15:58 Конструкция пресс-форм для литья под давлением, особенности проектирования. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Технологичность элементов конструкции рабочей полости пресс-форм
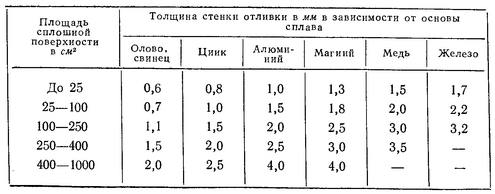
Таблица. 1.
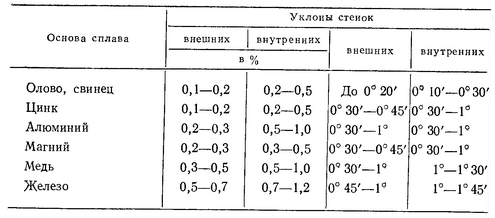
Рекомендуемые уклоны стенок отливок приведены в табл. 2.
Уклоны должны быть предусмотрены в конструкции детали отливки. Уклоны на подвижных стержнях даются больше, чем на неподвижных, так как они извлекаются до раскрытия пресс-формы, когда металл еще не полностью закристаллизовался. Таблица. 2.
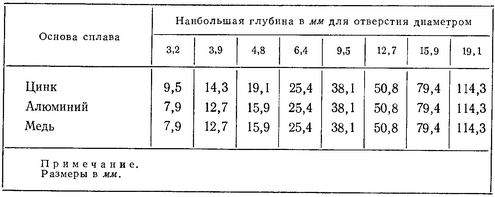
 7. Располагать ребра, стенки и приливы для избежания коробления отливок симметрично. 8. Применять плавные закругления и галтели у пересекающихся стенок, бобышек и ребер, обеспечивающих спокойное и хорошее заполнение рабочей полости пресс-формы. Когда отношение площадей двух рядом расположенных сечений равно 1: 2, переход нужно выполнять в виде галтелей. При более резком увеличении толщины стенки переход от одного сечения к другому необходимо выполнять с соблюдением конусности не выше 1: 4. Сопряжение пересекающихся стенок следует выполнять в виде галтели с радиусом, равным трети суммы толщины сопрягаемых стенок. Минимальный радиус закругления для внутренних углов равняется 1 мм. 9. Применять армирование отливок, что сравнительно легко осуществляется при литье под давлением. 10. Избегать впадин и пустот; выступы на внутренних стенках выполнять так, чтобы они не препятствовали удалению отливки из рабочей полости пресс-формы. 11. Добиваться простой формы стержней: не применять чрезмерно длинных и тонких стержней, разборных металлических стержней, так как это усложняет и удорожает оснастку и сам процесс работы пресс-формы. Полностью использовать возможности получения отверстий без последующей механической обработки. Диаметры выполняемых в литье отверстий зависят от сплавов, применяемых для изготовления отливок, глубины и других факторов. В США разработан стандарт для глубин отверстий отливок, получаемых литьем под давлением, в котором в зависимости от сплава и диаметра отверстия регламентируется его глубина (табл. 3.) Таблица. 3.
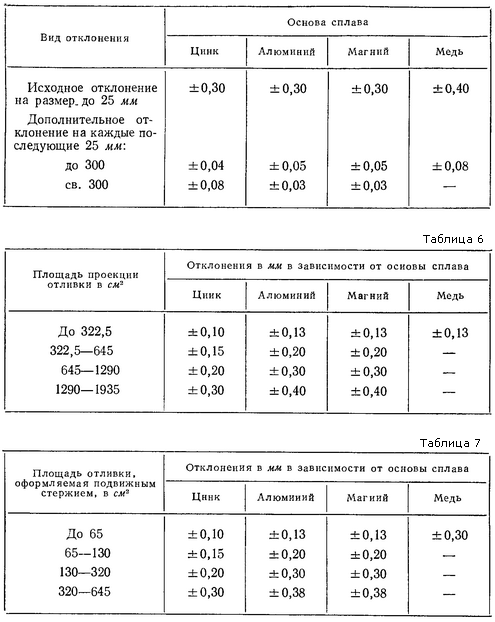
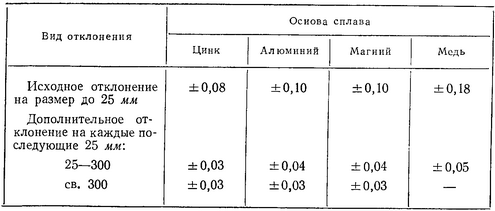
 12. Предусматривать объединение нескольких деталей в один узел без излишнего усложнения пресс-форм. 13. Не назначать отклонения размеров более жесткие, чем ±0,15% линейного размера, если это не вызывается особыми условиями. При необходимости отклонение можно доводить до ±0,05% для любого размера. Размеры до 175 мм должны иметь отклонения +0,25%. Американский институт литья под давлением (American Die-Casting Institute) разработал ряд стандартов на допуск для отливок, получаемых способом литья под давлением. Отклонения основных размеров (в мм) приведены в табл. 4. Отклонения второстепенных размеров (в мм) приведены в табл. 5. Дополнительные отклонения на размеры, оформляющие плоскостью разъема пресс-формы в разных полуформах (в мм), приведены в табл. 6. Отклонения на части отливок, которые оформляются подвижными стержнями (в мм), приведены в табл. 7. Таблица. 4.
 Путем применения специальных мероприятий можно получить более высокую точность, но стоимость отливок при этом повышается. На поле допуска большое влияние оказывает усадка металла отливок, значения которой приведены в табл. 8. Следует иметь в виду, что приведенные значения усадки являются ориентировочными, так как усадка зависит от очень многих факторов и в первую очередь от степени ее затруднения. В некоторых случаях усадки совсем нет. 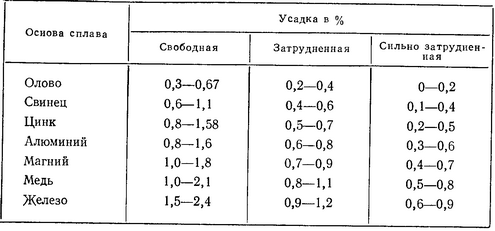 Стойкость рабочей поверхности вкладышей пресс-форм зависит от ее конструктивных элементов. Поэтому правильный их выбор при проектировании является важнейшим вопросом конструирования пресс-форм. Острые углы и резкие переходы в сопряжениях могут служить причиной возникновения трещин. Неправильно выбранный допуск или неправильно учтенная линейная усадка какого-либо размера потребует дополнительной работы по доводке пресс-формы, а в некоторых случаях большой переделки вкладышей. Неправильно выбранные зазоры между стержнем и вкладышем, между толкателем и вкладышем, а также между камерой прессования и наконечником плунжера могут привести к нарушению ритма работы машины. Кроме рабочей полости, во вкладышах изготовляется литниковая система для подвода жидкого металла и вентиляционная система для удаления воздуха из рабочей полости пресс-формы. Литниковая и вентиляционная системы оказывают большое влияние на качество получаемых отливок, поэтому выбор их конструктор должен согласовать с технологами-литейщиками. Применяемые глубины вентиляционных каналов обычно находятся в следующих пределах:
Предлагают глубину каналов делать равной 0,20—0,30 мм, что является неправильным, так как уже при глубине 0,20 мм жидкая сталь (даже без перегрева) проходит через каналы. При заливке металла, имеющего кашеобразное состояние, приведенные верхние пределы глубин вентиляционных каналов могут быть увеличены на 20—30%. Особенности проектирования пресс-форм
При проектировании пресс-форм особое внимание следует обращать на особенности пресс-форм для литья под давлением черных металлов, так как этот процесс еще только осваивается. Некоторые из указанных ниже особенностей будут справедливы и для литья бронзы. Основные особенности литья под давлением черных металлов следующие:
1. Пресс-формы следует проектировать только в виде блок-форм даже при массовом производстве отливок, так как вкладыши быстро выходят из строя. Один блок может быть использован для изготовления многих деталей. 2. Вкладыши нужно проектировать целиковые без кусков — вставок. Применение отдельных вставок приводит к быстрому выходу вкладышей из строя из-за смятия в стыках и появления большого облоя, который нарушает ритм работы машины ввиду трудности удаления отливок из рабочей полости пресс-форм. 3. Радиусы закруглений в углах по сравнению с алюминиевыми сплавами во избежание быстрого появления трещин в острых углах должны быть увеличены. 4. Выталкивание отливок предпочтительнее осуществлять плитой. 5. Выталкиватели следует применять ступенчатые, особое внимание необходимо обращать на выбор оптимально допустимых зазоров. 6. Предусматривать возможность быстрой замены выталкивателей и стержней и иметь запасные. 7. Сечение впускного отверстия для металла необходимо увеличить по сравнению с алюминиевыми сплавами по толщине и ширине. Для плоских деталей типа пластин толщина литникового канала в месте подвода должна быть равна телу отливки с небольшим пережимом для указания места отрезки, а на противоположном конце она должна быть в 1,5—2 раза толще. Такие размеры литникового канала обеспечивают лучшие условия для питания отливки. 8. Пресс-формы должны иметь подогрев индукционными или электрическими нагревателями сопротивления. 9. Для повышения стойкости вкладышей необходимо предусматривать обязательный промежуточный отпуск их для снятия напряжений как при литье стали, так и при литье бронзы и латуни. При этом температура применяемого отпуска должна быть на 30 — 50 °С ниже основного отпуска, применяемого для вкладышей, а продолжительность отпуска должна быть более 6 ч с последующим медленным охлаждением. Интервал между отпусками зависит от многих факторов, но он должен быть таким, чтобы первый и последующие отпуски проводились до начала появления трещин. Это мероприятие повышает стойкость вкладышей в 1,5—3 раза. Пресс-формы для литья под давлением высокотемпературных сплавов быстрее выходят из строя, поэтому выбор стойких материалов для вкладышей, а также выбор наиболее оптимального режима эксплуатации пресс-форм нужно предусматривать еще при их проектировании. Пресс-форма для литья корпуса гайковерта
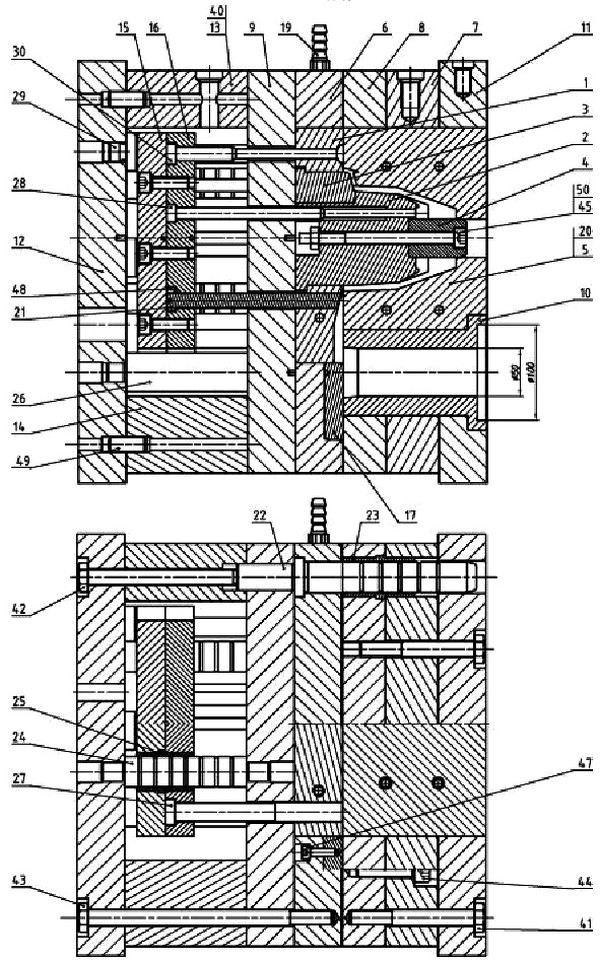 Спецификация.
Пресс-форма 0513 - 1007
Важным вопросом при литье цветных сплавов является определение исполнительных размеров элементов пресс-форм вследствие нестабильности линейной усадки. Свободная линейная усадка алюминиевых сплавов, как видно из табл. 8, находится в пределах от 0,8 до 1,6%, а затрудненная — от 0,3 до 0,8%. Колебания усадки зависят от применяемой марки сплава, изменения химического состава сплава в процессе разливки, степени насыщения жикого металла газами в процессе его плавки и разливки; температуры металла, поступающего в рабочую полость, температуры подогрева пресс-форм, способа ведения процесса (обычный, вакуумный, кислородный), степени затруднения усадки со стороны рабочей полости и др. В настоящее время почти все машины для литья под давлением работают по полуавтоматическому циклу. Химический состав сплава, содержание газов, температуры подогрева пресс-форм и металла, поступающего в рабочую полость, при этом процессе не контролируются. Следовательно, изменить колебания усадки от указанных выше факторов очень трудно, а в зависимости от степени затруднения усадки — вообще невозможно. В связи с этим размеры рабочей полости задаются с учетом последующей доводки, которая иногда занимает очень много времени. Нормализация деталей и узлов пресс-формы
Процесс изготовления пресс-форм для литья под давлением является трудоемким. На изготовление пресс-форм весом 13—20 т затрачивается 10 000—15 000 чел-ч. Самые крупные пресс-формы весят 30—45 т. Такие пресс-формы изготовляют более года. Сущность нормализации пресс-форм сводится к ограничению числа их конструкций. Нормализуются выталкиватели, стержни, плиты, направляющие колонки и втулки, ползуны, фиксаторы, замки, упоры, вкладыши, приводы выталкивателей и стержней, постаменты, гидравлические стержнедержатели, блоки и отдельные узлы. Нормализуются также стаканы, наконечники, пятки и литниковые втулки. Нормализация стаканов, камер сжатия и наконечников плунжера предусматривает не только первоначальные размеры, но также и ремонтные размеры. Например, для машин некоторых моделей предусматривается возможность шестикратного использования стаканов и наконечников.
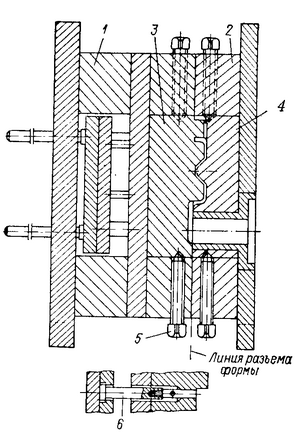
При разработке универсальных сборных форм учитывались следующие конструктивные особенности:
Конструкция блоков для одноразъемных пресс-форм мало отличается от ранее созданных блоков.
Блоки для многоразъемных пресс-форм предусматривают возможность дополнительного разъема, перпендикулярного разъему с любой из трех или четырех сторон. Движение боковых ползунов обеспечивается наклонными клиньями. В плитах предусматриваются отверстия для прямоугольных вкладышей. Специальными в этих пресс-формах являются только вкладыши и плиты, в которых устанавливаются стержни; они вместе со стержнями крепятся к ползунам болтами или штифтами. Для получения сложной отливки при использовании универсального блока требуется изготовить только оформляющие вкладыши и стержни. Отпадает необходимость в изготовлении плит, приводов стержней и привода выталкивателей. Отличительной особенностью созданных блоков и всей системы нормализации является то, что блоки имеют сборную конструкцию. Это обеспечивает возможность применения большого количества вариантов одних и тех же конструкций с разными толщинами плит, с различным ходом выталкивания и с различной длиной хода боковых стержней. Элементы блоков собраны в простейшие узлы. Один и тот же узел имеет определенное количество вариантов в зависимости от предусмотренного числа плит разной высоты, длины стержней, хода и т. д. По принятой системе в универсальных сборных формах предусмотрены следующие узлы:
1. Узел крепления неподвижной плиты. Для обеспечения возможности установки пресс-форм на различные машины предусмотрена унификация их крепления. Крепление плиты по конструкции выполнено двух типов — для машин с вертикальной и горизонтальной камерой прессования. Для машин с вертикальной камерой прессования предусмотрена унификация литниковых втулок и т. д. 2. Узел неподвижных плит. В одной разъемной пресс-форме узел собирается из неподвижной плиты, имеющей отверстие под оформляющий вкладыш, литниковой втулки, четырех направляющих колонок, рым-болта для подъема пресс-формы и кожуха, предохраняющего рабочего от брызг металла при запрессовке. Варианты сборок плит зависят от толщин неподвижных плит, размеров вкладышей, количества гнезд (отверстий под вкладыши), длины направляющих колонок и от типа машины. Длина направляющих колонок, в свою очередь, зависит от высоты подвижных плит. Этот узел в многоразъемных и одноразъемных пресс-формах имеет аналогичную конструкцию. 3. Узел подвижных плит. Варианты сборок плит зависят от толщины подвижных плит, размеров вкладышей и длины хода боковых стержней, так как в зависимости от этого меняются ползуны и упоры для них. 4. Узел подкладных плит. Этот узел имеет отверстия под вкладыши и выступающую часть направляющих втулок, установленных в подвижной плите, и направляющие колонки плит толкателей. Все плиты выполняются толщиной 30 мм, а варианты сборок их зависят только от габаритных размеров и количества гнезд. 5. Узел стойки. Узел состоит из стойки и запрессованных в нее двух шпилек, обеспечивающих правильное взаимное расположение подкладных плит и плит крепления. Количество вариантов стоек зависит от размеров плит и длины хода выталкивателей. 6. Узел плит выталкивателей. Для обеспечения нормальной работы без перекосов всей системы выталкивания плиты выталкивателей перемещаются по четырем направляющим колонкам. Выталкиватели во вкладышах установлены свободно с зазором в 0,5 мм. Число вариантов узла плит выталкивателей зависит от размеров, конфигурации и количества гнезд в пресс-форме. Толщина плит выталкивателей устанавливается постоянной для всех пресс-форм. 7. Узел плиты съема. Этот узел состоит из подкладной плиты, выталкивателей, имеющих отверстия для вкладышей, и четырех упоров. Толщина плит съема и высота упоров постоянные. Число вариантов зависит только от габаритных размеров пресс-формы. 8. Плита крепления. Плита имеет отверстия под вкладыши и пазы для крепления пресс-формы к постаменту машины. Толщина плит для всех пресс-форм постоянная. Возможность использования для разных конструкций пресс-форм одних и тех же узлов является одним из важнейших преимуществ системы универсальных сборных форм (УСФ). Изготовленные узлы, установленные по типоразмерам, хранятся в стеллажах. Отдельно хранятся и собранные оформляющие вкладыши и все специальные детали пресс-форм. Сборка их осуществляется наладчиком литейного цеха. Так как посадочные размеры всех вкладышей выполняются по скользящей и ходовой посадке 3-го класса точности системы отверстий, то сборка, как правило, никаких затруднений не вызывает. Сборка производится по технологической карте. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Источник: И.И.Горюнов, Пресс-формы для литья под давлением, Справочное пособие, Л., "Машиностроение", 1973, 256с. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ссылка: http://lmx.ucoz.ru/blog/2012-03-15-161 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Категория: Штампы и пресс-формы | Просмотров: 9936 | | |
| Всего комментариев: 0 | |