Исходными данными при проектировании технологического процесса изготовления отливки являются программа ее выпуска, чертеж детали, технические условия, обусловливающие требования к ее качеству, а также особые условия, определяемые чаще всего социальными задачами развития производства в цехе, на предприятии, в отрасли народного хозяйства.
Проектирование технологического процесса начинают с анализа технологичности конструкции отливки, возможности и целесообразности ее изготовления тем или иным способом литья.
Анализ технологичности конструкции отливки заключается в установлении ее соответствия требованиям литейной технологии с учетом последующей технологии обработки резанием и сборки.
На этом этапе изучают чертеж детали, технические условия, определяющие требования к показателям ее качества, а также особые условия производства.
Сплавы и металлы для изготовления отливок в оболочковых формах могут быть самыми различными, наиболее эффективно литье в оболочковые формы по выплавляемым моделям труднообрабатываемых резанием сплавов, сплавов с особыми свойствами и структурой. Однако максимальное приближение конфигурации отливки к готовой детали, малые припуски на обработку резанием делают эффективным литье в оболочковые формы по выплавляемым моделям для углеродистых и легированных сталей, медных и алюминиевых сплавов, чугуна.
Габаритные размеры и масса отливок. Литьем в оболочковые формы по выплавляемым моделям изготовляют отливки массой от нескольких граммов до 300 кг. По размерам отливки могут быть от нескольких миллиметров до 1,0 м. Отливки могут быть получены с минимальной толщиной стенок - 0,6 мм, если протяженность этой стенки на превышает 5…6 мм, с толщиной 0,7 мм при протяженности 10 мм. Наиболее часто толщина стенок отливок составляет 2…5 мм, а их протяженность—20…100 мм и более. Плоские тонкие стенки могут быть получены в отливке лишь при определенной площади. Плоские и тонкие стенки большой площади не заполняются, или искажается плоскость вследствие деформаций формы. В этом случае вместо плоской стенки целесообразно выполнять искривленную стенку или предусматривать отверстия в плоской стенке. Последний прием одновременно обеспечивает жесткость оболочковой формы. Трудно выполнить небольшие отверстия в местах отливки, в которых сосредоточена большая масса металла (массивная стенка), глухие отверстия, а также, некруглые отверстия.
Минимальные отверстия диаметром 0,5 мм можно получить в стенках толщиной 1 мм в отливках из цветных сплавов; в отливках из стали минимальный диаметр отверстия 1,5 мм можно выполнить в стенке толщиной примерно 1,5 мм.
Можно изготовить отливки со значительно различающимися по толщине стенками, т. е. когда тонкая стенка примыкает к более массивной. Соотношение толщины стенок допускается не более 1:4. Отливки могут иметь массивные узлы, но при этом необходимо продумывать возможность питания этих узлов при затвердевании. Для этого массивный узел присоединяют через питатель к стояку (при изготовлении мелких и средних по массе отливок) или используют прибыли (в крупных отливках). Направленное затвердевание крупных отливок часто обеспечивается технологическими напусками, которые назначает технолог при разработке технологического процесса.
При проектировании пресс-форм следует иметь в виду, что модель из пресс-формы должна извлекаться без разрушения. Поэтому на стенках пресс-форм необходимо назначать уклоны. Если вертикальные стенки отливок обрабатываются, уклоны следует назначать всегда в «плюс»; такие же уклоны должны быть предусмотрены на тонкостенных отливках с толщиной стенок менее 5 мм. При большей толщине стенок (5…10 мм) уклоны должны быть назначены в «плюс-минус», на отливках с толщиной стенок более 10 мм — только в «минус». Величина уклонов зависит от материала пресс-формы. В отдельных случаях, когда требуется получать в отливке необрабатываемые полости, уклоны не назначаются.
Сопряжения стенок встречаются в отливках в различных вариантах — сопряжения двух, трех, четырех стенок — под различными углами. Всегда необходимо обеспечивать плавность перехода от одной стенки к другой, назначать радиусы округлений, галтели; пользоваться при этом следует рядом предпочтительных значений радиусов: 1,2, 3, 5, 8, 10 мм и т. д.
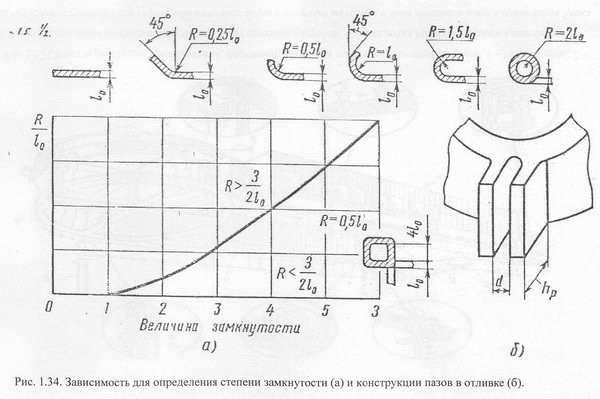
Радиус галтели внутреннего угла, образованного двумя стенками отливки, R=(l0+l1)/3, где l0, l1—толщины сопрягаемых стенок отливки; 3 —величина замкнутости, определяется по графику (рис. 1.34, а).
Если в отливке сопряжены три стенки, то радиусы скруглений определяются аналогично предыдущему случаю. Сопряжения четырех стенок необходимо рассредоточивать, чтобы не создавать тепловых узлов.
Пазы и полости в отливках желательно применять реже, так как для их оформления в модели необходимо в конструкции пресс-формы предусматривать дополнительные стержни. Ширина паза (рис. 1.34, б) может быть получена при hp £ 2d (для цветных сплавов d ³ 1 мм, для стали d ³ 2,5 мм). Для обеспечения жесткости и устойчивости формы в месте расположения полостей последние необходимо заменять сквозными отверстиями. Это облегчает и очистку отливок от остатков формы.
Бобышки упрочняют стенку в местах расположения отверстии под крепежные элементы. Высоту бобышек следует назначать в зависимости от диаметра отверстия или толщины стенки hр==4…6d или hр ³ 2,5l0, где hp—высота стенки вместе с бобышкой; d — диаметр отверстия; l0 — толщина стенки. Бобышки располагают на внешних поверхностях отливок; это не усложняет конструкцию пресс-форм.
Таким образом, в результате анализа технологичности конструкции детали технолог оценивает принципиальную возможность изготовления отливки по выплавляемым моделям и определяет, какие изменения необходимо внести в конструкцию детали для повышения уровня ее технологичности. Предложения технолога должны быть согласованы с конструктором детали.
Разработка чертежа отливки включает выбор положения отливки при заливке, места подвода расплава и конструкции литниково-питающей системы, назначение припусков на обработку резанием, уклонов, допусков на размеры согласно существующим нормативам и рекомендациям.
Назначение поверхности разъема. Обычно разъемной выполняется только пресс-форма. Поэтому вопрос о назначении поверхности (плоскости) разъема решается совместно с проработкой конструкции пресс-формы. Выбор поверхности разъема должен обеспечивать удобство извлечения модели из формообразующей полости, минимальное количество стержней (подвижных и неподвижных). Экономичнее вариант, когда в пресс-форме используют только неподвижные стержни, а также плоскую поверхность разъема.
Припуски на обработку резанием. Припуски назначают в зависимости от требований к точности отливки и от ее размеров в соответствии с действующими стандартами и нормативами. Обычно припуски находятся в пределах 0,5…3 мм. Припуски на обработку резанием изображают тонкой сплошной линией.
Выбор места подвода расплава. Этот вопрос должен решаться технологами одновременно с выбором типа литниково-питающей системы (ЛПС). Например, для отливок массой до 1,5 кг целесообразно назначать I тип ЛПС, особенно в тех случаях, когда отливки имеют отдельные массивные узлы. Питатель должен подводиться к массивным местам отливки, так как питание осуществляется от центрально расположенного стояка. Для особо тонкостенных отливок, отливок из тугоплавких сплавов обычно требуется конструировать разветвленную систему литниковых каналов для надежного заполнения формы. Но при этом необходимо соблюдать направленность заполнения полости формы, не создавать в форме замкнутых воздушных объемов.
Главное при разработке ЛПС — обеспечить последовательное заполнение формы расплавом и направленное затвердевание и питание отливки при усадке.
Определение размеров полостей пресс-форм проводят приближенным методом. Это объясняется значительной нестабильностью величины усадки модельного состава, деформациями при прокаливании формы, нестабильностью усадки залитого металла. Суммарная величина усадки меньше вследствие расширения оболочковой формы при нагреве.
Суммарная
усадка (модельный состав и металл) для
расчета размеров полости пресс-формы
(с учетом расширения формы при нагреве)
для различных материалов отливки, %:
Традиционно
исполнительные размеры полости
пресс-формы подсчитывают по приближенным
формулам:
где Dп — номинальный размер формообразующей полости пресс-формы, мм; D0 — номинальный размер отливки, мм; d0 — допуск на размер отливки, мм; yобш.—сумарная линейная усадка, %;
yобщ = yм + y0 — yф,
yм —свободная линейная усадка модели, %; уф—относительное расширение формы при нагреве (прокаливании) перед заливкой, %; уо—свободная линейная усадка металла, %.
В этих формулах не учтено, что и модель, и отливка в отдельных своих местах испытывают затрудненную усадку по причине силового взаимодействия соответственно с пресс-формой и оболочковой формой. Затрудненная усадка всегда меньше свободной. Не учтен эффект расширения формы в период заливки. Это расширение является функцией разности температур металла и формы при заливке и КТР материала формы.
Учет этих факторов при доводке размеров пресс-формы можно выполнять на основе специальных экспериментов. Точность размеров формообразующей полости пресс-формы следует назначать на 1…2 квалитета выше требуемой точности отливки. Допуск на размер в пресс-форме назначают обычно не более 0,2d0 на тот же размер отливки.
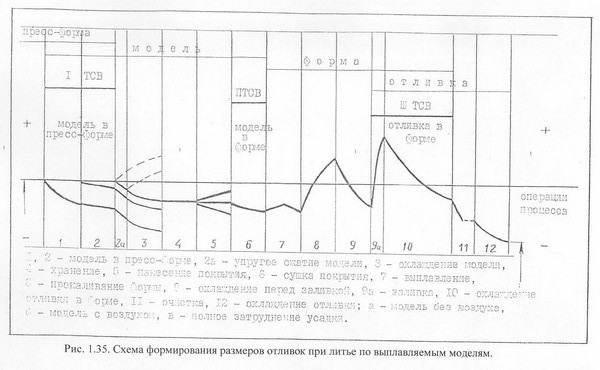
О формировании размеров отливок
Принципиальная схема формирования размеров отливок при литье по выплавляемым моделям приведена на рис. 1.35.
При наличии конкретных значений изменений размеров оснастки, моделей форм, отливок возможно обоснованное назначение исполнительных размеров оснастки, что позволяет сократить время выполнения доводочных операций, повысить точность размеров отливок. При этом необходимо иметь ввиду, что в литейных технологиях дисперсия размеров, в отличие от обработки резанием, увеличивается.
Для обеспечения в производственных условиях заданного уровня качества отливок, из различных сплавов (алюминиевых, на медной основе, стали, титановых и др.), а также для сокращения времени технической подготовки производства целесообразно использовать разработанные в МГТУ пакеты прикладных программ “Выбор” и “Допуск”. Работа с ППП “Выбор” позволяет в кратчайшее время достоверно определить рациональную технологию литья деталей по конструкторскому чертежу отливки (схема организации решения приведена на рис. 1.36).
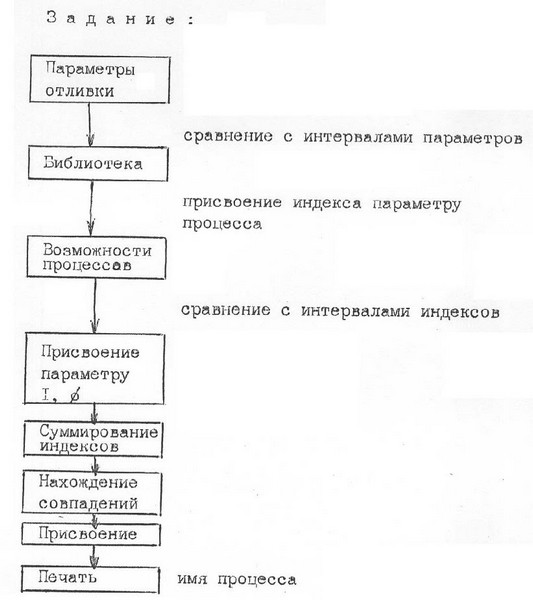
Рис. 1.36. Схема организации принятия решения по программе «WYBOR».
Шероховатость формообразующих поверхностей пресс-формы обычно должна быть Rа=0,63…0,32 мкм. Выполнение полости с меньшей шероховатостью не приводит к существенному снижению шероховатости поверхности отливки, но удорожает пресс-форму.
В зависимости от типа производства технолог должен выбрать горизонтальное (для единичного, серийного производства) или вертикальное (для массового производства) расположение разъема пресс-формы, а также соответствующее оборудование для изготовления моделей.
Литниково-питающая система (ЛПС) при литье в оболочковые формы предназначена для заполнения формы расплавом, питания затвердевающей отливки, а также часто является конструкцией, на которой монтируются модели.7
Поэтому при разработке конструкции ЛПС следует учитывать условия получения качественных отливок и необходимость обеспечения механической прочности элементов конструкции (например, питателя), а также технологичность блока на всех операциях процесса, при изготовлении модели, формообразовании, отрезке, отливок.
Типы
литниково-питающих систем.
Различают три типа ЛПС (рис. 1.37).
ЛПС I типа применяют при изготовлении отливок массой до 1,5 кг. Блок моделей можно собирать из отдельных звеньев (рис. 1.37, I, а), монтируемых на стояке. В этом случае стояк служит центральным элементом при сборке моделей и прибылью для питания отливок. При изготовлении тонкостенных отливок, модели которых могут деформироваться, стояк является опорным элементом (рис. 1.37, I, б, в, г). Сборку такого блока моделей осуществляют с помощью пайки. Расплав подводится в массивные узлы отливок. Литниковая система не имеет питающих элементов – прибылей, так как отливка питается от стояка; отсутствуют также элементы, регламентирующие скорость заливки и задерживающие шлак и окислы.
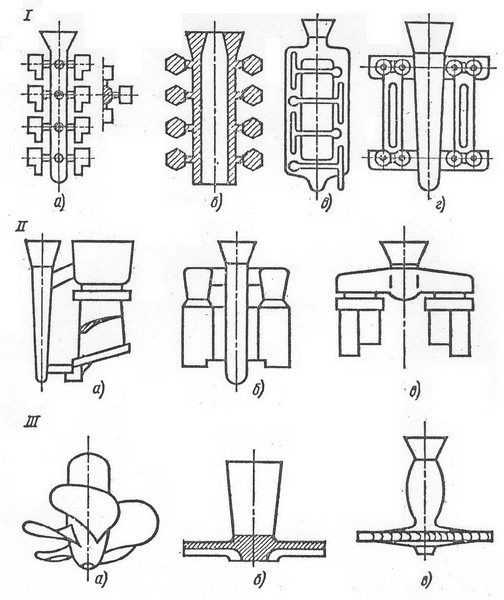
Рис. 1.37. Основные типы литниково-питающих систем: I – центральный стояк; I, а – для компактных отливок с одним тепловым узлом; I, в - полый стояк, компактные отливки с одним тепловым узлом; I, д – параллельные стояки, отливки типа плиты с распределенными тепловыми узлами; I, г – лучевые ярусные коллекторы, для отливок с несколькими тепловыми узлами; II – местная прибыль и коллектор; II, а – четырехместная при центральном расположении стояка; II, б – для отливок типа лопаток, с использованием вертикального щелевого питателя; II, в – местная прибыль и коллектор; III – верхняя прибыль; III, а – гребной винт; III, б – ротор; III, в – рабочее колесо газовой турбины.
ЛПС II типа (рис. 1.37, II, а…б) применяют для изготовления отливок сложной конфигурации и ответственного назначения, тонкостенных, а также средней и большой массы для отливок из легированных сталей. Литниковая система представляет собой стояк в сочетании с местными (рассредоточенными) прибылями. Такая литниковая система позволяет регулировать скорость заполнения формы с помощью суженного сечения.
ЛПС III типа (рис. 1.37, III, а…б) применяют для изготовления отливок типа крыльчаток, гребных винтов, имеющих тонкстенные элементы и массивную центральную часть, питаемую прибылью. Заливаются такие отливки через прибыль.
Расчет размеров элементов ЛПС для отливок, изготавливаемых в оболочковых формах по выплавляемым моделям, основаны на соблюдении принципа последовательного затвердевания.
На практике наибольшее применение получили два способа расчета: по модулю охлаждения (приведенным толщинам) и диаметрам вписанных сфер. Первый способ используют для ЛПС I типа, а второй для систем II и III типов. Оба способа основаны на обобщении и использовании экспериментальных и производственных данных.
Первый способ разработан М. Л. Хенкиным для ЛПС I типа.
Исходными данными для расчета являются модуль охлаждения массивного узла отливки (отношение его объема и площади поверхности) и ее масса.
Модуль охлаждения питателя (отношение площади поперечного сечения питателя к его периметру) определяют по эмпирической формуле
dп=2(d03G)1/4 lп1/3/dст, (1.1)
где d0 – модуль охлаждения отливки или ее массивного узла, мм; G – масса отливки, г; lп – длина питателя, мм; dст = 0,5rст – модуль охлаждения цилиндрического стояка, выраженный через его радиус.
Если известны размеры питателя, то определяют модуль охлаждения стояка
dст=2(d03G)1/4 lп1/3/dп, (1.2)
В
формулах (1.1) и (1.2) отражена зависимость
между размерами элементов ЛПС и отливки.
Качественные отливки можно получить при условии
dст>dп>d0, так как при этом обеспечивается направленное затвердевание расплава от отливки к стояку и, следовательно, ее питание.
По формуле (1.1) рассчитаны размеры ЛПС для большого числа стальных отливок. Данные расчета после производственной проверки сведены в таблицы, подобные табл. 1.6.
По заданной массе отливки (известна из чертежа) необходимо определить d0 и выбрать значение lп из условий сборки блоков моделей и отрезки отливок. В среднем при G<0,5 кг lп=4…10 мм, при 0,5<G<1,5 кг lп=8…12 мм. Затем по табл. 1.5, пользуясь известными G и d0 находят диаметр стояка Dст и размеры питателя. В разностенных отливках с массивными частями модуль охлаждения 6о можно рассчитывать только по размерам массивной части, примыкающей к питателю.
Если рассчитанное значение Dст>60 мм, применяют литниковую систему с коллекторами, которые выполняют функцию питающих элементов ЛПС.
Пример. Рассчитать размеры элементов ЛПС для отливки «петля», материал сталь 35Л, масса отливки G=185 г (рис. 1.38). Определяем модуль 6о (приведенную толщину) теплового узла, который представляет собой брус квадратного сечения со стороной a=18 мм и длиной b==40 мм. Площадь сечения перпендикулярна к направлению подвода расплава ab, периметр сечения 2(а+2b), тогда
Принимаем длину
питателя lп
= 8 мм. По таблице 1.6 для
G=185
г и δ0=3,7
находим диаметр стояка Dст=35
мм и приведенную толщину питателя δп
= 4,75. Окончательно принимаем lп=8
мм, Dст=35
мм, δп=
4,75 и питатель, имеющий прямоугольное
сечение со сторонами, которые можно
найти по формуле (1.3), задаваясь толщиной
питателя ап=15
мм, тогда bп
=28 мм.
Второй способ, разработанный Н. Н. Лященко, применяют для расчета размеров элементов ЛПС II и III типов. Размеры прибылей определяют по методу вписанных сфер (окружностей). При расчете размеров прибыли учитывают дистанцию ее действия R. Как правило, тонкие стенки отливок располагают вертикально, а металл в полость формы подводят снизу. Проверку правильности назначения размеров каналов ЛПС ведут гидравлическим методом. Площадь суженного сечения (см2) определяют по формуле
 ,
,
или
 (1.4)
(1.4)
где G —масса отливки, г; r—плотность жидкого металла, г/см3; μ —коэффициент расхода, μ=0,8 …0,9 без учета энергии струи, μ=1,4…1,5 с учетом энергии струи расплава из ковша (значения μ больше, чем, например, при заливке песчаных форм, так как стенки оболочковой формы имеют низкую шероховатость); tзап—время заполнения формы; Hр—расчетный напор столба металла в узком сечении, см; g - ускорение свободного падения, см/с2, J — массовая скорость заливки, г/с, J=klmах/dст; k — коэффициент, зависящий от способа подвода расплава в полость формы: для верхнего подвода 0,05, для бокового подвода 0,06, для нижнего подвода 0,08; lmах — наибольшая протяженность тонкой стенки отливки, мм; dcт — толщина тонкой стенки отливки, мм.
Диаметр стояков Dст и модули охлаждения δп (приведенные толщины) в зависимости от приведенной толщины узла δ0 и массы G отливок.
Таблица 1.6.|
G, г |
параметр |
δо, мм |
|||||||
|
1,1 |
1,8 |
2,5 |
3,0 |
3,5 |
3,9 |
5,8 |
6,7 |
||
|
50 |
Dст, мм |
20 |
20 |
25 |
25 |
30 |
|
|
|
|
|
dп, мм:
При lп=
4 мм |
1,75 |
2,5 |
2,5 |
3,0 |
3,0 |
|
|
|
|
|
dп, мм:
При lп=
8 мм |
2,0 |
3,0 |
3,2 |
3,5 |
3,75 |
|
|
|
|
50…100 |
Dст, мм |
20 |
20 |
25 |
30 |
30 |
30 |
|
|
|
|
dп, мм:
При lп = 4 мм |
2,0 |
2,75 |
3,0 |
3,5 |
3,75 |
4,0 |
|
|
|
|
dп, мм:
При lп
= 8 мм |
2,5 |
3,5 |
3,75 |
3,5 |
4,3 |
4,75 |
|
|
|
100…200 |
Dст, мм |
20 |
25 |
30 |
30 |
35 |
35 |
45 |
45 |
|
|
dп, мм:
При lп
= 4 мм |
2,5 |
2,75 |
3,0 |
3,25 |
3,5 |
3,75 |
4,5 |
5,0 |
|
|
dп, мм:
При lп=
8 мм |
3,0 |
3,5 |
3,75 |
4,25 |
4,5 |
4,75 |
5,75 |
6,25 |
Температуры формы перед заливкой, заливаемого сплава, выбивки отливки назначают в зависимости от химического состава сплава, толщины стенки и конфигурации отливки, руководствуясь известными положениями (см. раздел 1.5).
Продолжительность охлаждения отливки до заданной температуры определяют, пользуясь методами, известными из теории формирования отливки [1].
В соответствии с разработанным технологическим чертежом отливки и расчетами размеров ЛПС с учетом заданной программы выпуска выбирают оборудование для изготовления моделей и проектируют пресс-форму, тип оболочковой формы, состав и способ приготовления суспензии, изготовления формы, способ сушки, прокаливания оболочки, назначают режимы выполнения основных операций технологического процесса, выбирают оборудование и проектируют необходимую технологическую оснастку.