19:29 Термообработка, структура и марки чугуна. |
Термическая обработка чугуна
В машиностроении применяют отливки из серого, ковкого и высокопрочного чугунов. Отливки из чугуна подвергают следующим видам термической обработки.
Низкотемпературный отжиг
Чтобы снять внутренние напряжения и стабилизировать размеры чугунных отливок из серого чугуна, применяют естественное старение или низкотемпературный отжиг. Данный отжиг проводят по следующему режиму: медленный нагрев отливок (30—180 °С/ч) до 530—620 °С, выдержка при этой температуре 3—4 ч (с момента нагрева до заданной температуры наиболее толстого сечения отливки) и медленное охлаждение вместе с печью со скоростью 10—30 °С/ч до 300—400 °С. В результате такого отжига внутренние остаточные напряжения уменьшаются на 80— 85%. Отжиг при более высоких температурах может вызвать графитизацию эвтектоидного цементита, снижение твердости и прочности чугуна. Стабильность размеров чугунной отливки обеспечивается только в том случае, если после низкотемпературного отжига проводится старение (вылеживание отливок после предварительной обработки на металлорежущих станках перед окончательной обработкой). Вариант низкотемпературного отжига.
Изделия укладывают в холодную печь (или печь с температурой 100–200 °С) и медленно (со скоростью 75–100 °С в час) нагревают до 500–550 °С.При этой температуре их выдерживают 2–5 час. и охлаждают до 200 ° С со скоростью 30–50 °С в час, а затем – на воздухе. Естественное старение
Отливка после полного охлаждения претерпевает длительное вылеживание – от 3–5 месяцев до нескольких лет.Естественное старение применяют в том случае, когда нет нужного оборудования для отжига. Этот способ в настоящее время почти не применяют, а производят главным образом низкотемпературный отжиг. Графитизирующий отжиг
При отливке изделий возможен частичный отбел серого чугуна с поверхности или даже по всему сечению.
Чтобы устранить отбел и улучшить обрабатываемость чугуна, производится высокотемпературный графитизирующий отжиг с выдержкой при температуре 900–950 °С в течение 1–4 час. и охлаждением изделий до 250–300° С вместе с печью, а затем – на воздухе. При таком отжиге в отбеленных участках цементит Fe3С распадается на феррит и графит, вследствие чего белый или половинчатый чугун переходит в серый. Как вариант
Графитизирующий отжиг применяют также для устранения отбела отливок из серого чугуна, возникающего в их тонких сечениях, или при литье в металлические формы, в связи с чем повышается хрупкость и резко снижается обрабатываемость.
При проведении данного отжига отливки нагревают до 850—950 °С в течение 2—3 ч (первая стадия графитизации) и охлаждают на воздухе до температуры 20° С или проводят вторую стадию графитизации (2—6 ч). Быстрый распад цементита объясняется повышенным содержанием в серых чугунах кремния (1,5—3%). В результате отжига устраняется отбел и структура становится перлитной, феррито-перлитной или ферритной. Графитизирующий отжиг применяют для получения ковкого чугуна из белого чугуна и для устранения отбела отливок из серого чугуна. Для получения ковкого чугуна используют белый доэвтектический чугун (2,5—3,0% С; 0,5—1,5% Si; 0,3—1,0% Мп; 0,08—0,2% Р; не более 0,12% S), в котором при отжиге происходит распад цементита с образованием графита — графитизация белого чугуна. Графитизацию при температурах выше критической можно представить следующим образом.
Цементит ---» Аустенит и графит.
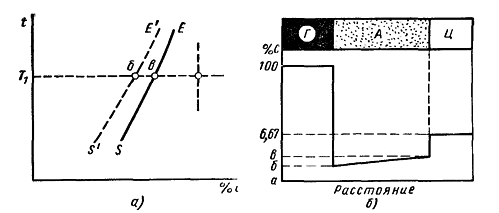
В возникающей системе из трех фаз — аустенита, графита и цементита аустенит не может одновременно находиться в равновесии с цементитом и графитом. Вследствие стремления системы к равновесию из аустенита, пересыщенного в слое, прилегающем к графиту, будет выделяться избыток углерода и включения графита будут расти (см. рис. 2).
Но так как при этом аустенит становится ненасыщенным в слое, прилегающем к цементиту, то происходит распад цементита и растворение углерода в аустените, что снова вызывает пересыщение аустенита в слое, прилегающем к графиту, и выделение из него избыточного углерода. Таким образом, распад цементита продолжается до полного его растворения в аустените, после чего между включениями графита и аустенитом состава в точке б (см. рис. 1, б) устанавливается равновесие (см. рис. 2). В результате такого распада образуется хлопьевидный графит (углерод отжига), характерный для структуры ковкого чугуна. 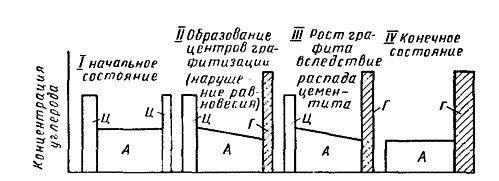 Рис. 2. Схема образования графита в ковком чугуне Ц- цементит; А - аустенит; Г- графит. На рис. 3 приведена схема отжига белого чугуна для получения ковкого чугуна. В исходном состоянии белый доэвтектический чугун имеет структуру, состоящую из перлита, вторичного и эвтектического цементита. При переходе эвтектоидного интервала температур перлит превращается в аустенит, а при повышении температуры до 950—1000 °С в аустените растворяется часть вторичного цементита и чугун имеет структуру аустенит и цементит. При выдержке при температуре 950—1000 °С происходит распад цементита (эвтектического и вторичного) и образуется структура аустенит и графит. Этот процесс называют первой стадией графитизации. 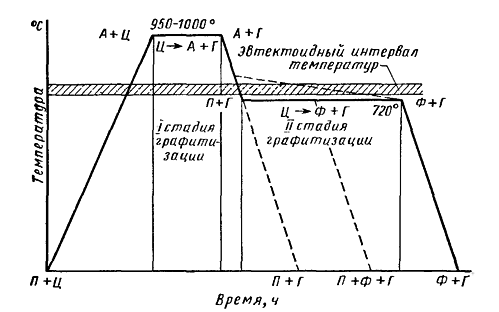 Рис. 3. Схема отжига белого чугуна для получения ковкого Если вместо ферритного ковкого чугуна требуется, чтобы структура была перлитной или феррито-перлитной, то вторую стадию графитизации (процесс охлаждения чугуна для получения структуры феррит и графит) совсем не проводят или не доводят до конца и после первой стадии графитизации или после частично проведенной второй стадии охлаждают на воздухе. В первом случае будет получаться структура перлит и графит, во втором — феррит, перлит и графит. Для сокращения времени отжига белого чугуна применяют следующие методы: модифицирование, предварительную закалку, предварительную низкотемпературную выдержку. Наиболее распространенным элементом, применяемым для модифицирования чугуна, является алюминий, добавляемый в небольшом количестве (0,01—0,02%). Отжиг с предварительной закалкой заключается в том, что белый чугун подвергают закалке с 900— 950 °С в воде или масле.
При закалке, во время мартенситного превращения, образуются многочисленные микротрещины, в которых наиболее легко зарождаются центры графитизации. Отжиг с предварительной низкотемпературной выдержкой заключается в том, что белый чугун выдерживают в течение 6— 8 ч при 350—400 °С. Число центров графитизации увеличивается, и сокращается время отжига. Если ковкому чугуну хотят придать одновременно повышенную прочность и пластичность, применяют сфероидизирующий отжиг, в результате которого получается структура зернистого перлита и графита.
Используют белый чугун с повышенным содержанием марганца (около 1%). Марганец незначительно удлиняет первую стадию графитизации, но тормозит распад цементита во второй стадии, что позволяет дать выдержку, достаточную для превращения пластинчатого перлита в зернистый. Термическая обработка ковкого чугуна
Версия графитизирующего отжига на ковкий чугун
Для отжига на ковкий чугун применяют белый чугун примерно следующего химического состава: 2,5–3,2% С, 0,6–0,9% Si, 0,3–0,4% Мn, 0,1–0,2% Р и 0,06-0,1% S.Существует 2 способа отжига на ковкий чугун:
Отливки, очищенные от песка и литников, упаковывают в металлические ящики либо укладывают на поддоне, а затем подвергают отжигу в методических камерных и других отжигательных печах. Процесс отжига состоит из двух стадий графитизации. Первая стадия заключается в равномерном нагреве отливок до температуры 950–1000 °С с выдержкой 10–25 час.; затем температуру понижают до 750– 720 °С при скорости охлаждения 70–100 °С в час. На второй стадии при температуре 750–720 °С дается выдержка 15–30 час., затем отливки охлаждаются вместе с печью до 500–400 °С и при этой температуре извлекаются на воздух, где охлаждаются с произвольной скоростью. При таком ступенчатом отжиге в области температур 950–1000 °С идет распад (графитизация) первичного, т. е. эвтектического (ледебуритного) цементита, а при температуре 750—720 °С распадаются вторичный и эвтектоидный (перлитный) цементиты. В результате отжига по такому режиму структура ковкого чугуна представляет собой зерна феррита с включениями гнезд углерода отжига – графита. Перлитный ковкий чугун получается в результате неполного отжига: после первой стадии графитизации при температуре 950–1000 °С чугун охлаждается вместе с печью; вторая стадия графитизации не проводится. Структура перлитного ковкого чугуна состоит из перлита и углерода отжига. Чтобы повысить вязкость, перлитный ковкий чугун подвергают сфероидизации при температуре 700–750 °С, что создает структуру зернистого перлита. Для ускорения процесса отжига на ковкий чугун изделия из белого чугуна подвергают закалке, затем проводят графитизацию при температуре 1000–1100 °С. Ускорение графитизации закаленных чугунов при отжиге объясняется наличием большого количества центров графитизации, образовавшихся при закалке. Это дает возможность сократить время отжига закаленных отливок до 15–7 час. Чтобы повысить прочность и износоустойчивость, ковкие чугуны подвергают нормализации или закалке с отпуском. Нормализация ковкого чугуна производится при 850–900 °С с выдержкой при этой температуре 1–1,5 часа и охлаждением на воздухе. Если после отливки заготовки имеют повышенную твердость, то их следует подвергать высокому отпуску при температуре 650–680 °С с выдержкой 1–2 часа. Иногда ковкий чугун подвергают закалке, чтобы получить более высокую прочность и износоустойчивость за счет снижения пластичности. Температура нагрева под закалку та же, что и при нормализации; охлаждение производится в воде или масле, а отпуск, в зависимости от требуемой твердости, обычно при температуре 650–680 °С. Быстрое охлаждение может производиться непосредственно после первой стадии графитизации при достижении температуры 850–880° С с последующим высоким отпуском. Для ковкого чугуна применяют закалку токами высокой частоты или кислородно-ацетиленовым пламенем, при этом может быть достигнута высокая твердость поверхностного слоя при достаточной пластичности основной массы. Метод такой закалки тормозных колодок из ферритного ковкого чугуна заключается в нагреве деталей токами высокой частоты до температуры 1000– 1100 °С с выдержкой 1–2 мин. и последующим быстрым охлаждением. Структура закаленного слоя состоит из мартенсита и углерода отжига твердостью НRС 56–60. Ковкий чугун по сравнению со сталью более дешевый материал; он обладает хорошими механическими свойствами и высокой коррозионной стойкостью. Поэтому детали из ковкого чугуна широко применяются в сельскохозяйственном машиностроении, автотракторной промышленности, станкостроении (для изготовления зубчатых колес, звеньев цепей, задних мостов, кронштейнов, тормозных колодок и пр.) и в других отраслях народного хозяйства. Ковкие чугуны маркируют буквами КЧ, означающими ковкий чугун, затем идут два числа: первое число показывает предел прочности при растяжении, второе – относительное удлинение. ГОСТом 1215-79 установлены следующие марки ковких чугунов: КЧЗО-6, КЧЗЗ-8, КЧ35-10, КЧ37-12, КЧ45-6, КЧ50-4, КЧ56-4, КЧ60-3 и КЧ63-2. Нормализация
Нормализации подвергают отливки простой формы и небольших сечений.Нормализация проводится при температуре 850–900 °С с выдержкой 1–3 часа и последующим охлаждением отливок на воздухе. При таком нагреве часть углерода (графита) растворяется в аустените. После охлаждения на воздухе металлическая основа получает структуру трооститовидного перлита с более высокой твердостью и лучшей сопротивляемостью износу. Для серого чугуна нормализацию применяют сравнительно редко, более широко применяют закалку с отпуском. Закалка деталей из серого чугуна
Повысить прочностные свойства серого чугуна можно его закалкой.Она производится с нагревом до 850–900 °С и охлаждением в воде. Закалке можно подвергать как перлитные, так и ферритные чугуны. Твердость чугуна после закалки достигает НВ 450–500. В структуре закаленного чугуна имеются мартенсит со значительным количеством остаточного аустенита и выделения графита. Эффективным методом повышения прочности и износоустойчивости серого чугуна является изотермическая закалка, которая производится аналогично закалке стали. Высокопрочные чугуны с шаровидным графитом можно подвергать пламенной или высокочастотной поверхностной закалке.
Чугунные детали после такой обработки имеют высокую поверхностную твердость, вязкую сердцевину и хорошо сопротивляются ударным нагрузкам и истиранию. Азотирование
Легированные серые чугуны и высокопрочные магниевые чугуны иногда подвергают азотированию.Поверхностная твердость азотированных чугунных изделий достигает НВ 600—800; такие детали имеют высокую износоустойчивость. Хорошие результаты дает сульфидирование чугуна; так, например, сульфидированные поршневые кольца быстро прирабатываются, хорошо сопротивляются истиранию, и срок их службы повышается в несколько раз. Отпуск
Чтобы снять закалочные напряжения, после закалки производят отпуск.Детали, предназначенные для работы на истирание, проходят низкий отпуск при температуре 200–250 °С. Чугунные отливки, не работающие на истирание, подвергаются высокому отпуску, при температуре 500–600 °С. При отпуске закаленных чугунов твердость понижается значительно меньше, чем при отпуске стали. Это объясняется тем, что в структуре закаленного чугуна имеется большое количество остаточного аустенита, а также тем, что в нем содержится большое количество кремния, который повышает отпускоустойчивость мартенсита. Структурное стабильное состояние и марки чугуна.
Чугун — сплав Fe (основа) с С (обычно 2...4 %), содержащий постоянные примеси (Si, Mn, S, Р), а иногда и легирующие элементы (Cr, Ni, V и др.). Структурная диаграмма состояния Fe — С (стабильная) представлена на рис. 4 (штриховые линии соответствуют выделению графита, а сплошные — цементита). Температуры плавления чугунов значительно ниже (на 300...400 °С), чем у стали и составляет 1300 °С. Углерод в чугуне может находиться в виде цементита, графита или одновременно в виде цементита и графита. Образование стабильной фазы - графита в чугуне может происходить в результате непосредственного выделения его из жидкого (твердого) раствора или вследствие распада предварительно образовавшегося цементита (при замедленном охлаждении расплавленного чугуна цементит может подвергнуться разложению Fe3С —> Fe + 3С с образованием феррита и графита. Процесс образования в чугуне (стали) графита называют графитизацией. 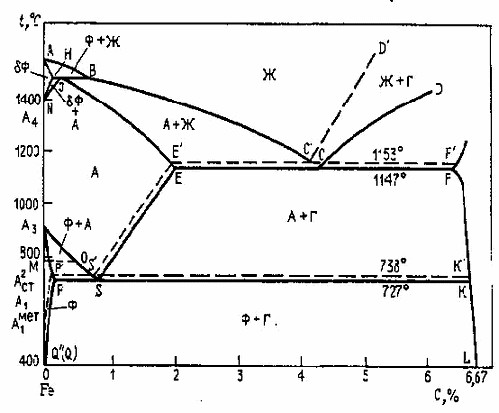 Рис. 4. Структурная диаграмма равновесного состояния Fe - C Графит повышает износостойкость и антифрикционные свойства чугуна вследствие собственного смазочного действия и повышения прочности пленки смазочного материала. Чугуны с графитом, как мягкой и хрупкой составляющей, хорошо обрабатываются резанием (с образованием ломкой стружки) и обеспечивают более чистую поверхность, чем стали (кроме автоматных сталей). Присутствие эвтектики в структуре чугунов обусловливает его использование исключительно в качестве литейного сплава. Высокие литейные свойства при небольшой стоимости обеспечили широкое применение чугунов в промышленности. Механические свойства чугуна обусловлены, главным образом, количеством и структурными особенностями графитной составляющей. Влияние графитных включений на механические свойства чугуна можно оценить количественно (ГОСТ 3443—87). Чем меньше графитных включений, чем они мельче и больше степень их изолированности, тем выше прочность чугуна при одной и той же металлической основе. Наиболее высокую прочность обеспечивает шаровидная форма графитной составляющей, а для хлопьевидной составляющей характерны высокие пластические свойства. Чугун с пластинчатым графитом можно рассматривать как сталь, в который графит играет роль надрезов, ослабляющих металлическую основу. Применяемые для отливок чугуны имеют в среднем состав: С — 2...4%, Si—1.5...4%, Mn—0,6...1,25%, P—0,1...1,2%, S<0,06%. Углерод определяет количество графита в чугуне: чем выше его содержание, тем больше образуется графита и тем ниже механические свойства. В то же время для обеспечения высоких литейных свойств (хорошей жидкотекучести) должно быть не меньше 2,4 %С. Кремний оказывает большое влияние на структуру и свойства чугунов, так как величина температурного интервала, в котором в равновесии с жидким сплавом находятся аустенит и графит, зависит от его содержания. Чем больше содержание кремния, тем шире эвтектический интервал температур. Таким образом, кремний способствует процессу графитизации, действуя в том же направлении, что и замедление скорости охлаждения. Изменяя, с одной стороны, содержание в чугуне углерода и кремния, а с другой — скорость охлаждения, можно получить различную структуру металлической основы чугуна. Сера и марганец являются вредными технологическими примесями, содержание которых в чугунах ограничивают. Сера ухудшает механические и литейные свойства - сера, и марганец препятствуют графитизации. Фосфор не влияет на графитизацию, а при повышенном (до 0,4...0,5%) содержании повышает износостоикость чугунов, так как образуются твердые включения фосфидной эвтектики. Самым распространенным видом термообработки чугунов является отжиг отливок при 430...600 °С для уменьшения литейных напряжений, которые могут вызвать даже коробление фасонных изделий. Нормализация чугуна проводится для аустенизации ферритной и ферритно-перлитной матриц и последующего перлитного превращения, что обеспечивает упрочнение. Закалку чугуна на мартенсит с нагревом до 850...930 °С и охлаждением в воде и масле применяют для повышения прочности и износостойкости. После закалки проводят низкий отпуск (200 °С) для уменьшения закалочных напряжений или высокий отпуск (600...700 °C для получения микроструктур сорбита или зернистого перлита, обеспечивающих повышенную вязкость. Классификацию чугунов проводят по виду и форме углеродосодержащей структурной составляющей, то есть по наличию и форме графита. По виду структурной составляющей выделяют чугуны без графита — белые чугуны, в которых практически весь углерод находится в химически связанном состоянии в виде цементита. Промежуточное положение занимает половинчатый чугун, большая (« 0,8 %) часть углерода которого находится в Fe3С. Структура половинчатого чугуна — перлит, ледебурит и пластинчатый графит. Чугуны с графитом в зависимости от формы последнего разделяют на серые, ковкие и высокопрочные. Серыми называют чугуны, в структуре которых графит имеет пластинчатую форму. В ковких чугунах графит имеет хлопьевидную форму, в высокопрочных чугунах - шаровидную. К числу высокопрочных относят также чугуны с графитом вермикулярной (греч. — червячок) формы, которые по свойствам (ГОСТ 28394—89) занимают промежуточное положение между чугунами с шаровидным и пластинчатым графитом. Белые чугуны
Белые чугуны редко используются в народном хозяйстве в качестве конструкционных материалов, так как из-за большого содержания цементита очень хрупкие и твердые, с трудом отливаются и обрабатываются инструментом.Для увеличения износостойкости белые чугуны легируют хромом, ванадием, молибденом и другими карбидообразующими элементами. Маркировка белых чугунов не установлена. Разновидностью белых чугунов является отбеленные чугуны. Поверхностные слои изделий из таких чугунов имеют структуру белого (или половинчатого) чугуна, а сердцевина - серого чугуна. Отбел на некоторую глубину (12...30 мм) получают путем быстрого охлаждения поверхности (например, отливка чугуна в металлические или песчаные формы). Для снятия структурных напряжений, которые могут привести к образованию трещин, отливки подвергают нагреву при 500...550 °С. Высокая износостойкость отбеленных чугунов обусловлена твердостью поверхности, достигающей 400... 500 HV (приблизительно 40-50 HRC). Из отбеленного чугуна изготовляют прокатные валки листовых станов, колеса, шары для мельниц и другие изделия. Серые чугуны
Структура серого (литейного) чугуна состоит из металлической основы с графитом пластинчатой формы, вкрапленным в эту основу.Такая структура образуется непосредственно при кристаллизации чугуна в отливке в соответствии с диаграммой состояния системы Fe—С (стабильной). Причем, чем больше углерода и кремния в сплаве и чем ниже скорость его охлаждения, тем выше вероятность кристаллизации по этой диаграмме с образованием графитной эвтектики.
При низком содержании углерода и кремния чугун модифицируют небольшими дозами некоторых элементов (например, алюминий, кальций, церий). Модифицирование металлов — введение в металлические расплавы модификаторов, то есть веществ, небольшие количества которых (обычно не более десятых долей %) способствуют созданию дополнительных искусственных центров кристаллизации, и следовательно, образованию структурных составляющих в измельченной или округлой форме, что улучшает механические свойства металла. Металлическая основа серых чугунов формируется из аустенита при эвтектоидном распаде и может быть перлитной, ферритной и ферритно-перлитной. Образование перлита происходит легко, в сравнительно короткий промежуток времени. Для получения ферритного белого чугуна используют изотермическую выдержку при 690...650 °С, в результате которой цементит перлита распадается на феррит и пластинчатый графит. Механические свойства серых чугунов зависят от свойств металлической основы и, главным образом, от количества, формы и размеров графитных включений. Перлитная основа обеспечивает наибольшие значения показателей прочности и износостойкости. Марки серых чугунов согласно ГОСТ 1412—85 состоят из букв «СЧ» и цифр, соответствующих минимальному пределу прочности при растяжении σв, МПа-10. Чугун СЧ10 — ферритный; СЧ15, СЧ18, СЧ20 — ферритно-перлитные чугуны, начиная с СЧ25 — перлитные чугуны. Серые чугуны обладают высокими литейными качествами (жидкотекучесть, малая усадка, незначительный пригар металла к форме и др.), хорошо обрабатываются и сопротивляются износу, однако из-за низких прочности и пластических свойств в основном используются для неответственных деталей. Ковкие чугуны
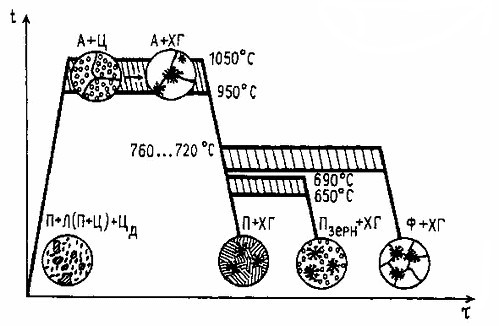
Ковкие чугуны с хлопьевидной формой графита получают из белых доэвтектических чугунов, подвергая их специальному графитизирующему отжигу.Графитизирующий отжиг белого чугуна основан на метастабильности цементита и состоит обычно из двух стадий (рис. 5).
В зависимости от режимов охлаждения ковкие чугуны могут иметь перлитную (непрерывное охлаждение), ферритную (очень медленное охлаждение в интервале 760...720 °С или изотермическая выдержка при 720...700 °С) или ферритно-перлитную (сокращение продолжительности второй стадии отжига) металлические основы. Для получения в модифицированном ковком чугуне перлитной основы рекомендуется увеличивать содержание марганца, хрома и некоторых других элементов, которые повышают устойчивость цементита к распаду на феррит и пластинчатый графит в области температур эвтектоидного превращения. Ковкие чугуны с перлитной металлической основой обладают высокими твердостью (235...305 НВ) и прочностью (σв = 650...800 МПа) в сочетании с небольшой пластичностью (δ = 3,0...1,5 %). Ковкий ферритный чугун характеризуется высокой пластичностью (δ = 10...12 %) и относительно низкой прочностью (σв = 370...300 МПа). Существенными недостатками графитизирующего отжига чугунов является длительность (24...60 ч) отжига отливок и ограничение толщины их стенок. Ковкие чугуны, обладая высокими пластическими свойствами, находят применение при изготовлении разнообразных тонкостенных (до 50 мм) деталей, работающих при ударных и вибрационных нагрузках, — фланцы, муфты, картеры, ступицы и др. Масса этих деталей—от нескольких граммов до нескольких тонн. Для повышения твердости, износостойкости и прочности изделий из ковкого чугуна иногда применяют нормализацию или закалку. Закалка с последующим высоким отпуском позволяет получить структуру зернистого перлита. Ковкие чугуны согласно ГОСТ 1215—79 маркируются двумя буквами (КЧ — ковкий чугун) и двумя группами цифр. Первые две цифры в обозначении марки соответствуют минимальному пределу прочности при растяжении, цифры после тире — относительному удлинению при растяжении. Чугуны марок КЧЗО—6, КЧЗЗ—8, КЧ35—10, КЧ37—12, имеющие повышенное значение удлинения при растяжении, относятся к ферритным, а марок КЧ45—7, КЧ50—5, КЧ55—4, КЧ60—3, КЧ65—3, КЧ70—2, КЧ80—1.5 — к перлитным чугунам. Высокопрочные чугуны
Высокопрочный чугун (ЧШГ — чугун с шаровидным графитом) получают модифицированием жидкими присадками (0,1...0,5% магния от массы обрабатываемой порции чугуна, 0,2...0,3% церия, иттрия и некоторых других элементов).При этом перед вводом модификаторов необходимо снизить содержание серы до 0,02...0,03 %. Рекомендуемый химический состав высокопрочного чугуна (2,7...3,7 % С; 0,5...3,8 % Si) выбирается в зависимости от толщины стенок отливки (чем тоньше стенка, тем больше углерода и кремния). Чтобы избежать образования в высокопрочных чугунах ледебурита, их подвергают графитизирующему отжигу. Продолжительность такого отжига благодаря повышенному содержанию графитизирующих элементов (углерода, кремния) значительно короче, чем при отжиге белого чугуна. Структура высокопрочного чугуна состоит из металлической основы (феррит, перлит) и включений графита шаровидной формы. Шаровидный графит, имеющий минимальную поверхность при данном объеме, значительно меньше ослабляет металлическую основу, чем пластинчатый графит, и не является активным концентратором напряжений. Ферритные чугуны имеют предел прочности σв= 220...310 МПа, относительное удлинение δ = 22...10%, твердость 140...225 НВ, перлитные — предел текучести σт0,2= 370...700 МПа, δ = 7...2 % и 153...360 НВ. Марки высокопрочных чугунов согласно ГОСТ 7293—85 состоят из букв «ВЧ» и цифр, соответствующих минимальному пределу прочности при растяжении σв, МПа-10: ВЧ35, ВЧ40, ВЧ45 — ферритные чугуны; ВЧ50, ВЧ60, ВЧ70, ВЧ80, ВЧ 100—перлитные чугуны. Высокопрочные чугуны обладают хорошими литейными и потребительскими свойствами (обрабатываемость резанием, способность гасить вибрации, высокая износостоикость и др.) свойствами. Для повышения механических свойств (пластичности и вязкости) и снятия внутренних напряжений отливки подвергают термической обработке (отжигу, нормализации, закалке и отпуску). Рекомендуется подвергать чугунные изделия объемной закалке. Образование мелкоигольчатого мартенсита в закаленном поверхностном слое изделий повышает их износостоикость в три и более раз. Для повышения износостойкости применяется также азотирование (или азотирование с последующей «обдувкой дробью»), при котором в поверхностных слоях изделий создаются благоприятные сжимающие напряжения. Чугуны специального назначения
К этой группе чугунов относятся жаростойкие (ГОСТ 7769—82), жаропрочные и коррозионностойкие (ГОСТ 11849—76) чугуны.Сюда же можно отнести немагнитные, износостойкие и антифрикционные чугуны. Жаростойкими являются серые и высокопрочные чугуны, легированные кремнием (ЧС5) и хромом (4Х28, 4Х32). Эти чугуны обладают жаростойкостью до 700...800 °С на воздухе, в топочных и генераторных газах. Высокой термо- и жаростойкостью обладают аустенитные чугуны: высоколегированный никелевый серый ЧН15Д7 и с шаровидным графитом ЧН15ДЗШ. К жаропрочным чугунам относятся аустенитные чугуны с шаровидным графитом ЧН19ХЗШ и ЧН11Г7Ш. Для повышения жаропрочности чугуны подвергают отжигу с последующим отпуском. После отжига легированные карбиды приобретают форму мелких округлых включений. В качестве коррозионностойких применяют чугуны, легированные кремнием (ферросилиды) — ЧС13, ЧС15, ЧС17 и хромом — 4Х22, 4Х28, 4Х32. Они обладают высокой коррозионной стойкостью в серной, азотной и ряде органических кислот. Для повышения коррозионной стойкости кремнистых чугунов их легируют молибденом (4С15М4, 4С17МЗ — антихлоры). Введение в чугун 0,2...0,5 % Мо уменьшает склонность к росту зерна, повышает вязкость, сопротивление износу и улучшает свойства при повышенных температурах. Высокой коррозионной стойкостью в щелочах обладают никелевые чугуны, например аустенитный чугун 4Н15Д7. В качестве немагнитных чугунов также применяются аустенитные чугуны. Их используют в тех случаях, когда требуется минимальная потеря мощности (крышки масляных выключателей, концевые коробки трансформаторов и др.) или когда нужно избегать искажений магнитного поля (стойки для магнитов). К износостойким чугунам относятся половинчатые и отбеленные чугуны. К износостойким половинчатым чугунам относится, например, серый чугун марки ИЧНХ2, легированный никелем и хромом, а также чугуны ИЧХНТ, ИЧН1МШ (с шаровидным графитом). Из этих чугунов отливают детали двигателей внутреннего сгорания (крышки и днища цилиндров, головки поршней и др.). Антифрикционными чугунами являются серые и высокопрочные чугуны специальных марок. Некоторое применение нашли также ковкие антифрикционные ферритно-перлитные чугуны -АЧК-1 и АЧК-2. Антифрикционные серые чугуны — перлитные чугуны АЧС-1 и АЧС-2 и перлитно-ферритный чугун АЧС-3. Эти чугуны обладают низким коэффициентом трения, зависящим от соотношения феррита и перлита в основе, а также от количества и формы графита. В перлитных чугунах высокая износостойкость обеспечивается металлической основой, состоящей из тонкого перлита и равномерно распределенной фосфорной эвтектики при наличии изолированных выделений пластинчатого графита. Антифрикционные серые чугуны применяют для изготовления подшипников скольжения, втулок и других деталей, работающих при трении о металл, чаще в присутствии смазочного материала. Детали, работающие в паре с закаленными или нормализованными стальными валами, изготавливают из чугунов АЧС-1 и АЧС-2, а для работы в паре с термически необработанными валами применяют чугун АЧС-3. Антифрикционные высокопрочные (с шаровидным графитом) чугуны (ГОСТ 1585—85) изготовляют с перлитной структурой - АЧВ-1 и ферритно-перлитной (« 50 % перлита) — АЧВ-2. АЧВ-1 используется для работы в узлах трения с повышенными окружными скоростями в паре с закаленным или нормализованным валом.
АЧВ-2 применяют для пары с валом в состоянии поставки («сырым»).
Главное достоинство антифрикционных чугунов по сравнению с баббитами и антифрикционными бронзами — низкая стоимость, а основной недостаток — плохая прирабатываемость, что требует точного сопряжения трущихся поверхностей.  Литература: 1.А.И.Самохоцкий, Н.Г.Парфеновская, Технология термической обработки металлов, Машиностроение, М., 1975 2.И.И.Новиков, Теория термической обработки металлов, Металлургия, М., 1978 3.С.В.Ржевская, Материаловедение, 3-е изд., перераб. и доп., М., Издательство Московского государственного горного университета, 2003 |
| Категория: Материаловедение | Просмотров: 30684 | | |
| Всего комментариев: 0 | |