Препараты для эффективной печной и внепечной обработки сплавов на основе алюминия.
Основное негативное влияние на свойства отливок из алюминиевых сплавов оказывает водород.
Содержание его в металле составляет не менее 80% от общего объема газа. Поэтому наиболее вероятно, поражение алюминиевых сплавов газовыми порами водородного происхождения.
Взаимодействие Al-Si расплавов с азотом, кислородом, сложными газами CO, CO2, SO2 увеличивает количество нитридов, оксидов, карбидов, сульфидов , что способствует замутнению расплава, но не приводит к дополнительному увеличению газовой пористости.
Значительная часть водорода в алюминиевых расплавах связана в комплексы с оксидом алюминия хН* у Al2О3.
Поэтому удаление водорода влечет за собой удаление из расплава Al2O3 и наоборот.
Для обеспечения чистоты алюминиевых сплавов по водороду и неметаллическим включениям необходимо соблюдение комплекса технологических и организационных мер, начиная с подбора, хранения, подготовки шихтовых материалов, выбора плавильного оборудования и заканчивая дегазирующе-рафинирующей обработкой расплава.
Этот комплекс мер, выстроенных в цепочку обязательных технологических операций на основе высокоэффективных препаратов, создает систему стабилизации качества литья за счет минимизации потерь от брака.
Практическое совершенствование системного подхода к обеспечению качества отливок осуществлялось путем создания гаммы препаратов для комплексной обработки сплавов на основе алюминия и цинка, а также средств их применения.
Для глубокой рафинирующе-дегазирующей обработки расплавов на основе алюминия были разработаны высокоэффективные препараты:
- "Таблетка дегазирующая для доэвтектических и эвтектических силуминов, технического алюминия" с активными серосодержащими соединениями
- "Таблетка дегазирующая для деформируемых и литейных сплавов на основе алюминия" с карбонатными соединениями.
Действие препаратов основано на химическом связывании водорода в устойчивые гидриды, а также на рафинировании по классическому адсорбционно-флотационному механизму.
Компоненты таблеток претерпевают в расплаве термическую диссоциацию с образованием инертных (продукты диссоциации карбонатных и азотосодержащих присадок) и активных (продукты диссоциации серосодержащих соединений) газов.
Балластные вещества, введенные в состав препаратов, обеспечивают требуемую скорость и интенсивность разложения таблеток, создавая по всему объему расплава поток высокодисперсных пузырьков рафинирующего газа.
На рис. 1 представлены сравнительные зависимости снижения газосодержания сплава АК12 после обработки "Таблетками дегазирующими для деформируемых и литейных сплавов на основе алюминия"; "Таблетками дегазирующими для доэвтектических и эвтектических силуминов, технического алюминия" и традиционно используемым хлористым цинком в условиях минских заводов: "Мотовело", "ПО БЕЛОМО завод им. Вавилова" при исходной шихте различной газонасыщенности (1…4 балл по ГОСТ 1583).
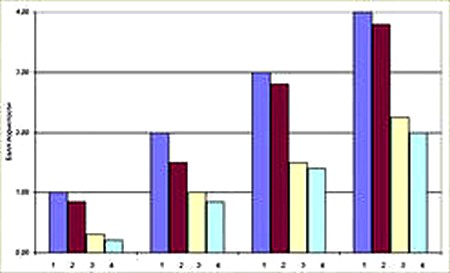
Рис.1. Зависимость балла пористости сплава АК 12 различной газонасыщенности от дегазирующей обработки:
1-исходный сплав;
2-сплав, обработанный хлористым цинком из расчета 0,2 % от массы расплава;
3-сплав, обработанный "Таблетками дегазирующими для деформируемых и литейных сплавов на основе алюминия" ТУ РБ 14744129.004-98 производства ОДО "Эвтектика" из расчета 0,05 % от массы расплава;
4-сплав, обработанный "Таблетками дегазирующими для доэвтектических и эвтектических силуминов, технического алюминия" ТУ РБ 14744129.004-98 производства ОДО "Эвтектика" из расчета 0,05 % от массы расплава.
Видно, что наиболее эффективно снижает газовую пористость препарат "Таблетка дегазирующая для доэвтектических и эвтектических силуминов, технического алюминия", имеющий в своем составе активные серосодержащие компоненты.
Применение указанных таблетированных препаратов повышает жидкотекучесть расплава на 5-10%, формозаполняемость, обеспечивает создание восстановительной печной атмосферы и покровного защитного слоя на поверхности расплава. Кроме того, для удаления из жидкого металла неметаллических включений и примесей, в состав таблеток дополнительно введены активные адсорбенты, выводящие примеси в шлаковую фазу.
Наиболее благоприятной структурой металла является мелкозернистая при равномерном распределении всех структурных составляющих в объеме отливки.
Сплавы с мелкозернистой структурой характеризуются повышенной прочностью, пластичностью и сопротивляемостью воздействию ударных нагрузок, меньшей анизотропией свойств.
Радикальным средством измельчения зерна слитков является модифицирование сплавов - измельчение кристаллической структуры путем введения в расплав малых количеств элементов-модификаторов.
Наибольший интерес для практики производства отливок из силуминов представляют модификаторы, оказывающие влияние на размеры первичного зерна и форму включений эвтектического кремния.
Для получения модифицированной эвтектики в доэвтектических и эвтектических силуминах в состав таблетированных препаратов были введены натрийсодержащие соединения (преимущественно - карбонаты).
Препарат получил название "Таблетки дегазирующие с модифицирующим эффектом для доэвтектических и эвтектических силуминов".
В таблице 1 представлена зависимость степени измельчения эвтектического кремния и пористости в сплаве АК12 от используемого модификатора и времени выдержки перед заливкой (на основании результатов в условиях предприятия Фенокс и ММЗ г. Минск).
Таблица 1. Зависимость степени измельчения эвтектического кремния и пористости в сплаве АК12 от используемого модификатора и времени выдержки перед заливкой.
|
Время выдержки, мин.
|
Количество включений Si эвт. на мм2 площади шлифа
|
|
Модификатор универсальный 4-х компонентный флюс, расход – 2,0% от массы расплава.
|
Модификатор «Таблетка дегазирующая с модифицирующим эффектом для доэвтектических и эвтектических силуминов» ТУ РБ 14744129.004-98 производства ОДО «Эвтектика» г. Минск. Расход – 0,5 % от массы расплава.
|
|
15
|
125 х 103
|
125 х 103
|
|
30
|
125 х 103
|
125 х 103
|
|
45
|
100 х 103
|
125 х 103
|
|
60
|
50 х 103
|
122 х 103
|
|
75
|
25 х 103
|
90 х 103
|
|
90
|
23 х 103
|
30 х 103
|
Модифицирующее действие "Таблеток дегазирующих с модифицирующим эффектом для доэвтектических и эвтектических силуминов" превосходит действие 4-х компонентного универсального флюса.
Модифицирующий эффект при обработке таблетками сохраняется дольше-до 75 минут.
Дегазирующее действие таблеток превосходит дегазирующее действие 4-х компонентного универсального флюса.
Комплексная обработка сплавов таблетированными препаратами совместно с флюсовыми композициями является эффективным элементом технологических процессов рафинирующе-дегазирующей обработки расплавов на основе алюминия.
Необходимо отметить экологическую безопасность указанных комплексных процессов обработки расплава.
Так, в таблице 2 представлен сравнительный анализ состава газов, выделяющийся при обработке расплава универсальной четырехкомпонентной флюсовой композицией совместно с гексохлорэтаном, "Флюсом покровно-рафинирующим самоплавящимся" ТУ РБ 100196035.005-2000 совместно с "Таблеткой дегазирующей для деформируемых и литейных сплавов на основе алюминия" ТУ РБ 14744129.004-98; "Флюсом покровно-рафинирующим" ТУ РБ 100196035.005-2000 совместно с "Таблеткой дегазирующей для доэвтектических и эвтектических силуминов, технического алюминия" ТУ РБ 14744129.004-98.
Таблица 2. Состав газов, выделяющихся при обработке расплава.
|
Обработка расплава
|
Хлор элемен
тарный,
мг/л
|
Хлориды металлов в пересчете на CI-ионы, мг/л
|
Фториды металлов
в пересчете на F -ионы, мг/л
|
CO2, мг/л
|
SO2, мг/л
|
SO3, мг/л
|
|
Четырех
компонентный флюс Гексахлорэтан +
|
0,01
|
0,052
|
0,0175
|
-
|
-
|
-
|
|
«Таблетка дегазирующая для деформируемых и литейных сплавов на основе алюминия» ТУ РБ 14744129.004-98 + «Флюс покровно-рафинирующий самоплавящийся» ТУ РБ 100196035.005 – 2000
|
-
|
-
|
-
|
0,003
|
-
|
-
|
|
«Таблетка дегазирующая для доэвтектических и эвтектических силуминов, технического алюминия» ТУ РБ 14744129.004-98 + «Флюс покровно-рафинирующий» ТУ РБ 100196035.005 – 2000;
|
-
|
-
|
-
|
0,003
|
0,001
|
-
|
Применение вторичных алюминиевых сплавов для изготовления качественных отливок ограничено загрязненностью газами, неметаллическими включениями, примесями наиболее опасной из которых является железо, которое образует в расплавах грубокристаллические соединения различного состава (FeAl3 , Al2SiFe, Al5SiFe и др.).
Модифицирование железосодержащих фаз путем введения в расплав примесей, уменьшающих ориентирующее действие кристалла за счет ослабления ковалентной составляющей связи, как правило, экономически, нецелесообразно.
Поэтому применяются профилактические мероприятия, исключающие контакт железосодежащих тиглей, плавильно- заливочного инструмента с алюминиевым расплавом.
Для исключения контакта чугунных и стальных тиглей разработаны составы, способы изготовления и нанесения "Покрытия жаростойкого для чугунных и стальных тиглей" ТУ РБ 100196035.006-2001, действие которых основано на несмачиваемости и химической нейтральности покрытий к жидкому алюминию.
Механическую прочность и стойкость футеровки в условиях высоких температур придают форстерид и ряд других оксидных соединений.
Коэффициент термического расширения покрытия жаростойкого максимально приближен к коэффициенту термического расширения серого чугуна СЧ 20- основного материала тиглей.
Насыщение железом расплава при нахождении в тигле, обработанном жаростойким покрытием - не более 0,05 % в сутки (24 часа непрерывного нахождения металла в тигле). Стойкость покрытия - не менее 40 суток при трехсменном и не менее 30 суток при односменном режимах работы (печь в режиме раздатки).
Для исключения растворения железосодержащего плавильно-заливочного инструмента в расплаве на основе алюминия разработано "Покрытие разделительное краска для литейного инструмента" ТУ РБ 100196035.007-2001, действие которого основано на высокой адгезионной способности суспензии к железосодержащему материалу.
Способ нанесения - окунание. Рекомендуемая частота нанесения - один раз в смену (опыт работы Минского моторного завода).
Для получения качественного, конкурентоспособного литья необходимо осуществлять основные технологические операции:
- рафинирующее-модифицирующую объемную и поверхностную обработку расплава;
- защиту алюминиевого расплава от железосодержащих материалов тигля и плавильно-заливочного инструмента;
- оптимизацию термовременных условий кристаллизации отливок за счет правильного подбора составов, толщины слоя, технологии нанесения покрытий.
Несоблюдение любой из этих операций влечет за собой снижение качества литья, провоцируя различные виды брака (пористость, неметаллические включения, низкие механические свойства, недостаточная чистота поверхности и др.).
Таблетированные препараты, флюсовые композиции, технологические покрытия и системы для их нанесения экологически безопасны, что подтверждено санитарно-гигиеническими и нормативно-техническими документами.
Водород
Водоро́д (лат. Hydrogenium; обозначается символом H) — первый элемент периодической системы элементов. Широко распространён в природе. Катион (и ядро) самого распространённого изотопа водорода 1H — протон. Свойства ядра 1H позволяют широко использовать ЯМР-спектроскопию в анализе органических веществ.
Три изотопа водорода имеют собственные названия: 1H — протий (Н), 2H — дейтерий (D) и 3H — тритий (радиоактивен) (T).
Простое вещество водород — H2 — лёгкий бесцветный газ. В смеси с воздухом или кислородом горюч и взрывоопасен. Нетоксичен. Растворим в этаноле и ряде металлов: железе, никеле, палладии, платине.
Al2O3
Алюминия окись, глинозём, Al2O3, соединение алюминия с кислородом; составная часть глин, исходный продукт для получения алюминия.
Бесцветные кристаллы, tпл 2050°С, tкип выше 3000°С. Известна в двух модификациях, α и γ. Из них в природе встречается α-Al2O3 в виде бесцветного минерала Корунда;
Кристаллы α-Al2O3, окрашенные окислами др. металлов в красный цвет - Рубин, и в синий - Сапфир, являются драгоценными камнями.
Корунд кристаллизуется в гексагональной системе, плотность 3960 кг/м3, искусственно α-Al2O3 можно получить нагреванием выше 900°С гидроокиси алюминия или его солей. При нагревании алюминиевых солей в пределах 600-900°С образуется γ-Al2O3, кубическая модификация, которая выше этой температуры необратимо переходит в α-Al2O3. Известны гидратированные (водные) формы Al2O3 различного состава. К гидроокисям алюминия относятся: гидраргиллит (гиббсит) Al(OH)3, входящий в состав многих бокситов, и искусственно получаемая неустойчивая форма Al(OH)3 - байерит. Известна и неполная гидроокись алюминия - AlOOH, существующая в двух модификациях - α (диаспор) и γ (бёмит).
Модификаторы
Модифицирование – использование специально вводимых в жидкий металл примесей (модификаторов) для получения мелкого зерна.
Эти примеси, практически не изменяя химического состава сплава, вызывают при кристаллизации измельчение зерна и в итоге улучшение механических свойств. Так, например, при модифицировании магниевых сплавов зерно уменьшается с 0,2-0,3 до 0,01-0,02 мм. При литье слитков в фасонных отливках модифицирование чаще проводят введением в расплав добавок, которые образуют тугоплавкие соединения (карбиды, нитриды, оксиды), кристаллизирующиеся в первую очередь. Выделяясь в виде мельчайших частиц, эти соединения служат зародышами образующихся при затвердевании кристаллов (модификаторы I рода).
В качестве модификаторов при модифицировании алюминиевых сплавов применяют Ti, V, Zr; стали – Al, V, Ti. Иногда используют растворимые в жидком металле модификаторы (модификаторы II рода), избирательно адсорбирующиеся на кристаллическом зародыше, которые снижают межфазовое поверхностное натяжение и затрудняют рост кристаллитов. Для алюминиевых сплавов в качестве модификаторов второго рода используют Li, Na, K, для стали – редкоземельные элементы.
Для измельчения структуры эвтектики и устранения избыточных кристаллов кремния силумины модифицируют натрием (0,05-0,08%) путем присадки к расплаву смеси солей 67% NaF и 33% NaCl. В присутствии натрия происходит смещение линий диаграммы состояния и заэвтектический (эвтектический) сплав АЛ2 (11-13% Si) становится доэвтектическим.
В этом случае в структуре сплава вместо избыточного кремния появляются кристаллы α-твердого раствора. В процессе затвердевания кристаллы кремния обволакиваются пленкой силицида натрия Na2Si, которая затрудняет их рост. Такие изменения структуры улучшают механические свойства.
Вторичные алюминиевые сплавы
Алюминиевые сплавы, сплавы на основе алюминия. Основные достоинства А. с.: малая плотность, высокая электро- и теплопроводность, коррозионная стойкость, высокая удельная прочность.
По способу производства изделий А. с. можно разделить на 2 основные группы: деформируемые (в т. ч. спечённые А. с.) для изготовления полуфабрикатов (листов, плит, профилей, труб, поковок, проволоки) путём деформации (прокатки, ковки и т. д.) и литейные — для фасонных отливок.
Литейные сплавы из алюминия предназначены для производства фасонных отливок. В качестве литейных материалов используются как первичные сплавы, изготовленные легированием чистого алюминия, так и стандартные вторичные сплавы, полученные из скрапа и отходов алюминиевых сплавов.
Алюминиевые литейные сплавы в чушках производят на алюминиевых заводах из первичных металлов. На предприятиях вторичной цветной металлургии - из вторичных лома и отходов, а также на небольших частных предприятиях.
Характеристики литейных сплавов.
Особенно важны для литейных сплавов такие характеристики как высокая жидкотекучесть, способность к заполнению литейной формы, малая склонность к образованию усадочных и газовых пустот, трещин, раковин.
Все литейные сплавы имеют важный параметр жидкотекучесть.
Под жидкотекучестью сплава подразумевается способность металлического расплава заполнять полость литейной формы. Жидкотекучесть расплава измеряется длиной участка металла, затекшего в специальную изложницу. Применяются также вакуумный метод испытания жидкотекучести и литье в стержневую форму. Значительное влияние на жидкотекучесть оказывает характер затвердевания сплава и теплоемкость расплава. Величина жидкотекучести свидетельствует о степени чистоты расплава. Повышенное содержание оксидов в расплаве отрицательно влияет на его жидкотекучесть.
Производство литейных сплавов.
На алюминиевых заводах производят литейные сплавы различной чистоты (АК12, АК12ч, АК12пч и АК12оч); высококремниевые сплавы различной композиции и чистоты (АК9, АК9ч, АК9пч, АК8, АК7ч, АК7пч); сплавы системы А1- Si - Cu - Mg (АК5М, АК5Мч, АК5М2, АК6М2, АК8МЗч, АК9М2); сплавы различных композиций системы А1-М g жаропрочные сплавы (АК12М2МгН) и др.
На предприятиях вторичной цветной металлургии из лома и отходов производят литейные сплавы: АК9; АК7; АК9М2; АК5М2; АК5М7; и др.
Для подшихтовки сплавов в небольших количествах применяются первичные металлы. Литейные сплавы АК5М2, АК9М2, АК12М2 по содержанию меди, железа, цинка легко получают из лома и отходов различных сплавов. Среди них наиболее технологичны и дешевы сплавы АК5М2.
Железо
Желе́зо — элемент побочной подгруппы восьмой группы четвёртого периода периодической системы химических элементов Д. И. Менделеева с атомным номером 26. Обозначается символом Fe (лат. Ferrum). Один из самых распространённых в земной коре металлов (второе место после алюминия).
Простое вещество железо (CAS-номер: 7439-89-6) — ковкий металл серебристо-белого цвета с высокой химической реакционной способностью: железо быстро коррозирует при высоких температурах или при высокой влажности на воздухе.
В чистом кислороде железо горит, а в мелкодисперсном состоянии самовозгорается и на воздухе.
На самом деле железом обычно называют его сплавы с малым содержанием примесей (до 0,8 %), которые сохраняют мягкость и пластичность чистого металла.
Но на практике чаще применяются сплавы железа с углеродом: сталь (до 2,14 вес. % углерода) и чугун (более 2,14 вес. % углерода), а также нержавеющая (легированная) сталь с добавками легирующих металлов (хром, марганец, никель и др.). Совокупность специфических свойств железа и его сплавов делают его «металлом № 1» по важности для человека.
В природе железо редко встречается в чистом виде, чаще всего оно встречается в составе железо-никелевых метеоритов.
Распространённость железа в земной коре — 4,65 % (4-е место после O, Si, Al). Считается также, что железо составляет бо́льшую часть земного ядра.
"Эвтектика" - научно-производственное предприятие
|