Кокильное литье или, как говорят, литье в постоянные формы, по определению Госстандарта – это “литье металла, осуществляемое свободной заливкой кокилей”. В свою очередь кокиль (от французского слова coquil) – “металлическая форма с естественным или принудительным охлаждением, заполняемая расплавленным металлом под действием гравитационных сил”.
Как в свое время писал Н.Н Рубцов “мысль заменить разовую форму более стойкой полупостоянной, а еще лучше постоянной без сомнения была неотвязчивой мечтой древних литейщиков ”. И неудивительно, что уже в давние времена литейщики использовали каменные формы, а в отдельных случаях простые металлические для повторяющихся (серийных) изделий.
Кокиль (рис 2.1) обычно состоит из двух полуформ 1, плиты 2, вставок 10. Полуформы взаимно центрируются штырями 8, и перед заливкой их соединяют замками 9. Полости и отверстия в отливке могут быть выполнены металлическими 11 или песчаными 6 стержнями, извлекаемыми из отливки после ее затвердевания и охлаждения до заданной температуры Расплав заливают в кокиль через литниковую систему 7, выполненную в его стенках, а питание массивных узлов отливки осуществляется из прибылей (питающих выпоров) 3.
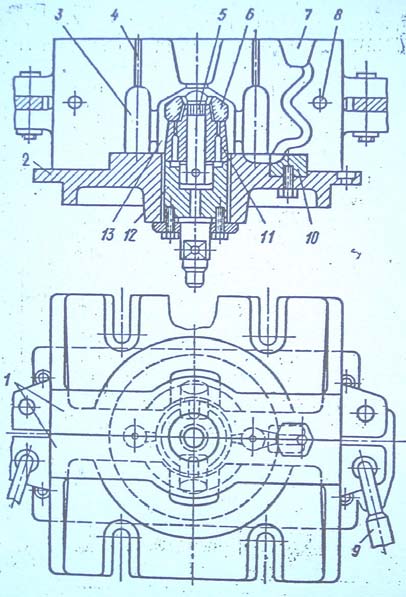
Рис. 2.1. Кокиль:
1 – полуформы; 2 –
плита (поддон); 3 –
прибыль; 4 – вентиляционный канал; 5 –
вентиляционная пробка; 6 – песчаный
стержень; 7 – литниковая система; 8 –
центрирующий элемент; 9 – замок; 10 –
вставка; 11- металлический стержень; 12 –
вентиляционный канал; 13 – полость формы.
Основные элементы кокиля — полуформы, плиты, вставки, стержни т.д.— обычно изготовляют из чугуна или стали. Выше рассмотрен кокиль простой конструкции, но в практике используют кокили различных, весьма сложных конструкций.
Основные операции
технологического процесса.
Перед заливкой расплава новый кокиль подготовляют к работе: поверхность рабочей полости и разъем тщательно очищают от следов загрязнений, ржавчины, масла, проверяют легкость перемещения подвижных частей, точность их центрирования, надежность крепления. Затем на поверхность рабочей полости и металлических стержней наносят слой огнеупорного покрытия (рис. 2.2, а) — облицовки и краски. Состав облицовок и красок зависит в основном от заливаемого сплава, а их толщина — от требуемой скорости охлаждения отливки: чем толще слой огнеупорного покрытия, тем медленнее охлаждается отливка. Вместе с тем слой огнеупорного покрытия предохраняет рабочую поверхность формы от резкого повышения ее температуры при заливке, оплавления и схватывания с металлом отливки.
Перед нанесением огнеупорного покрытия кокиль нагревают газовыми горелками или электрическими нагревателями до температуры 150…280 0C.
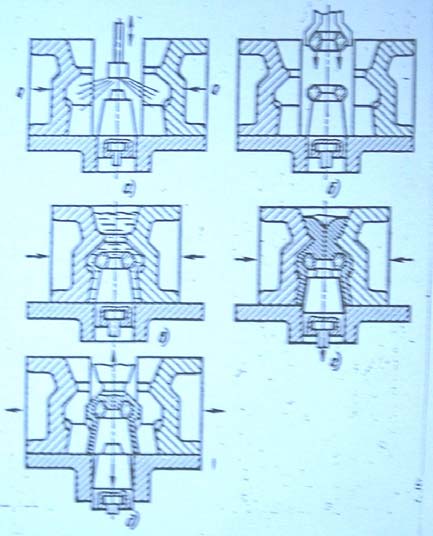
Рис. 2.2. Последовательность изготовления отливки в кокиле:
а – окраска кокиля; б – установка стержней; в – сборка и заливка формы; г – затвердевание отливки; д – разборка кокиля.
Краски наносят на кокиль обычно в виде водной суспензии через пульверизатор. Вода капель водной суспензии, попадающих на поверхность нагретого кокиля, испаряются, а огнеупорная составляющая ровным слоем покрывает поверхность.После нанесения огнеупорного покрытия кокиль нагревают до рабочей температуры, зависящей в основном от состава заливаемого сплава, толщины стенки отливки, ее размеров, требуемых свойств. Затем в кокиль устанавливают песчаные или керамические стержни (рис. 2.2, б), если таковые необходимы для получения отливки; половины кокиля соединяют (рис. 2.2, в) и скрепляют специальными зажимами, а при установке кокиля на кокильной машине с помощью ее механизма запирания, после чего заливают расплав в кокиль. Часто в процессе затвердевания и охлаждения отливки, после того как она приобретет достаточную прочность, металлические стержни «подрывают», т. е. частично извлекают из отливки (рис. 2.2, г). Это делают для того, чтобы уменьшить обжатие усаживающейся отливкой металлического стержня и облегчить его извлечение из отливки. После охлаждения отливки до заданной температуры кокиль раскрывают, окончательно извлекают металлический стержень и удаляют отливку из кокиля (рис. 2.2, д). Из отливки выбивают песчаный стержень, обрезают литники, прибыли, выпоры, контролируют качество отливки. Затем цикл повторяется.
Перед повторением цикла осматривают рабочую поверхность кокиля, плоскость разъема. Обычно огнеупорную краску наносят на рабочую поверхность кокиля 1…2 раза в смену, изредка восстанавливая ее в местах, где она отслоилась от рабочей поверхности. Так как за время извлечения отливки и окраски рабочей поверхности кокиля он чрезмерно охлаждается, что чаще бывает при литье тонкостенных отливок, кокиль снова подогревают до рабочей температуры. Если же отливка достаточно массивная, то, наоборот, кокиль может нагреваться ее теплотой до температуры большей, чем требуемая рабочая, и перед следующей заливкой ею охлаждают. Для этого в кокиле предусматривают специальные системы охлаждения,
Как видно, процесс литья в кокиль — малооперационный. Манипуляторные операции достаточно просты и кратковременны, а лимитирующей по продолжительности операцией является охлаждение отливки в форме до заданной температуры. Практически все операции могут быть выполнены механизмами машины или автоматической установки, что является существенным преимуществом способа, и, конечно, самое главное — исключается трудоемкий и материалоемкий процесс изготовления разовой формы: кокиль используется многократно.
Краткие исторические сведения. Литье в кокили—один из древнейших способов литья. Предполагают, что племена, располагавшиеся в Причерноморье, применяли кокили для литья наконечников стрел еще в предскифское время. Скифы, унаследовавшие культура этих племен, в VIII—VII вв. до н э. применяли кокили для отливки граненых втулчатых стрел из бронзы [14]. Для получения отверстия во втулке стрелы они использовали металлический стержень, что позволяло повысить точность изделий и их качество. Применение такой технологии, вызывалось необходимостью массового изготовления точных по размерам и массе наконечников стрел для военных целей.
В XVI в. в России литьем в кокиль отливали чугунные пушечные ядра, точные по размерам и массе. Н. Н Рубцов отмечал [4] «Попытки отливать чугунные ядра в металлические формы были известны едва ли не с самых первых шагов развития чугунолитейного производства». Однако, отмечал он далее, «… высокая температура плавления чугуна делала особенно трудным изыскание материала для металлических форм, который обладал бы достаточной стойкостью и дешевизной Главное же затруднение заключалось в том, что чугунные изделия, отлитые в металлические формы, неизбежно имели отбел (закал), что вызывало дополнительные расходы на отжиг отливок и связанное с ним усложнение технологического процесса». Поэтому в первой четверти XIX в. в кокиль отливали отбеленные валки для прокатки металла, чугунные колеса вагонов с отбеленным ободом, т. е. отливки, для которых использовалось свойство чугуна «отбеливаться» при быстром охлаждении и тем самым повышать их служебные свойства.
В конце XIX — начале XX в. с появлением и промышленным освоением литейных алюминиевых и магниевых сплавов применение кокилей значительно расширяется. В наше время литье в кокиль широко используется для изготовления отливок из различных сплавов. Современные цехи и участки кокильного литья оснащены высокопроизводительным и автоматизированным оборудованием. Отечественные ученые разработали научные основы литья в кокиль [14].
Особенности формирования и качество отливок. Металлическая форма, обладает по сравнению с песчаной значительно большей теплопроводностью, теплоемкостью, прочностью, практически нулевыми газопроницаемостью и газотворностью. Эти свойства материала кокиля обусловливают рассмотренные ниже особенности его взаимодействия с металлом отливки.
1. Высокая эффективность теплового взаимодействия между отливкой и формой: расплав и затвердевшая отливка охлаждаются в кокиле быстрее, чем в песчаной форме, т. е. при одинаковых гидростатическом напоре и температуре заливаемого расплава заполняемость кокиля обычно хуже, чем песчаной формы. Это осложняет получение в кокилях отливок из сплавов с пониженной жидкотекучестью и ограничивает минимальную толщину стенок и размеры отливок. Вместе с тем повышенная скорость охлаждения способствует получению плотных отливок с мелкозернистой структурой, что повышает прочность и пластичность металла отливок. Однако в отливках из чугуна, получаемых в кокилях, вследствие особенностей кристаллизации часто образуются карбиды, феррито-графитная эвтектика, отрицательно влияющие на свойства чугуна: снижается ударная вязкость, износостойкость, резко возрастает твердость в отбеленном поверхностном слое, что затрудняет обработку резанием таких отливок и приводит к необходимости подвергать их термической обработке (отжигу) для устранения отбела.
2. Кокиль практически неподатлив и более интенсивно препятствует усадке отливки, что затрудняет извлечение ее из формы, может вызвать появление внутренних напряжений, коробление и трещины в отливке.
С другой стороны, неподатливая форма не деформируется под действием увеличения объема некоторых расплавов при кристаллизации из-за предусадочного расширения, например, чугуна в результате выделения графита. В итоге уменьшается опасность формирования, затем усадочной пористости.
При литье в кокиль отсутствуют погрешности, вызываемые упругими и остаточными деформациями песчаной формы, снижающими точность ее рабочей полости и соответственно отливки. Размеры рабочей полости кокиля могут быть выполнены значительно точнее, чем песчаной формы. Поэтому отливки в кокилях получаются более точными. Точность отливок в кокилях обычно соответствует 5…9-му классам для отливок из цветных сплавов и 7…11-му классам для отливок из черных сплавов (ГОСТ 26645-85). При этом наибольшая точность возможна для размеров, расположенных в одной части формы. Точность размеров, расположенных в двух и более частях формы, а также оформляемых подвижными частями формы, ниже. Точность отливок по массе примерно на 1 класс выше, что обеспечивает возможность уменьшения припусков на обработку резанием.
3. Физико-химическое взаимодействие металла отливки и кокиля минимально, что способствует повышению качества поверхности отливки. Отливки в кокиль не имеют пригара. Шероховатость поверхности отливок определяется составами облицовок и красок, наносимых на поверхность рабочей полости формы, и соответствует Rz = 40…10 мкм, но может быть и меньше.
4. Кокиль практически газонепроницаем, но и газотворность его минимальна и определяется в основном составами огнеупорных покрытий, наносимых на поверхность рабочей полости. Однако газовые раковины в кокильных отливках — явление не редкое. Причины их появления различны, но в любом случае расположение отливки в форме, способ подвода расплава и вентиляционная система должны обеспечивать удаление воздуха и газов из кокиля при заливке.
Эффективность производства и область применения. Эффективность производства отливок в кокиль, как, впрочем, и других способов литья, зависят от того, насколько полно и правильно инженер-литейщик использует преимущества этого процесса, учитывает его особенности и недостатки в условиях конкретного производства.
Ниже приведены преимущества литья в кокиль.
1. Повышение качества отливки, обусловленное использованием металлической формы, повышение стабильности показателей качества: механических свойств, структуры, плотности, шероховатости, точности размеров отливок.
2. Использование в металлических формах разовых песчаных стержней существенно расширяет возможности способа в производстве фасонных отливок со сложными внешними и внутренними поверхностями.
3. Повышение производительности труда в результате исключения трудоемких операций смесеприготовления, формовки, очистки отливок. Поэтому использование литья в кокили, по данным различных предприятий, позволяет в 2…3 раза повысить производительность труда в литейном цехе, снизить капитальные затраты при строительстве новых цехов и реконструкции существующих за счет сокращения требуемых производственных площадей, расходов па оборудование, очистные сооружения.
4. Устранение вредных операций выбивки форм, очистки отливок от пригара, их обрубки, общее оздоровление и улучшение условий труда, меньшее загрязнение окружающей среды.
5. Механизация и автоматизация процесса изготовления отливки, обусловленная многократностью использования кокиля. При литье в кокиль устраняется процесс изготовления литейной формы, остаются лишь сборочные операции: установка стержней, соединение частей кокиля и их крепление перед заливкой, которые легко автоматизируются. Вместе с тем устраняется ряд возмущающих факторов, влияющих на качество отливок при литье в песчаные формы, таких, как влажность, прочность, газопроницаемость формовочной смеси, что делает процесс литья в кокиль более управляемым. Для получения отливок заданного качества легче осуществить автоматическое регулирование технологических параметров процесса. Автоматизация процесса позволяет изменить характер труда литейщика оператора, управляющего работой таких комплексов.
Литье в кокили имеет и недостатки.
1. Высокая стоимость кокиля, сложность и трудоемкость его изготовления. Стоимость кокиля возрастает при получении отливок с поднутрениями, для выполнения которых необходимо усложнять конструкцию формы -делать дополнительные разъемы, использовать вставки, разъемные металлические или песчаные стержни.
2. Ограниченная стойкость кокиля, измеряемая числом годных отливок, которые можно получить в данном кокиле (см. табл. 2.3). От стойкости кокиля зависит экономическая эффективность процесса особенно при литье чугуна и стали, и поэтому повышение стойкости кокиля является одной из важнейших проблем технологии кокильного литья этих сплавов.
3. Отрицательное влияние высокой интенсивности охлаждения расплава в кокиле по сравнению с песчаной формой. Это ограничивает возможность получения тонкостенных протяженных отливок, а в чугунных отливках дополнительно приводит к отбелу поверхностного слоя, ухудшающему обработку резанием; вызывает необходимость термической обработки отливок.
4. Неподатливый кокиль приводит к появлению в отливках напряжений, а иногда к трещинам.
5. Использование в кокиле большого количества песчаных стержней снижает точность получаемых отливок и повышает в этих местах шероховатость поверхности отливок.
Преимущества и недостачи этого способа определяют рациональную область его использования: экономически целесообразно вследствие высокой стоимости кокилей применять этот способ литья только в серийном или массовом производстве. Серийность при литье чугуна должна составлять более 20 крупных или более 400 мелких отливок в год, а при литье алюминиевых — не менее 400…700 отливок в год.
Эффективность литья в кокиль обычно определяют в сравнении с литьем в песчаные формы Экономический эффект достигается благодаря устранению формовочной смеси, повышению качества отливок, их точности, уменьшению припусков на обработку, снижению трудоемкости очистки и обрубки отливок, механизации и автоматизации основных операций и, как следствие, повышению производительности и улучшению условии труда.
Таким образом, литье в кокиль с полным основанием следует отнести к трудо- и материалосберегающим, малооперационным и малоотходным технологическим процессам, улучшающим условия труда в литейных цехах и уменьшающим вредное воздействие на окружающую среду.