стояки (рис. 2.18, б, в), шлакоуловители и плоские щелевидные питатели. Тонкостенные мелкие отливки заливают сверху (рис. 2.18, а), обычно с подводом расплава в питающую бобышку Б. Для отливок из медных сплавов применяют как расширяющиеся, так и суживающиеся литниковые системы. Для сплавов, склонных к образованию плен (алюминиевых, марганцевых бронз), используют расширяющиеся литниковые системы (fп:fл.х:fс=3:2:1), а для латуни — суживающиеся (fп:fл.х:fс =1:2,5:3,5).
Размеры элементов литниковой системы определяют, пользуясь известным гидравлическим методом расчета по формуле (2.3) [10].
Технологические режимы назначают в зависимости от литейных свойств сплава, конфигурации отливки и требований к ней.
В состав красок рабочих поверхностей кокилей вводят вещества, способные при взаимодействии с расплавом испаряться и газифицироваться с образованием восстановительной среды, предотвращающей окисление расплава. Обычно это масла, графит, а также органические лаки, термореактивные смолы. Такие покрытия наносят на поверхность кокиля перед каждой заливкой или через две-три заливки.
Температуру нагрева
кокиля перед заливкой назначают по
данным таблицы 2.4. Для получения отливок
высокого качества из свинцовых бронз
необходимо обеспечить высокую скорость
затвердевания. Это достигается охлаждением
кокилей водой, использованием для
кокилей высокотеплопроводных материалов.
Температура заливки
медных сплавов зависит от химического
состава и конфигурации отливки.
Оловянные
бронзы заливают при температурах
1150…1200 0C;
алюминиевые бронзы — при 1100…1150 0C.
Кремнистые латуни заливают при
температурах 1000…1050 0C,
свинцовые латуни — при 1000…1100 0C.
Массивные отливки заливают при
температурах, близких к нижнему пределу
рекомендованных, тонкостенные — к
верхнему.
Температуру выбивки
отливок из кокилей назначают в зависимости
от химического состава сплава, толщины
стенки отливки и ее конфигурации.
Финишные операции и контроль отливок из цветных сплавов.
Отливки из алюминиевых, магниевых, медных сплавов контролируют дважды: до отрезки литниковой системы и прибылей (предварительный контроль) и после. Литниковую систему и прибыли отрезают ленточными и дисковыми пилами, а в массовом производстве — на специальных станках. От мелких отливок из латуней их часто отделяют в штампах на прессах. При отрезке литниковой системы от отливок из магниевых сплавов должны быть приняты особые меры для удаления стружки, способной к самовозгоранию. Режимы термической обработки назначают, руководствуясь химическим составом, конфигурацией отливки и требованиями технических условий. После этого проводят повторный контроль отливок, проверяя их соответствие требованиям технических условий.
Дефекты отливок из цветных сплавов и меры их предупреждения
Общие
характерные дефекты отливок при литье
в кокиль следующие:
Специфические дефекты отливок из магниевых сплавов — это дефекты усадочного происхождения — пористость, трещины, рыхлоты,— обусловленные широким температурным интервалом затвердевания этих сплавов. Для устранения этих дефектов требуется доводка и точное соблюдение технологических режимов — температуры расплава и кокиля, краски и др. Часто отливки из магниевых сплавов вследствие плохой работы литниковой системы поражены шлаковыми включениями, что приводит к коррозии отливки при ее эксплуатации и хранении. Такие дефекты устраняют тщательной доводкой литниковой системы и процесса плавки.
Специфические дефекты отливок из медных сплавов следующие: газовая пористость при плохом рафинировании и очистке сплава от шлаковых частиц; вторичные окисные плены при литье алюминиевых бронз вследствие разделения потока расплава на струи и окисления его в форме; трещины из-за плохого раскисления сплавов при плавке.
Отливки из чугуна
Литейные свойства. Серые чугуны обладают хорошими литейными свойствами: высокой жидкотекучестью, небольшой (до 1%) усадкой, незначительным влиянием газосодержания на механические свойства, достаточно высоким сопротивлением образованию горячих трещин, малой склонностью к образованию усадочных раковин и пористости. Литейные свойства чугуна существенно зависят от его химического состава. С увеличением содержания углерода жидкотекучесть доэвтектических чугунов повышается, а заэвтектических уменьшается. При увеличении содержания кремния и фосфора жидкотекучесть чугуна повышается, а марганец и сера влияют несущественно.
Линейная усадка чугунов зависит от химического состава и скорости охлаждения: перлитно-ферритные чугуны (П + Ф + Гр) имеют усадку 0,7…0,9%, перлитные чугуны 1,1…1,15%, белые 1,65…1,75%.
Трещиноустойчивость чугунов возрастает с повышением содержания углерода и кремния; увеличение содержания серы снижает трещиноустойчивость чугунов; увеличение содержания марганца до 0,9% повышает трещиноустойчивость, а при дальнейшем увеличении его содержания вероятность появления трещин возрастает. Содержание в чугуне 0,2% фосфора резко увеличивает опасность появления трещин.
Свойства отливок. Заполняемость кокилей чугуном, как и другими сплавами, ниже, чем песчаных форм. Заполняемость увеличивается с повышением температуры кокиля, увеличением толщины огнеупорного покрытия, уменьшением теплопроводности его материала. Закономерности влияния этих факторов известны из общей теории формирования отливок , [1].
Линейная усадка чугунов при литье в кокиль больше, чем при литье в песчаную форму. Однако по сравнению с другими сплавами усадка чугуна меньше, что позволяет изготовлять из него широкую номенклатуру отливок в кокилях.
Чугунные отливки, полученные в кокилях, меньше поражены газовыми раковинами, чем отливки, полученные в песчаных формах, так как вследствие высокой скорости охлаждения металла в кокилях газы не успевают выделяться из раствора. Однако при неправильной конструкции вентиляционной и литниковой системы, нарушениях при окраске кокилей и плавке могут образоваться газовые дефекты в отливке.
Чугун в большей степени, чем другие сплавы, способен изменять структуру в зависимости от скорости охлаждения и затвердевания отливки. Поэтому, управляя скоростями охлаждения чугуна, можно получать отливки с любой структурой. Большое влияние на структуру чугуна оказывает также его химический состав. От структуры чугуна зависят его механические свойства, износостойкость, герметичность, обрабатываемость. Повышение скорости охлаждения отливки при литье в кокиль уменьшает количество и размеры графитных включений, увеличивает количество перлита и уменьшает его зерно, что повышает механические и другие служебные свойства отливок.
Однако высокая скорость охлаждения может привести к образованию отбеленного поверхностного слоя в отливке. В этом слое углерод почти полностью находится в виде цементита — химического соединения Fе3С. Такая структура обладает высокой твердостью. Отливки с отбеленной поверхностью трудно обрабатываются, но обладают высокой износостойкостью. Их применяют обычно без механической обработки или после шлифования, например, мелющие тела для дробильно-размольного оборудования, валки для прокатки металлов, помола и т. д. Чугунные отливки с отбеленным поверхностным слоем, которые необходимо обрабатывать резанием, подвергают термической обработке — графитизирующему отжигу для устранения отбела.
Отжиг отливок требует дополнительного оборудования, энергозатрат, удлиняет технологический цикл, поэтому получение отливок из чугуна с заданной структурой в кокилях является одной из важнейших проблем этого способа литья. Исследования и производственный опыт показывают, что основными направлениями решения этой проблемы являются: правильный выбор химического состава чугуна и способов его модифицирования; снижение скорости охлаждения чугуна путем повышения начальной температуры кокиля, нанесения на его поверхность облицовок и красок, создающих термические сопротивление переносу теплоты от отливки к кокилю.
Для предотвращения отбела повышают содержание углерода и кремния в чугуне. Однако содержание кремния должно быть не более 2,5%, так как при более высоком его содержании снижается жидкотекучесть, в структуре отливок появляются силико-карбиды. Уменьшение глубины отбела может быть достигнуто модифицированием чугуна ферросилицием, силикокальцием. Наилучшими являются комплексные модификаторы, вводимые в количестве 0,2…0,3% массы чугуна, например ФЦМ-5. Рекомендуемые составы чугунов для отливок в кокиль и режимы модифицирования приведены в таблице 2.5.
Связь между химическим составом, структурой, механическими свойствами и скоростью охлаждения выражается обычно структурными диаграммами. Одна из таких структурных диаграмм предложена проф. А. И. Вейником на основе исследований проф. Г. Ф. Баландина (рис. 2.19). Параметром процесса при построении структурной диаграммы является объемная или линейная скорость U затвердевания отливки.
|
Отливки |
С |
Si |
Мп |
S |
Р |
Модификатор |
|
не более |
||||||
|
Тонкостенные ребристые, отжигаемые на феррит |
3,6… 3,7 |
2,1… 2,3 |
0,4…0,5 |
0,1 |
0,05 |
До 0,05* ФЦМ-5 |
|
Машиностроительные (без отбела) |
3,5…3,7 3,2…3,4 |
2,0…2,2 |
0,5…0,9 |
0,6 |
0,12 |
0,2
Al 0,2
Al и 0,3
ФС75 |
* В плавильную печь вводят 0,1 % коксика, модификатор вводят в разливочный ковш.
В правой части диаграммы представлена зависимость Ссв/Соб (где Ссв - содержание связанного углерода, Cоб — общее содержание углерода) от объемной скорости затвердевания и суммарного содержания C+Si. Заданному относительному содержанию связанного углерода и сумме C+Si отвечает определенная скорость затвердевания отливки, которая должна быть обеспечена технологическими средствами.
В левой части диаграммы относительное количество связанного углерода выражено через общее, количество его и твердость отливки НВ. Штриховые линии на диаграмме позволяют по твердости и общему количеству углерода определять прочность чугуна на разрыв σв и изгиб σизг.
Если заданы прочностные свойства чугуна и необходимо выбрать технологические режимы для их получения, то идут от левой части диаграммы к правой.
С помощью этой же диаграммы по заданной технологии можно определить прочностные свойства чугуна.
Требуемая скорость затвердевания отливки может быть обеспечена выбором соответствующих параметров кокиля и его облицовки.
При литье в массивный окрашенный кокиль скорость затвердевания отливки определяют но формуле:
U=dR/dt=b(Tкр-Tф)/(rL) (2.5)
где Ткр—температура кристаллизации сплава; Тф — начальная температура кокиля; ρ — плотность материала отливки; L — удельная теплота кристаллизации сплава. Значение b рассчитывают по формуле:
b=lкр/e,
где e—толщина слоя краски на рабочей поверхности кокиля, Ткр — теплопроводность краски.
Пример. Пусть требуется, чтобы отливка из чугуна имела sв=245 MПа, HB240. На пересечении прямых, проведенных из точек, соответствующих значениям sв и HB на левом поле диаграммы (см. рис. 2.19). находим, что эти значения соответствуют чугуну с общим содержанием углерода 3,5…3,6% (штриховые линии) и отношению Cсв/Cоб=0,26 (на правой части диаграммы). Содержание кремния в чугуне определяют с учетом того, что при литье в кокиль интенсивность охлаждения отливки выше, чем в песчаной форме, поэтому и содержание кремния принимают более высоким для получения одинаковой структуры.
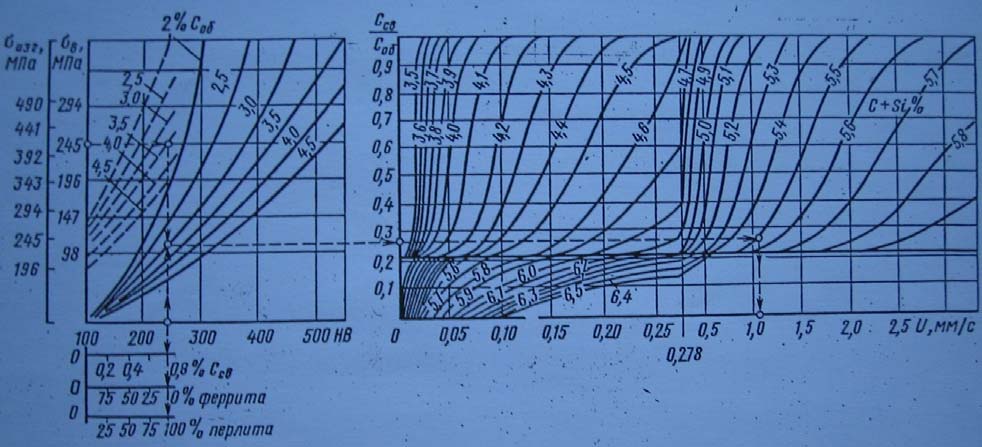
Рис. 2.19. Структурная диаграмма
для серого чугуна при литье в кокиль.
Принимаем, что при рассматриваемом случае сумма C+Si должна составлять 5.5%, тогда скорость затвердевания (см. правое поле диаграммы) должна быть U»0,001 м/с (1 мм/с). Из формулы (2.5) при U=0.001 м/с; Tкр=(ТL+Ts)/2= =1498 К; r=7200 кг/м3; L=263 Дж/кг; Tф=598 К (325 0C)(см. рекомендации таблицы 2.4) находим b=2120 Вт/(м3К).
Состав краски, которой будет покрыта рабочая поверхность кокиля, содержит 15% пылевидного кварца, 5% жидкого стекла и 80% воды и имеет теплопроводность lпр==0,4б7 Вт/(мК). С учетом этого из (2.6) находим толщину покрытия формы, обеспечивающую требуемую скорость затвердевания:
e=lкр/b » 0,0002 м » 0,2 мм.
Литниковые системы для литья чугуна в кокиль бывают с верхним (рис. 2.20, а), нижним (рис. 2.20, б), комбинированным подводом и подводом сбоку (рис. 2.18, б). В практике наибольшее применение получили литниковые системы с подводом сверху. Это уменьшает тепловые потери на пути движения расплава в полости кокиля, повышает его стойкость, сокращает расход металла на литники и создает условия для направленного затвердевания отливки.

Рис. 2.20. Литниковые системы для чугуна: а – верхняя; б – боковая; в – нижняя.
Для чугунных отливок обычно используют суживающиеся (запертые) от стояка к питателю литниковые системы.
Площадь поперечного сечения питателя fп определяют по формуле (2.3), принимая коэффициент расхода μ = 0,4…0,5 (нижняя литниковая система).
Время заливки можно оценить по формуле:
tзал = А·δ m ·Gn,
где G – масса отливки, кг; δ – толщина стенки, мм.
Значения постоянных для нижней системы А= 1,4; m =n =1,3.
Соотношение площадей остальных элементов литниковой системы:
fп : f л.х.: fс = 1 : 1,15 : 1,25,
где f л.х – площадь поперечного сечения литникового хода, а fс – стояка.
Технологические режимы литья назначают из условий получения отливок без неслитин, неспаев, усадочных дефектов, С заданной структурой/и механическими свойствами.
Состав огнеупорных красок оказывает большое влияние на формирование структуры чугунных отливок. Наиболее широко используют покрытия, состав которых приведен в таблице 2.3.
Температуру кокиля назначают в соответствии с рекомендациями таблицы 2.4, при этом следует учитывать, что превышение температуры кокиля по сравнению с рекомендуемой приводит к снижению его стойкости.
Температура заливки чугуна в кокиль составляет обычно 1300…1350 0C, так как повышение температуры заливки снижает стойкость кокиля. Температуру заливки назначают в зависимости от толщины стенки отливки.
Температура выбивки
отливки из кокиля обычно находится
в пределах 600…1000 0C.
Финишные операции, контроль и термическая обработка отливок.
Контроль качества отливок проводят в соответствии с требованиями технических условий. Первичный контроль — это внешний осмотр. Отливки без видимых внешних дефектов подвергают очистке и отбивке литников.
Термическую обработку чугунных отливок обычно выполняют с целью устранения отбела и ферритно-графитной эвтектики, а также для уменьшения внутренних напряжений, улучшения механических свойств.
Отжиг для устранения отбела состоит в нагреве отливок до 850…950 0C, выдержке 2…4 ч и охлаждении на воздухе. Для уменьшения внутренних напряжений отливки нагревают до 500…600 0C, выдерживают 2…8 ч (в зависимости от толщины стенки и массы отливки) и охлаждают с печью со скоростью 20…50 0C/ч до 250 0C.
Дефекты отливок и меры их предупреждения. Наиболее характерными дефектами чугунных отливок в кокиль являются: неслитины и недоливы вследствие недостаточно высокой температуры кокиля или заливаемого чугуна, а также большой протяженности литниковых каналов или недостаточной площади их поперечного сечения; трещины, вызванные нетехнологичной конструкцией отливки, местным перегревом кокиля, заливами металла по поверхностям сопряжения частей кокиля; газовые раковины, обусловленные недостаточной вентиляцией кокиля, повышенной газотворной способностью огнеупорного покрытия или песчаных стержней, повышенным газосодержанием чугуна; несоответствие структуры заданной вследствие отклонения химического состава чугуна, температуры кокиля, нарушений в составе, толщине и режимах нанесения огнеупорного покрытия кокиля.
Особенности изготовления в кокилях отливок из высокопрочного чугуна.
Литейные свойства высокопрочного чугуна с шаровидным графитом имеют ряд особенностей: линейная усадка его равна 1,17…2,0%, т. е. больше, чем у серого чугуна, поэтому для питания массивных узлов отливки используют питающие бобышки и прибыли. Однако предусадочное расширение его в 2…3 раза больше, чем у серого чугуна, что снижает вероятность образования в отливках горячих трещин. Высокопрочные чугуны склонны к образованию холодных трещин. При модифицировании магний из модификатора и сера, содержащаяся в чугуне, образуют сульфиды магния, вследствие чего в структуре отливки появляются «темные пятна». Они отрицательно влияют на служебные характеристики металла. Для их устранения понижают содержание серы в чугуне, обрабатывая его флюсами (криолитом, плавиковым шпатом и т. д.). Высокопрочные чугуны после модифицирования магнием обладают повышенной окнсляемостью.
Пленки окислов могут попадать в отливку и ухудшать ее механические свойства. Эти особенности литейных свойств высокопрочных чугунов учитывают при назначении технологических режимов литья.
Литниковые системы должны обеспечивать плавное заполнение формы, хорошее отделение неметаллических включений, питание массивных узлов отливки. Используют подвод расплава сверху, снизу и сбоку. Рациональным считают подвод через питающую бобышку или прибыли, что улучшает их питающее действие. Литниковая система должна быть тормозящей. Размеры литниковой системы определяют по формуле (2.3), принимая коэффициент расхода μ = 0,18…0,39, т. е. сечения питателей для отливок из высокопрочного чугуна должны быть большими, чем для отливок из серого чугуна.
Соотношение площадей поперечного сечения элементов литниковых систем:
без шлакоуловителя fп
: fс=
1,0 : 1,1;
с шлакоуловителем
площадью поперечного сечения fшл, fп
: fшл : fс
= 1 : (1,2¸1,4) : 1,1.
Температура заливки чугуна в кокиль 1570…1610 К.
Прибыли и питающие бобышки рекомендуется выполнять в песчаных стержнях. Размеры прибыли или бобышек определяют по известным методам [10,11].
Термическая обработка отливок из высокопрочного чугуна.
Отжиг отливок из чугуна с шаровидным графитом проводят для снижения внутренних напряжений: нагрев до 550…650 0C и выдержка 2…6 ч в зависимости от конфигурации и толщины стенки отливки. Нормализацию проводят для получения перлитной структуры: нагрев до 900…950 0C, выдержка 1…3 ч и охлаждение на воздухе. Для получения высоких механических свойств и пластичности проводят изотермическую закалку: нагрев до 850 0C, выдержка 2,0…2,5 ч и охлаждение в масле, при 300…350 0C.
Отливки из стали
Литейные свойства сталей. Стали обладают низкими литейными свойствами: плохой жидкотекучестыо, большой (до 2%) усадкой, склонностью к образованию раковин, рыхлот и трещин в отливках. Температура их заливки значительно выше, чем температура заливки серого чугуна. Все это осложняет технологический процесс литья в кокиль. Обычно в кокилях отливают углеродистые стали 20Л, 25Л, 35Л, 45Л, а также некоторые легированные стали, например 110Г13Л, 5ХНВЛ и др.
Особенности технологии литья стали в кокиль обусловлены ее плохими литейными свойствами. Основное требование к технологии заключается в создании условий направленного затвердевания и питания усадки отливки. Это достигается рациональной конструкцией отливки, которая должна быть простой конфигурации с равномерной толщиной стенок, не иметь выступающих частей, тормозящих усадку отливки; рациональной конструкцией литниковопитающей системы, которая должна создавать минимальные тепловые и гидравлические потери на пути движения жидкой стали в полость кокиля. Поэтому целесообразно использовать подвод металла сверху, через прибыли, совмещая по возможности прибыль и стояк. Прибыли выполняют только в песчаных стержнях или обеспечивают хорошую тепловую изоляцию прибылей. Литниковые каналы должны быть покрыты достаточно толстым слоем огнеупорной облицовки, во избежание охлаждения жидкой стали и чрезмерного нагрева кокиля. Температура кокиля не должна превышать данных, указанных в таблице 2.4, так как при большой температуре снижается его стойкость, а также и пластические характеристики металла отливки. Углеродистые стали, с содержанием 0,2…0,4% углерода, заливают при температуре 1450…1500 0C. Стойкость кокиля существенно зависит от продолжительности выдержки в нем отливок. Поэтому стальные отливки стремятся выбивать из кокиля сразу же после затвердевания.
Наибольший эффект от литья в кокиль достигается при изготовлении отливок с повышенными требованиями к их свойствам.
Технология литья в облицованные кокили
Поиски путей регулирования теплового режима взаимодействия отливки и кокиля, защиты кокиля от воздействия высоких температур при заливке чугуном и сталью привели к созданию в нашей стране нового процесса литья — литье в облицованные кокили.
Способ литья в облицованный кокиль предполагает нанесение достаточно толстого (4…6 мм), соизмеримого с толщиной стенки отливки, слоя облицовки из дисперсных материалов на рабочей поверхности кокиля, что позволяет резко повысить термическое сопротивление переносу теплоты от отливки к стенке кокиля, снизить скорость ее охлаждения и температуру рабочей поверхности кокиля. Использование этого способа позволило гарантированно устранить отбел у чугунных отливок, а также решить проблему стойкости кокиля при изготовлении отливок из черных сплавов.
В качестве материала для облицовочного слоя используют формовочные смеси повышенной текучести: сыпучие на термотвердеющем связующем или холоднотвердеющие, а также жидкоподвижные на самотвердеющем или термотвердеющем связующем.
По существу этот способ примыкает к способам литья в разовую разъемную форму, так как облицовочный слой смеси, контактирующий с отливкой, удаляется из кокиля после извлечения отливки и наносится вновь перед следующей заливкой. Последовательность технологических операций для наиболее распространенной разновидности процесса – литья в кокиль, облицованный сыпучей термотвердеющей смесью, приведена на рис. 2.21. Для нанесения облицовки на рабочую поверхность кокиля используют модельную плиту 2 с металлической моделью отливки; кокиль устанавливают на модельную плиту по центрирующим штырям так, чтобы между поверхностями кокиля и модели образовался зазор 3, равный толщине облицовки (рис. 2.21, а). Кокиль и модельную плиту предварительно нагревают до 200…220 0C.
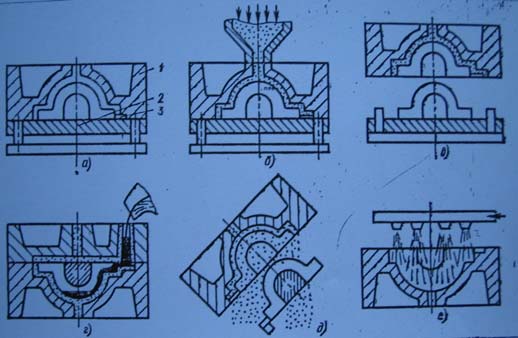
Рис. 2.21.
Последовательность
изготовления отливки в облицованном
кокиле: а – нагрев кокиля; б – нанесение
облицовочного слоя; в – удаление модели;
г – сборка и заливка кокиля; д – удаление
отливки; е – очистка кокиля.
Для
лучшего схватывания облицовки с
поверхностью кокиля его рабочую полость
не обрабатывают, чтобы она осталась
шероховатой. Для лучшего отделения
модели отливки от облицовки поверхность
модели покрывают разделительной
смазкой СКТ или СКТР. После нагрева
кокиль подают на позицию задува
оболочковой смеси (рис. 2.21, б). Эта операция
осуществляется на пескодувных машинах.
Для оболочки чаще всего используют
сыпучую термотвердеющую песчано-смоляную
смесь с содержанием 2,0…2,5 %
фенол-формальдегидного связующего.
После задува смеси в пространство между
кокилем и моделью смесь отверждается
теплотой оснастки и кокиль с облицовкой
снимают с модельной плиты (рис.
2.21,в).
Для вывода воздуха из пространства между моделью и кокилем, в последнем выполняют вентиляционные каналы.
Аналогично наносят облицовку на вторую половину кокиля. Затем кокиль собирают, устанавливая стержни, которые могут быть обычными или оболочковыми. После заливки расплава (рис. 2.21, г), затвердевания и охлаждения отливки кокиль раскрывают и отливку удаляют (рис. 2.21, д). Одновременно частично удаляется часть облицовки. Перед следующим циклом рабочую поверхность кокиля тщательно очищают от остатков оболочки (рис. 2.21, е): из отверстий вдува смесь удаляют штырями-толкателями, а с рабочей поверхности — сжатым воздухом.
Особенности формирования отливок в облицованных кокилях заключаются в следующем.
1. Большая по сравнению с обычными облицовками и красками толщина песчано-смоляной облицовки позволяет существенно снизить скорость охлаждения расплава, что важно, например, при изготовлении отливок из серого чугуна. Толщину слоя облицовки можно делать различной, изменяя зазор между кокилем и моделью, а значит, можно регулировать скорость охлаждения расплава и затвердевания отливки в различных ее местах — получать отливку с дифференцированными свойствами.
2. Деформация облицовки, имеющей жесткую металлическую опору — кокиль, весьма мала. Это способствует сохранению характерных для кокиля, повышенных точности отливок, плотности чугунных отливок.
3. Песчаная облицовка придаст жесткому кокилю некоторую податливость, поэтому в отливках уменьшаются внутренние напряжения, коробление и соответственно дополнительно повышается точность отливок. Вместе с тем толстая облицовка на поверхности кокиля улучшает условия его работы: большое термическое сопротивление облицовки снижает температурное воздействие на кокиль, благодаря чему уменьшаются коробление кокиля, повышается его стойкость.
Указанные особенности формирования отливки и работы кокиля обусловливают преимущества этого технологического процесса.
К недостаткам его следует отнести повышенную сложность и стоимость оснастки, трудности переналадки специального оборудования, ограниченные размеры кокилей и соответственно отливок.
Указанные преимущества и недостатки определяют рациональную область использования литья в облицованные кокили: вследствие повышенной сложности и стоимости оснастки, трудностей переналадки оборудования целесообразно использовать этот процесс в массовом и крупносерийном производстве отливок из чугуна и стали массой до 200 кг.