1.7. АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Качество отливок и эффективность производства при литье по выплавляемым моделям зависят от стабильности технологических режимов на всех основных операциях этого многооперационного процесса. Например, отклонения в соотношении компонентов модельного состава или температуры его запрессовки в пресс-формы могут привести к браку моделей по усадке; нарушения режимов гидролиза этилсиликата и изменение вязкости суспензии — к браку оболочковых форм; отклонения режимов прокаливания от заданных — к браку форм и отливок и т. д.
Вместе с тем для многих операций технологического процесса требуется выполнение сложных манипуляций (изготовление моделей, сборка их в блоки, формовка и т. д.). Причем выполнение многих операций связано с тяжелыми условиями труда. Поэтому автоматизация технологического процесса изготовления отливок в оболочковых формах решает следующие основные задачи: повышение качества отливок и производительности труда путем стабилизации режимов технологического процесса на всех его операциях; освобождение людей от трудоемких, монотонных работ и улучшение условий их труда.
В зависимости от характера производства (единичное, серийное, массовое), номенклатуры отливок и предъявляемых к ним требований проблема автоматизации производства отливок в оболочковых формах решается различно.
В массовом производстве отливок из углеродистых и низколегированных сталей используют автоматизированные линии, выполняющие следующие операции: приготовление модельных составов, изготовление моделей; приготовление суспензии; изготовление оболочковых форм; обжиг форм, заливка их расплавом, охлаждение отливок; предварительная очистка отливок от остатков формы и отделение их от литников; окончательная очистка отливок и термическая обработка отливок. Такие линии позволяют комплексно автоматизировать производство отливок.
В серийном производстве осуществляется автоматизация выполнения отдельных операций, таких, как изготовление моделей или звеньев модельных блоков, приготовление суспензии, изготовление оболочковых форм, их прокаливание и т. д. Для автоматизации этих отдельных операций используют унифицированные агрегаты, которые в зависимости от размеров моделей и годовой производительности участка, цеха составляют комплекты технологического оборудования. Однако ряд операций выполняют вручную, например сборку моделей в блоки пайкой и т. д.
Автоматизированные
линии для массового производства и
комплекты технологического оборудования
для серийного и мелкосерийного
производства имеют в своем составе
многие виды однотипного оборудования.
Это, например, установки для приготовления
пастообразного модельного состава (см.
рис. 1.5), карусельные автоматы для
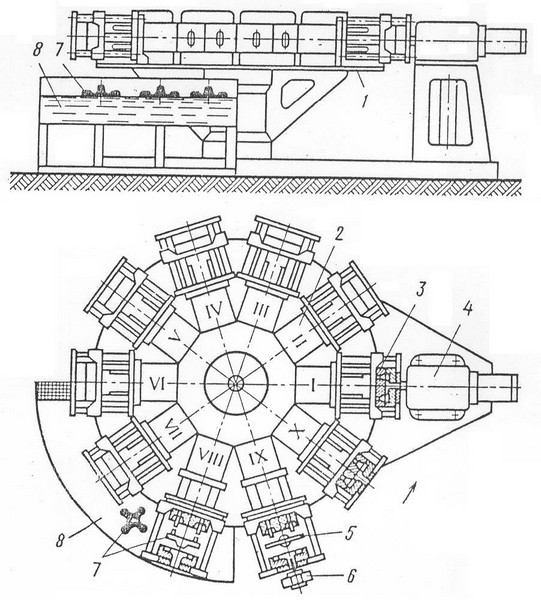
изготовления моделей (рис. 1.30). Пресс-формы
с вертикальным разъемом установлены
на столе 1,
который вращается с помощью электродвигателя,
редуктора и мальтийского креста. Поворот
стола от одной позиции на другую
происходит через 10…20 с, что регулируется
сменой шестерен привода. Разборка и
сборка пресс-форм производится
пневмоцилиндрами 2,
вращающимися вместе со столом, и
пресс-формами 3.
На позиции 1
модельный состав шприцем 4
запрессовывается в пресс-форму и
затем на позициях //—VII
модели охлаждаются в пресс-форме. На
позиции VIII
пресс-формы раскрываются, модели 7
выталкиваются из пресс-формы и падают
на водяной конвейер 8.
На позиции IX
рабочая полость пресс-формы очищается
и смазывается.
Литниковый канал в пресс-форме прочищается иглой, приводимой в движение пневмоцилиндром 6. На кронштейне 5 расположена форсунка для обдува пресс-формы сжатым воздухом и нанесения смазочного материала. При движении стола 1 кронштейн находится в нижнем положении, при остановке он откидывается вверх и располагается между матрицами пресс-формы. На позиции Х пресс-форма закрывается.
В массовом производстве суспензию приготовляют в автоматизированных установках (см. рис. 1.20).
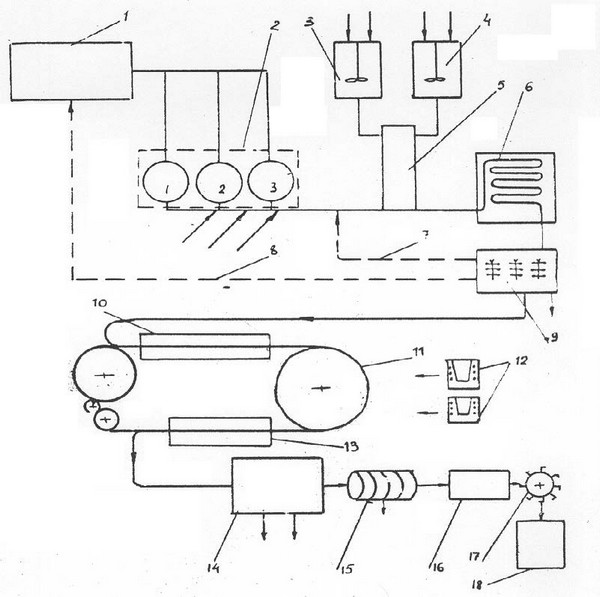
Для нанесения суспензии на блоки моделей и обсыпки их песком используют установки, схема которых приведена на рис. 1.31. Готовая суспензия поступает в бак 10 оснащенный мешалкой 9. Суспензия по трубопроводу 2 подается в ванну 8 с датчиком уровня 7. Блоки 7, подвешенные на конвейере 3, отклоняясь по копиру 5, направляются в ванну 8 с суспензией, поворачиваются вокруг своей продольной оси, что способствует равномерному нанесению суспензии. Затем блок на подвеске 4 перемещается в пескосып 6 с кипящим слоем песка, где и производится обсыпка блока. Далее блоки направляются в камеру воздушно-аммиачной сушки.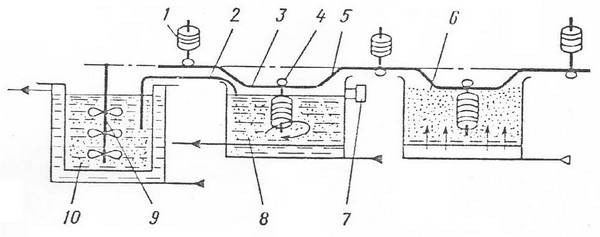
В автоматизированных линиях для массового производства отливок используют автоматические системы машин, например для прокаливания, формовки, заливки форм, выбивки, охлаждения отливок.
В таких агрегатах технологические установки объединены транспортным устройством в единую систему. Например, агрегат для формовки и заливки (рис. 1.32) состоит из газовой печи 1 прокаливания форм, заливочной карусели 3 со звездочками 4 и камеры охлаждения 6, объединенных конвейером 9.
Формы устанавливают на подвески конвейера 9, литниковую воронку закрывают колпачком, который предохраняет полость формы от засоров песком при формовке на подвеске. Конвейер транспортирует подвески с оболочковыми формами через печь прокаливания. Прокаленные формы после выхода из печи формуют в опорный (горячий) материал на карусели. Опускание подвесок выполняется пневматическим цилиндром. На участке формовки блоков в карусели с помощью неподвижно установленных труб 2 с отверстиями создается зона кипящего слоя песка. После заливки форм и затвердевания отливок блок на подвеске извлекается «лифтом» 5 из карусели 3 и транспортируется в камеру охлаждения 6. Блоки отливок охлаждаются распыленной водой. Обломки оболочковой формы, отделившиеся от блока 7 отливок, падают на конвейер 8 и направляются на регенерацию. Производительность агрегата 90 блоков/ч. Скорость конвейера 0,6 м/мин. Шаг подвесок 400 мм. Длительность прокаливания 24 мин.
Структура агрегата обеспечивает его высокую производительность. Но при использовании оболочковых форм из кварцевых материалов значителен брак отливок из-за трещин в формах, засоров при формовке. Неполная синхронизация работы агрегата и плавильных печей приводит к тому, что металл заливается в формы, имеющие различную температуру. Температура песка в карусели 450…550 0С, вследствие чего возникает брак по недоливу тонкостенных отливок.
Рассмотренные выше автоматизированные агрегаты и комплекты оборудования предназначены для изготовления отливок массой до 1,5 кг в массовом и серийном производстве. При изготовлении средних и крупных отливок в мелкосерийном производстве для нанесения суспензии, обсыпочного материала на модели, удаления моделей из оболочек используют манипуляторы. Эти устройства позволяют устранить тяжелый ручной труд, связанный с транспортировкой, манипуляциями с тяжелыми блоками моделей, формами.
Гибкие производственные системы ЛВМ
Повысить степень автоматизации в единичном и серийном производстве отливок возможно применением концепции ГПС. Известный на сегодня принцип создания ГПС – компоновка гибких комплексов из отдельных модулей. В малооперационных процессах литья в металлические формы комплекс составляется из однотипных модулей на базе однотипного технологического агрегата.
Структурная схема процесса ЛВМ, включающая последовательно: изготовление моделей, форм, отливок, финишные и контрольные операции предопределяет создание комплекса ГПС ЛВМ из модулей различного, функционального назначения.
Такая схема (рис. 1.33) допускает структурную гибкость: можно компоновать поточную линию из наиболее приемлемых для конкретных условий модулей. При разработке ГПС ЛВМ требуется обеспечить межмодульные совместимости: технологическую, конструктивную, информационную.
Особенностью построения поточной линии ЛВМ является невозможность устранения какого-либо отдельного модуля или их перестановки. Критерием выбора рациональной конструкции модуля может служить ряд параметров: габаритный размер отливки, толщина стенок, вид сплава, тип производства отливок, свойства формовочных материалов.