23:52 Конструкция и материал пресс-форм для литья под давлением. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Классификация пресс-форм
На нормализованные детали, узлы, механизмы и конструкции пресс-форм составляются заводские или отраслевые нормали, а на унифицированные- разные другие технические документы. Вкладыши имеют заплечики для крепления их специальными болтами нли крепежными планками специального профиля.
Выталкивание отливок в них осуществляется поршнем плунжера. Наряду с простейшими изготовляются пресс-формы различной степени сложности вплоть до уникальных, имеющих большое количество стержней, расположенных параллельно и перпендикулярно плоскости разъема пресс-форм, механизмы автоматического регулирования температуры и другие механизмы. Трудоемкость изготовления и стоимость таких пресс-форм очень высоки. Унифицированные и нормализованные пресс-формы более экономичны и производительны, поэтому они постепенно вытесняют обычные неунифицированные. Унифицированные и нормализованные пресс-формы применяются при массовом и мелкосерийном производствах, где в одном блоке отливается несколько наименований деталей, для каждой из которых изготовляются свои вкладыши или пакеты; по мере их износа они заменяются дублерами. Унификация и нормализация пресс-форм производится практически на всех заводах, занимающихся литьем под давлением, поэтому существует несколько направлений по конструктивному их оформлению и по терминологии. По имеющейся классификации можно выделить следующие группы пресс-форм:
Например, пресс-формы для изготовления деталей, имеющих резьбу, можно классифицировать по следующим признакам:
Пресс-формы для изготовления деталей при мелкосерийном производстае при групповой технологии разделяются по габаритам - площади проекции отливки на поверхность разъема пресс-формы; по подводу литника к отливке; по типу съема отливки из пресс-формы; по поверхности разъема отливки.
По высоте и ширине пресс-формы изготовляются с размерами до 4000 х 4000 мм, третий размер зависит от допустимого хода машины и размера отливки в этом направлении. Максимальный вес отливок, получаемых литьем под давлением, находится в пределах 25-45 кг, но известны и более тяжелые армированные отливки, вес которых за счет арматуры достигает 75 кг. Самая крупная прессформа размерами 3700 х 3680 х 1070 мм и весом 30 000 кг была изготовлена в США для отливки блока 6-цилиндрового двигателя. Пресс-формы в зависимости от количества отливок, изготовляемых в ней, разделяются на одногнездные и многогнездные (в некоторых пресс-формах изготовляется до 50 и более мелких отливок). В зависимости от способа подогрева и охлаждения пресс-формы изготовляются как с регулированием температуры (автоматическим и полуавтоматическим), так и без регулирования температуры. Автоматическое регулирование температуры пресс-форм возможно при использовании жидких теплоносителей, в том числе и металлических, или электрических нагревателей, применяемых совместно с водяным охлаждением. Полуавтоматическое регулирование температуры осуществляется с помощью электрических и других нагревателей. Пресс-формы изготовляются с автоматическим, полуавтоматическим или ручным приводами для съема отливок и извлечения стержней из отливки. Автоматический привод, использующий ход машины, применяется для съема отливок плитой или выталкивателями. Для крепления подвижной части пресс-формы и фиксации системы выталкивателей иногда используются постаменты. Автоматические приводы для съема стержней подразделяются на механические и гидравлические. Механические приводы могут быть с наклонным клином, наклонным плоским клином, изогнутыми штырями, копирующими устройствами и другими механизмами. Полуавтоматический гидравлический привод предусматривает ручное управление. В качестве ручных применяются винтовые, рычажные, эксцентриковые, с зубчатыми колесами и другие приводы. Пресс-формы в зависимости от основы сплавов, применяемых для изготовления отливок, имеют особенности в оформлении рабочей полости и в конструкции приводов выталкивателей и стержней. По способу изготовления вкладышей, оформляющих внешние контуры отливки, пресс-формы очень разнообразны. Вкладыши изготовляются преимущественно механической обработкой из проката или поковок, но в последние годы применяются вкладыши, изготовляемые также другими способами: холодным выдавливанием, литьем по выплавляемым моделям, литьем под давлением и др. По расположению рабочей полости для оформления внешних контуров отливки различают пресс-формы с расположением отливок только в матрице, только в пуансоне или в пуансоне и матрице. В последнее время внедряются пресс-формы с удалением литников и облоя в процессе съема отливки, с автоматической очисткой рабочей полости и автоматическим нанесением на нее смазки, так называемые автоматические комплексы. Детали пресс-формы по их назначению можно разделить на следующие группы:
Детали групп II и III определяют работоспособность пресс-форм. Конструкции этих деталей и качеству материалов, применяемых для их изготовления, необходимо уделять самое большое внимание. Детали, соприкасающиеся с жидким металлом
Детали, соприкасающиеся с жидким металлом, можно разделить на детали формообразующие, или оформляющие контуры отливки и на детали металлопровода. Формообразующие детали (вкладыши, стержни, выталкиватели), оформляющие отливку, являются основой пресс-формы. Эти детали определяют внешние контуры отливки, ее качество- шероховатость поверхности и точность размеров. Вкладыши
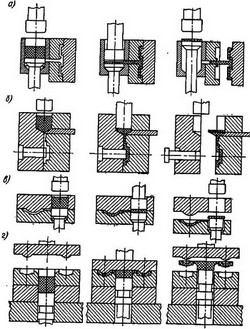
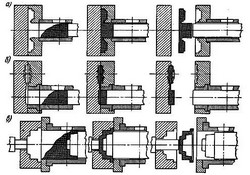
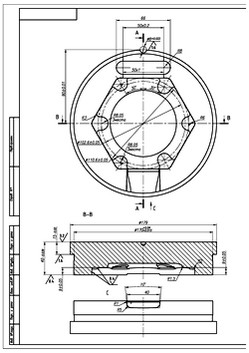
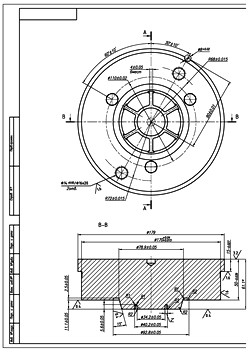
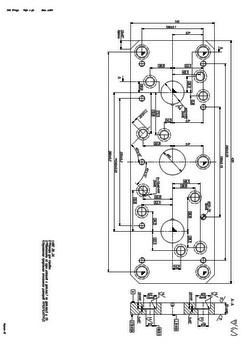
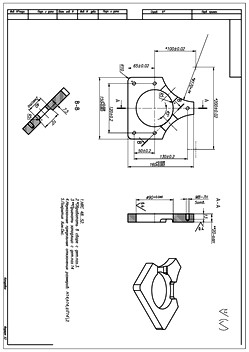
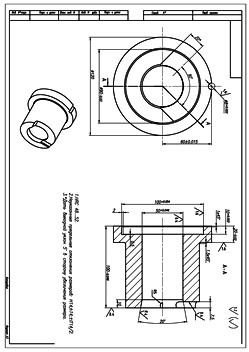
Формирование внешних контуров отливки происходит во вкладышах. Стойкость вкладышей определяет стойкость пресс-форм, а следовательно, и рентабельность производства и стоимость отливок. Вкладыши изготовляются из высоколегированных и легированных сталей. Выбор материалов для вкладышей, режимов термической обработки, эксплуатации является важнейшим вопросом, определяющим работоспособность вкладышей. Вкладыши чаще всего имеют прямоугольный или круглый профиль. Габаритные размеры вкладышей устанавливаются исходя из размеров отливки. Расстояние от рабочей полости до края вкладыша принимается не менее 15-20 мм. Толщина тела вкладыша, учитывая необходимость достаточного посадочного места для стержней и возможных кусков - вставок, принимается равной глубине оформляющей тело отливки плюс 15-20 мм. Меньшая толщина тела вкладыша, особенно при литье высокотемпературных сплавов, может приводить к возникновению трещин в тонких сечениях. 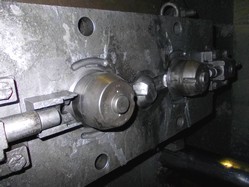  Фото. 1. Пресс-форма (подвижная - слева и неподвижная - справа полуформы) для литья под давлением на машине с горизонтальной холодной камерой прессования (изначально - с вертикальной холодной камерой прессования; доработанная) Как было показано на рис. 2, расположение отливок во вкладышах может быть симметричным - одновременно во вкладыше матрицы и пуансона, и несимметричным - только во вкладыше пуансона или в матрице. Для удобства удаления отливок, особенно сложной конфигурации, в большинстве случаев отливку располагают в пуансоне (подвижной части пресс-формы). Крепление вкладышей в плитах осуществляется различными способами. Плиты для крепления вкладышей могут иметь сквозные и несквозные отверстия. В плитах со сквозными отверстиями крепление вкладышей осуществляется буртами толщиной 8-12 мм.. При быстросменных вкладышах их крепление производится болтами. В плитах с несквозными отверстиями вкладыши крепятся болтами со стороны плиты матрицы и пуансона. 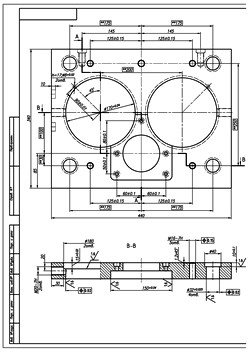 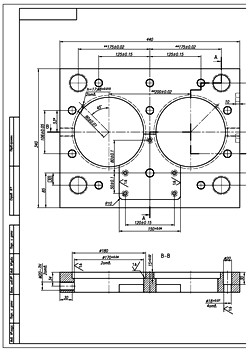 Рис.3. Неподвижная - слева и подвижная - справа обоймы 2-у гнездовой пресс-формы для литья металлов под давлением При изготовлении отливок из высокотемпературных сплавов простейшие пресс-формы состоят из вкладышей, направляющих колонок, втулок и специальных крепежных планок. Вкладыши крепятся в подвижной и неподвижной матрицах, а те, в свою очередь, устанавливаются в соответствующие им обоймы. Закрепление вкладыша осуществляется через бурт толщиной и шириной около 30 мм. Крепежная планка имеет специальный профиль с привареиными проушинами для болтов. Конструкция обойм (подвижная и неподвижная) для крепления в них матриц приведена на рис. 3. Конструкция матрицы для сложной рабочей полости пресс-формы и установки в нее вкладышей приведена на рис. 4. Отливки располагаются в двух матрицах симметрично. В подвижной матрице имеются канавки, а в центре рабочей полости звездообразные и кольцевая канавки, каждая канавка образовывает бобышку. Поверхность рабочей полости вкладышей изготовлялась по 8-му классу чистоты (ГОСТ 2789-73), плоскость разъема и отверстие для литниковой втулки камеры прессования - по 7-му классу, посадочные плоскости- по 6-му классу. Внешние размеры вкладышей для посадки их в гнезда плит матрицы и пуансона, а также сами гнезда изготовлены по 3-му классу точности. К точности размеров отливок требования не предъявлялись, поэтому они были выполнены по 7-му классу точности. Однако в ряде случаев отливки способом литья под давлением, например для цинковых сплавов, необходимо получать по 2-3-му классам точности и 8-10-му классам чистоты. Для получения такой точности требуется дополнительная доводка вкладышей пресс-формы. С повышением температуры плавления сплавов, применяемых для изготовления отливок, с увеличением сложности отливки получить высокую точность и высокую чистоту их поверхности становится труднее. Отливки из алюминиевых сплавов обычно получают с учетом износа вкладышей пресс-форм по 4- 5-му классам точности и с чистотой поверхности по 5-6-му классам. Для получения указанной точности размеры во вкладыше необходимо изготовить по 2-3-му классам, а чистоту поверхности рабочей полости отполировать до 9-го класса при тщательной доводке вкладышей.
Стержни
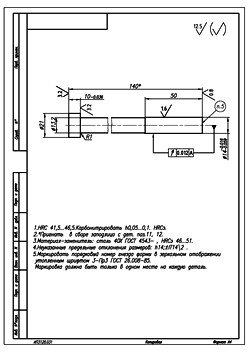
Внутренние полости отливок оформляют стержни, а иногда их устанавливают для уменьшения пористости и мелких раковин в отливках с целью повышения прочности деталей. Стержни в процессе работы испытывают большие тепловые, гидродинамические и термамеханические нагрузки. Жидкий металл, охватывающий стержень по всей окружности, затрудняет отвод тепла и поэтому стержни нагреваются до более высокой температуры, чем вкладыши. Кроме того, стержни, являющиеся преградой для движения струи жидкого металла, воспринимают гидродинамический удар с дополнительным выделением тепла за счет превращения кинетической энергии в тепловую. Гидродинамический удар увеличивает давление жидкого металла на стержень в 1,5-2 раза.
Выталкиватели
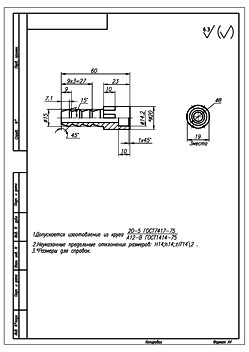
Чаще всего применяются цилиндрические-ступенчатые выталкиватели, на которые на ряде заводов имеются нормали, предусматривающие унификацию диаметра цилиндра, его длины и диаметра головки. Унификация выталкивателей позволяет подготовить их для работы заранее, а после выхода из строя переточить на меньший диаметр. Крепление выталкиваелей производится так же, как и стержней - буртом, прижимаемой специальной плитой. Для надежной работы выталкивателей длина их направляющей части должна быть не менее 20 мм. Рабочая часть выталкивателей изготовляется по скользящей посадке 2-3-го классов точности. Зазор между выталкивателем и отверстием во вкладыше выполняют в пределах 0,08-0,1 мм, а иногда до 0,2 мм. Зазор должен быть максимально допустимый, он зависит от применяемых материалов для изготовления вкладышей и выталкивателей, материалов отливок, температуры заливки, температуры подогрева пресс-форм, скорости потока жидкого металла, удельного давления на стенки рабочей полости и других факторов. Поэтому рекомендации, указанные выше, являются ориентировочными, а вопрос о выборе зазора решается в зависимости от конкретных условий. Отверстия под головки выталкивателей в плите выполняются на 1 мм больше диаметра головки. Цилиндрический ступенчатый выталкиватель показан на рис. 6. Выталкиватели прямоугольные, овальные и других фасонных профилей в нерабочих местах изменяют на круглые с тем, чтобы отверстия для их крепления можно было бы сверлить. Трубчатые и сегментные выталкиватели применяют при изготовлении отливок типа втулок или отливок, имеющих приливы в виде втулок. Детали металлопровода
*матрица - неподвижная полуформа пресс-формы, через который поставляется или подводят металл к оформляющей полости пресс-формы;
*пуансон - подвижная часть пресс-формы, которая принимает жидкий металл и после затвердевания и охлаждения извлекает из своей полости отливку.
Посадочные размеры выполняются по 3-му классу точности. В некоторых случаях через рассекатель пропускают выталкиватель для съема отливки. Иногда в цилиндрической части рассекателя делают небольшую выемку для более надежного извлечения отливки из матрицы. В этом случае в рассекатель устанавливают выталкиватель. При съеме отливок плитой рассекатель крепится в задней плите. В незакаленных плитах ставят закаленные втулки. В некоторых случаях рассекатель может заменять стержень. Для справки
Таблица. 1. Марки отечественной стали для прессформ и ее зарубежные аналоги
Читать... И.И.Горюнов, Пресс-формы для литья под давлением, Справочное пособие, Л., "Машиностроение", 1973, 256с. .DjVu Примечание: Для просмотра в браузере файлов DjVu скачайте и установите на свой компьютер плагин DjVu Browser Plug-in (Free-download) от Caminova, Inc. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Категория: Штампы и пресс-формы | Просмотров: 10936 | | | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Всего комментариев: 0 | |