06:33 Определение параметров литейного процесса. |
Технологический цикл литья под давлением состоит из процессов заполнения и подпрессовки. Продолжительность заполнения пресс-формы определяется процессом теплообмена между заливаемым сплавом и самой пресс-формой.
Продолжительность заполнения, обеспечивающую свариваемоеть отдельных потоков металла, определяют из условия, что температура металла в наиболее удаленном от питателя месте не должна падать ниже температуры окончания затвердевания отливки, т. е. ниже температуры солидуса. Если предположить, что сплошной или дисперсный поток последовательно заполняет оформляющую полость, распространяясь по ней от места удара свободной струи, то в зависимости от характера потока продолжительность заполнения можно рассчитать по формулам: Для сплошного потока
 ...........................................................................................................
В реальных условиях создание сплошного потока возможно только для отливок простой конфигурации, не имеющих локальных утолщений и резких переходов.
При этом толщина питателя должна быть равной толщине стенки отливки в наиболее толстом сечении, а скорость впуска металла не должна превышать 0,5 м/с. При заполнении формы твердожидким сплавом возможно сохранение ламинарного движения при скоростях потока до 10—12 м/с. ..........................................................................................................
Для дисперсного потока
 В частном случае для эвтектических сплавов
 Чаще всего приходится иметь дело с заполнением турбулентными и дисперсными потоками. Поскольку реальные отливки сложной конфигурации имеют локальные утолщения, резкие переходы, отверстия и окна различной формы, нарушающие свободное продвижение потока в полости формы, осуществить дисперсное заполнение практически невозможно. При скоростях впуска 20 м/с и более невозможно осуществить и турбулентное заполнение, так как происходит разрушение свободной струи. Особенно сильное разрушение струи наблюдается в тех случаях, когда скорость прессования и давление в процессе впуска возрастают. Такие режимы заполнения возможны при литье под давлением на машинах с горячей камерой прессования. Возможно нарушение сплошности впускной струи даже при постоянных условиях истечения. Такое нарушение объясняется возникновением в свободной струе возмущающих сил. Один из видов разрушения впускной струи связан с взаимодействием сил инерции и поверхностного натяжения сплава, обусловливающих возникновение поперечных волновых колебаний (зафиксированных скоростной киносъемкой при скоростях 4000—5000 кадр/с). Фиксируемая длина устойчивой части впускной струи:
 Например, для алюминиевого эвтектического сплава типа АЛ2, заливаемого при температуре ~630 °С, при δпит = 1 мм зависимость длины устойчивой части струи от скорости впуска принимает вид L = 0,04Vвп. Для того же сплава, заливаемого без перегрева при температуре 590 °С, L = 0,15Vвп, т. е. устойчивость впускной струи повышается почти в 4 раза. При больших скоростях впуска (выше 40 м/с) возможен другой вид разрушения свободной впускной струи, связанный с возникновением в ней продольных синусоидальных колебаний. Возникновение таких колебаний можно объяснить тем, что сопротивление газов в полости формы становится более существенным, чем поверхностное натяжение сплава. Этому способствует недостаточная вентиляция формы, которая часто имеет место при заполнении крупногабаритных тонкостенных отливок, требующих большого количества смазывающего материала.
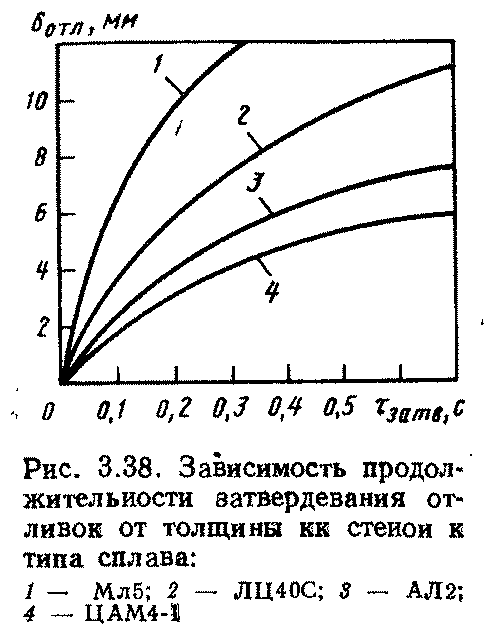
Условия движения свободной струи и возможность сохранения сплошности потока заполнения в значительной степени определяются конструкцией литниковых каналов — струя стремится к сохранению постоянной толщины только при наличии сужающейся литниковой системы. В расширяющихся литниковых системах возможно нарушение устойчивости впускной струи не только из-за волновых возмущений, но и вследствие кавитации. 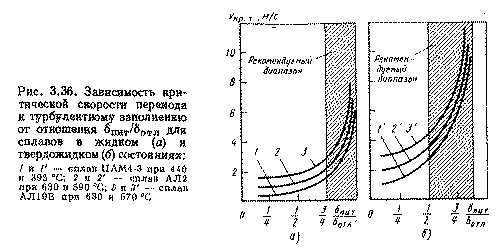 Одним из основных способов повышения устойчивости впускной струи следует считать сокращение ее длины. Питатель желательно подводить к отливке таким образом, чтобы длина устойчивой части струи не превышала значений, определяемых формулой. Если обеспечивается устойчивость впускной струи, то отливка может заполняться сплошным турбулентным потоком. Нижняя граница скорости, при которой возможно турбулентное заполнение, так называемая критическая скорость Vкр.т. турбулентного движения, подсчитывается по следующей формуле:  где Re — критерий Рейнольдса, значение которого зависит от шероховатости поверхности формы и изменяется от 2300 до 10 000; δотл —толщина стенки отливки в месте подвода питателя. Из выражения видно, что с увеличением толщины отливки критическая скорость уменьшаетея. Турбулентное заполнение приводит к захвату крупных газовых включений. Другой недостаток турбулентного заполнения — малая скорость движения потока, недостаточная для четкого оформления рельефа отливки. Турбулентное заполнение можно рекомендовать лишь для отливок достаточно простой конфигурации, изготовляемых с использованием вакуумирования или замещения газов в форме кислородом. Отливки сложной конфигурации заполняются при высоких скоростях впуска, вызывающих дисперсное раздробление впускного потока. Реальная схема заполнения таких отливок представляет собой последовательное превращение дисперсного потока, образовавшегося в месте удара впускной струи о преграду (стержень), в сплошной турбулентный гидравлический подпор. Таким образом, часть полости формы заполняется дисперсным потоком, а удаленные от питателя сечения полости — сплошным турбулентным потоком. Соотношение дисперсных и турбулентных потоков завиеит от скорости впуска, толщины отливки и сложности ее конфигурации и главном образом от числа поворотов потока в полости формы. Такая схема названа последовательным дисперсно- турбулентным заполнением и выражена в формуле П.П.Москвина  Критические скорости начала дисперсно-турбулентного заполнения определяются на основании скоростной киносъемки следующими эмпирическими формулами соответственно для цинковых, алюминиевых и магниевых сплавов: 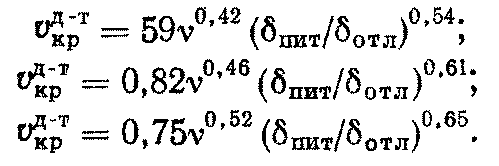 Эти формулы выведены для отливок с толщиной стенки 2—4 мм. Так как при последовательном дисперсно-турбулентном заполнении наиболее выгодным, с точки зрения захвата воздуха и газов и распределения газовой пористости, является первый этап — дисперсное движение, следует стремиться к увеличению его продолжительности. Для этой цели питатель следует подводить в наибольшую по объему полость формы, а наиболее удаленной полостью формы должен служить промывник, объем которого позволяет вывести из отливки турбулентный поток, насыщенный газами и создающий в металле, затвердевающем в промывнике, крупную газовую пористость. Продолжительность последовательного дисперсно-турбулентного заполнения определяется при условии, что дисперсный характер движения соответствует первому периоду заполнения, а турбулентный (сплошной) — второму:  Формула выведена для сплавов, затвердевающих в интервале температур кристаллизации. При заполнении формы эвтектическими сплавами значение продолжительности заполнения подсчитывается по следующей формуле:  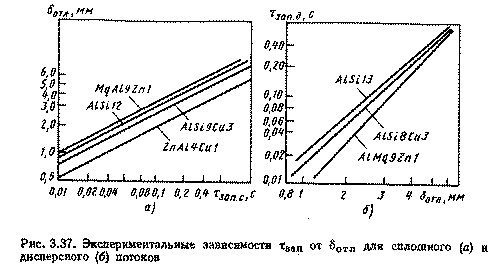 На практике часто необоснованно увеличивают продолжительность заполнения, особенно при изготовлении крупногабаритных отливок. Анализ показывает, что продолжительность заполнения зависит от вида потока, толщины отливки и не зависит от ее габаритных размеров. Результаты расчетов подтверждаются экспериментально. На рис. 3.37 показаны зависимости tзап. от δотл для различных сплавов.
Экспериментальные значения отличаются от расчетных не более чем на 20%. При литье магниевых сплавов, в отличие от алюминиевых и цинковых, на продолжительность заполнения в значительной степени влияют не только толщины отливки, но и температура пресс-формы. При определении технологического времени заполнения пресс- формы необходимо также учитывать продолжительность свободного полета впускной струи до момента ее удара о стержень или стенку. Продолжительность свободного полета впускной струи с учетом растекания определяют по формуле:  Технологически необходимая продолжительность заполнения пресс-формы обеспечивается соответствующей скоростью перемещения прессующего поршня (скоростью прессования) Vпр, которую определяют по следующей формуле:  Зависимость продолжительности заполнения пресс-формы магниевым сплавом MgA118ZnO,5MnO,4 от ее температуры. 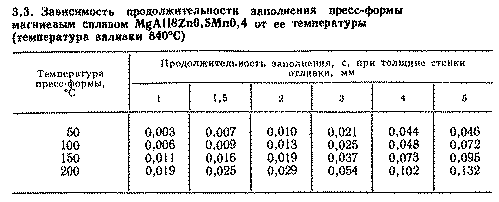 Для многогнездных пресс-форм при подсчете Vпр в формулу подставляют суммарный объем всех отливок и промывников. После окончания заполнения и до полного затвердевания отливки на металл, находящийся в полости формы, продолжает действовать давление. Этот процес называется подпрессовкой. В какой-то степени подпрессовка всегда имеет место при литье под давлением. Полное ее осуществление возможно только при создании благоприятных тепловых условий, обеспечивающих сохранение жидкотекучести металла в литниковых каналах и полости формы, особенно в наиболее тонких сечениях. Эффективность подпрессовки повышается при использовании машин с горизонтальной камерой прессования, имеющих более короткую литниковую систему и обеспечивающих наименьшие потери теплоты в ней по сравнению с машинами с вертикальной камерой прессования. Практически теплота перегрева при литье под давлением отводится от заливаемого сплава в процессе заполнения, поэтому при обеспечении направленного затвердевания отливки продолжительность действия подпрессовки будет совпадать с продолжительностью затвердевания:  В формуле подразумевается средняя температура пресс-формы за период подпрессовки. Эффективность подпрессовки, подтверждаемая повышением твердости структурных составляющих сплава, зависит от толщины стенки отливки. Графические зависимости, построенные для различных сплавов, указывают на резкое снижение технологически допустимой продолжительности затвердевания магниевых сплавов по сравнению с алюминиевыми и цинковыми сплавами. Поэтому для изготовления отливки из магниевых сплавов требуются машины с высокой скоростью перемещения поршня и малоинерционным механизмом подпрессовки.
 Для благоприятных тепловых условий заполнения формы металлом (частный случай*) следует прежде всего увеличить толщину питателя, а если это неосуществимо — повысить температуру пресс-формы и питателя. Скорость впуска и скорость прессования при условии установившегося движения связаны между собой уравнением неразрывности потока. Средняя за период заполнения формы скорость впуска определяется выражением:  где Fnp — площадь поперечного сечения прессующего поршня. Скорость V впуска в момент начала заполнения, пренебрегая потерями в камере прессования и литниковой системе, можно подсчитать, зная скорость V холостого хода преес-поршня:  Экспериментально значение скорости впуска можно определить по замеру (например, с помощью скоростной киносъемки) времени, затраченного впускной струей на преодоление расстояния от питателя до места удара.
Для тонкостенных отливок сложной конфигурации хорошие результаты дает приближенный метод расчета средней скорости впуска, разработанный П. П. Москвиным на основе опытных замеров (см. выше) Определив среднее значение скорости впуска за период заполнения и зная диаметр камеры прессования, можно с помощью выражения найти технологически необходимую среднюю скорость прессования:  Давление в потоке металла зависит от характера движения: чем выше турбулентность и дисперсность потока, тем больше давление. При входе металла в полость формы после удара впускной струи о преграду возникает гидравлический подпор. 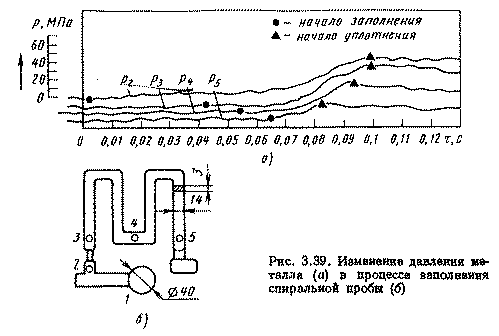 Для определения давления в гидравлическом подпоре, образующемся при турбулентном и дисперсно-турбулентном движении в полости формы, сделаем предположение, что вся вытекающая масса металла остается в подпоре. В этом случае гидродинамическое давление рпод в подпоре рассчитывается по формуле:  Расчеты по этой формуле подтверждаются экспериментальными данными.
Например, на осциллограмме (рис. 3.39), записанной при заполнении спиральной пробы видно, что по длине полости от точки 1 до точки 5 гидродинамическое давление металла значительно снижается от р2 до р6. Точки перегиба на осциллограммах означают начало и окончание заполнения того или иного участка. В конце заполнения наблюдается резкое падение давления, фиксирующее процесс уплотнения отливки при подпрессовке. Разность давлений металла в форме и камеры прессования значительна вследствие гидродинамических сопротивлений в литниковой системе. На осциллограмме видно, что заполнение литниковой системы сопровождается снижением скорости перемещения пресс-поршня на 0,2 м/с и соответствующим повышением давления рпр в камере прессования на 20 МПа по сравнению с давлением рф в форме. В конце заполнения формы зафиксирован пик давления, который происходит в момент внезапной остановки пресс-поршня в результате гидравлического удара в напорном трубопроводе механизма прессования. М.Б. Беккер, М.Л. Заславский, Ю.Ф. Игнатенко - Литье под давлением. Издание 3-е, перераб. и доп. |
| Категория: Конструирование | Просмотров: 2075 | | |
| Всего комментариев: 0 | |