19:31 Изготовление,термообработка,контроль качества пружин. |
Пружины и рессоры испытывают в работе многократные знакопеременные нагрузки и после снятия нагрузки должны полностью восстанавливать свои первоначальные размеры. В связи с такими условиями работы металл, применяемый для изготовления пружин и рессор, должен обладать, кроме необходимой прочности в условиях статического, динамического или циклического нагружений, достаточно хорошей пластичности, высокими пределами упругости и выносливости и высокой релаксационной стойкостью, а при работе в агрессивных средах (атмосфере пара, морской воде и др.) должен быть также и коррозионностойким.
Не менее важны для металла пружин и рессор также технологические свойства - малая склонность к росту зерна и обезуглероживанию в процессе термической обработки, глубокая прокаливаемость, низкая критическая скорость закалки, малая чувствительность к отпускной хрупкости. На качество пружин и рессор влияет состояние поверхности прутков, проволоки и полос. Наличие наружных дефектов (трещин, закатов, плен, волосовин, раковин, заусенцев, вдавленной окалины и др.), а также обезуглероженного слоя снижает упругие и циклические свойства металла. Поэтому наружные дефекты на поверхности прутков и полос должны быть удалены зачисткой или шлифованием, а глубина обезуглероженного слоя не должна превышать определенной нормы, установленной ГОСТом на рессорно-пружинную сталь. Высокие свойства (максимальные пределы упругости и выносливости) пружины и рессоры имеют при твердости HRC 40-45 (структура-троостит), которая достигается после закалки (с равномерным и полным мартенситным превращением по всему объему металла) и среднего отпуска при 400-500 °С (в зависимости от стали). Для изготовления пружин применяют углеродистые и легированные стали, а для приборов - сплавы цветных металлов, главным образом бериллиевую бронзу. Рессоры изготовляют только из легированных сталей.
Пружины и рессорные листы упрочняют следующими способами: 1) холодной пластической деформацией с последующим низкотемпературным нагревом (отпуском, старением); 2) закалкой с последующим отпуском (упрочнение в результате мартенситного превращения); 3) закалкой с последующим старением (упрочнение в результате дисперсионного твердения).
Для изготовления средних и мелких витых пружин широко применяют патентированную проволоку (диаметром до 8 мм), изготовляемую из среднеуглеродистых сталей с содержанием марганца 0,3-0,6% и сталей 65Г и 70Г с содержанием марганца 0,7-1,0%, а также из углеродистых инструментальных сталей. После навивки в холодном состоянии пружины подвергают низкому отпуску (175- 250 °С, выдержка 15-20 мин в зависимости от диаметра проволоки) для снятия напряжений, повышения пределов упругости и выносливости, релаксационной стойкости и обеспечения стабильности размеров пружины.
Вместо патентирования экономически более выгодно применять метод деформационного упрочнения нормализованной стали. Данный метод, разработанный на Горьковском автомобильном заводе, заключается в следующем. Проволоку, прутки, полосы из сталей 45, 65Г, 50ХГ подвергают нормализации, а затем холодной пластической деформации волочением или прокаткой со степенью деформации 40-60%. Из полученного полуфабриката навивкой, штамповкой или вырубкой изготовляют пластинчатые и витые пружины, рессорные листы, которые подвергают нагреву при 280-300 °С в течение 20-40 мин.
При нагреве происходят процессы деформационного старения, вызывающие упрочнение. Предел выносливости при этом выше, чем после закалки и отпуска. Например, предел выносливости пластинчатых пружин из стали 65Г после деформационного старения б = 96 кгс/мм2 (960 МН/м2), а после закалки и отпуска б = 77 кгс/мм2 (770 МН/м2). Преимуществом данного метода является также то, что обеспечиваются размеры и форма упругих элементов, что особенно важно для тонких пластинчатых пружин, сильно деформирующихся при закалке. Для устранения коробления таких пружин необходимо применять при отпуске специальные штампы.
Для изготовления пружин, упрочняемых термической обработкой (закалкой и отпуском), применяют углеродистые (65, 75) и легированные (60С2А, 50ХФА, 60С2Н2А и др.) стали, для рессор - только легированные стали, для пружин, работающих в агрессивных средах,- нержавеющие стали 30X13, 40X13, 12Х18Н10Т и др.
Углеродистые стали в связи с их малой прокаливаемостью применяют для изготовления пружин из проволоки диаметром до 6 мм. Преимущество кремнистой стали по сравнению с углеродистой - ее повышенная прокаливаемость и более высокие прочность и пластичность. Недостатком этой стали является повышенная склонность к образованию поверхностных дефектов при горячей обработке, обезуглероживанию и графитизации.
В результате обезуглероживания наружной поверхности пружин или рессор резко снижается их сопротивляемость длительным нагрузкам.
Поэтому нагрев пружин и рессор необходимо проводить с предохранением от обезуглероживания или (для устранения вредного влияния обезуглероженного слоя) подвергать их после термической обработки обдувке дробью.
Широкое применение для изготовления рессор автомашин и пружин подвижного состава железнодорожного транспорта имеют кремнистые стали 55С2 (А) и 60С2 (А). Сталь 60С2 (А) применяют также для изготовления пружин, работающих при температурах до 250 °С. Сталь 70СЗА обладает высокими механическими свойствами, но склонна к графитизации.
Марганцевая сталь (65Г) по сравнению с кремнистой сталью обладает некоторыми особенностями, к которым относятся получение менее шероховатой поверхности при горячей обработке, большая прокаливаемость и меньшая склонность к обезуглероживанию. Недостатками марганцевой стали являются повышенная чувствительность к перегреву, образованию закалочных трещин, склонность к отпускной хрупкости; применяют эту сталь для пружин механизмов и машин.
Детали из стали 55ГС сечением до 25 мм имеют сквозную закалку, а поэтому ее применяют для изготовления рессор толщиной до 10 мм, цилиндрических пружин с диаметром прутка до 25 мм и буферных пружин; эта сталь малосклонна к обезуглероживанию и отпускной хрупкости. Хромомарганцевая сталь (50ХГ (А)) обладает глубокой прокаливаемостью, высокой прочностью и относительно малой чувствительностью к перегреву; ее применяют для изготовления пружин и рессор большого сечения; сталь хорошо закаливается в масле; недостатком этой стали является склонность к отпускной хрупкости. Небольшая присадка к хромистой стали ванадия положительно влияет на структуру и пластичность стали, а также уменьшает ее склонность к перегреву, вследствие чего значительно облегчается термическая обработка; поэтому хромованадиевая (50ХФА) и хромомарганцеванадиевая (50ХГФА) стали хорошо закаливаются в масле и малосклонны к росту зерна. Применяют эти стали для изготовления пружин особо ответственного назначения, а также рессор легковых автомобилей.
Стали 60С2ХФА, 65С2ВА и 60С2Н2А используют для крупных пружин ответственного назначения. Детали из этих сталей малосклонны к росту зерна и прокаливаются в сечениях до 50 мм. Особенно высокими качествами обладает никелькремнистая сталь 60С2Н2А, легко отжигающаяся на структуру зернистого перлита, имеющая высокую пластичность, не подкаливающаяся при охлаждении на воздухе после горячей прокатки.
Нержавеющие стали применяют для изготовления пружин, работающих в коррозионной среде и повышенных (до 400 °С) температурах. Пружины из высокохромистых нержавеющих сталей мартенситного класса (30X13, 40X13 и др.) закаливают от температуры 1000-1050 °С в масле (пружины из стали 40X13 можно охлаждать также и на воздухе); структура после закалки - мартенсит.
Отпуск после закалки проводят в зависимости от условий работы пружин: при 550-500 °С для пружин, работающих при повышенных температурах, и при 300-350 °С - для пружин, работающих при температуре 20 °С (при более высокой температуре отпуска понижается стойкость к коррозии под напряжением).
Очень высокая прокаливаемость этих сталей позволяет изготовлять из них пружины больших сечений.
Пружины из хромоникелевых сталей аустенитного класса (12Х18Н10Т и др.), упрочняемые холодной пластической деформацией, после навивки подвергают только отпуску при 450- 500 °С с выдержкой в течение 20-30 мин. Для повышения коррозионной стойкости и стабильности пружины из нержавеющих сталей после всех операций технологического процесса подвергают полированию (лучше электролитическому) до полного осветления поверхности. Необходимо учитывать, что при полировании диаметр проволоки уменьшается на 3-10%, что приводит к снижению силовых характеристик пружин.
Цилиндрические пружины нагревают в горизонтальном положении. Для предупреждения коробления при нагреве на поду печи располагают швеллерные балки, на которые укладывают пружины.
Для закалки пружин сжатия применяют приспособление, показанное на рис.1, представляющее собой стальной стакан (внутренний диаметр которого на 0,3-0,4 мм больше наружного диаметра пружины, а высота на 10-12 мм больше высоты пружины) с отверстием в дне, равным среднему диаметру пружины.
В приспособление помещают пружину и загружают его в печь.
После нагрева до заданной температуры и выдержки приспособление вместе с пружиной вынимают из печи и охлаждают в масле (в горизонтальном положении при непрерывном покачивании).
Закаленную пружину выталкивают из приспособления, нажимая на нее со стороны отверстия в стакане.
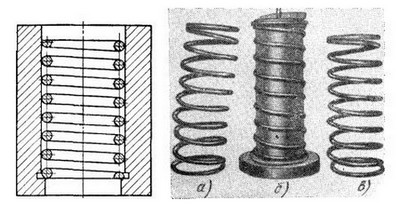 Рис.1. Приспособление, применяемое при закалке пружин сжатия Рис. 2. Пружины: а - закаленная; б - на оправке перед отпуском; в - готовая (после закалки и отпуска) Коробление пружины, полученное при закалке (рис.2, а), можно устранить при отпуске. Закаленную пружину надевают на оправку и зажимают клином (рис.2, б). В таком состоянии осуществляют отпуск пружины. После отпуска на оправке коробление пружины, полученное при закалке, устраняется (рис.2, в).
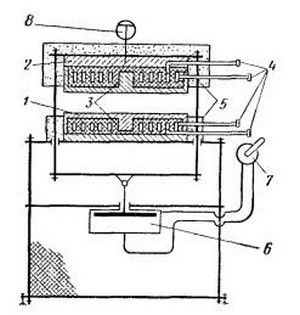 Рис.3. Схема пневматического пресса с электроподогревом. Для получения необходимой твердости и правильной формы тонкие пластинчатые пружины для устранения возникшего при закалке коробления подвергают отпуску в штампах на прессе с электроподогревом. Пресс имеет два штампа - нижний 1 и верхний 2 (рис.3).
Внутри штампов находятся стальные диски 3 с пазами.
Нихромовые нагревательные элементы с жаростойкой изоляцией размещены в пазах дисков 3. Концы 4 нагревателей выведены из штампов к щиту управления.
Для теплостойкости штампы заключены в кожухи с асбестовой теплоизоляцией 5. Нижний штамп 1 неподвижный. Верхний штамп 2 с помощью пневмоцилиндра 6, управляемого краном 7, может перемещаться в осевом направлении. Контроль температуры осуществляется термопарой 8. Закаленные пружины помещают на нижний штамп , прижимают верхним штампом 2 и выдерживают в течение нескольких минут при температуре отпуска.
Открыть все | Закрыть Наличие современного контрольно-измерительного оборудования и использование разработанных методик обеспечивают проведение всесторонних испытаний применяемых материалов и изготавливаемых пружин Пружины подвергаются контролю геометрических размеров, твердости, характеристик сила-деформация и циклической выносливости. В отдельных случаях упругие элементы, предназначенные для эксплуатации в экстремальных условиях, проходят дополнительные проверки на наличие дефектов ультразвуковым исследованием, а также методами дефектоскопии и рентгенодиагностики. Такой контроль позволяет оперативно и качественно решать задачи, связанные с изготовлением широкого спектра изделий от пружин для железнодорожного транспорта и пружин для АЭС до высокоточных клапанных и форсуночных пружин. ГОСТЫ
Рессорные листы нарезают в холодном состоянии, затем в них пробивают отверстия, оттягивают концы и в горячем состоянии загибают ушки.
Термическую обработку рессорных листов, например из стали 50ХГФА, проводят по следующему режиму:
а) твердость после закалки (одного комплекта через каждые 2 ч работы) (HRC 50-60);
б) прилегание листов рессоры в сборе (через каждые 2 ч работы); в) твердость после отпуска (HRC 40-45). Для проверки результатов термической обработки иногда рессоры выборочно подвергают испытанию на выносливость. Кроме обычной закалки эффективны индукционный нагрев пружин и рессор, изотермическая закалка и особенно термомеханическая обработка.
Материалом, упрочняемым закалкой и старением, является бериллиевая бронза. Изготовленные из ленты (штамповкой, вытяжкой, гибкой и т. п.), прутков (обработкой на станках), проволоки (путем навивки) детали перед закалкой обезжиривают в бензине или ацетоне, промывают в холодной и кипящей воде и сушат теплым воздухом или в термостате при температуре не выше 120 °С. Подготовленные детали помещают в коробки, засыпают древесным углем, нагревают в печи до 760-800 °С с выдержкой 8-15 мин, охлаждают в холодной воде и затем сушат.
Закаленные детали подвергают старению (дисперсионному твердению) при 260-400° С (в зависимости от требуемых свойств) с выдержкой после нагрева от 1 до 4 ч и охлаждением на воздухе. Во избежание коробления старение деталей проводят в специальных приспособлениях. После термической обработки детали контролируют.
Твердость в зависимости от условий работы деталей HV 200-400.
Закалке подвергают также заготовки с последующим изготовлением из них деталей по следующему технологическому процессу: отрезка или вырубка заготовок; обезжиривание, промывка, сушка; закалка; полирование заготовок (при необходимости); изготовление деталей; обезжиривание, промывка и сушка деталей, старение; контроль. |
| Категория: Материаловедение | Просмотров: 21347 | | |
| Всего комментариев: 0 | |