12:57 Гидравлический привод литейных машин. |
Гидропривод Еще сравнительно недавно гидропривод редко применялся в литейных машинах. Исключение составляли только машины литья под давлением. Но в последнее время гидропривод находит все большее применение при механизации и автоматизации литейных процессов.
Это объясняется рядом существенных для литейных машин особенностей гидропривода: возможностью создания больших усилий сравнительно небольшими по габаритным размерам силовыми устройствами, бесступенчатым регулированием скорости в широком диапазоне, плавным ходом механизмов, а также возможностью управления режимами работы привода во время их движения, простотой автоматизации при использовании стандартных узлов и механизмов, бесшумностью работы.
Отмеченные положительные характеристики гидропривода обусловлены принципом его действия, устройством основных его элементов и, самое главное, свойствами жидкости как рабочего тела.
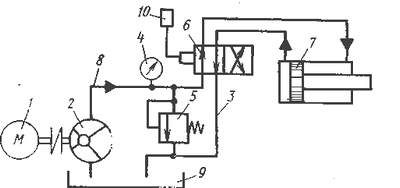 Рис.1.Схема гидропривода Схема гидропривода приведена на рис.1. Насос 2, приводимый в действие электродвигателем 1, засасывает жидкость из резервуара 9 и нагнетает в систему. По трубопроводам 8 жидкость под давлением через распределитель 6 поступает к гидроцилиндру 7. При поступлении жидкости в штоковую полость гидроцилиндра поршень под давлением будет перемещаться влево, приводя в движение связанные с ним рабочие органы машины, например, подвижные части металлической формы кокильной машины. Жидкость из нештоковой полости цилиндра сливается через распределитель 6 по трубе 3 в резервуар 9.
Управление распределителем 6 осуществляется системой управления 10. Различные контрольные 4 и регулирующие устройства 5 обеспечивают заданный скоростной и силовой режимы работы гидроцилиндра.
1. Первичный преобразователь – гидронасос преобразует механическую энергию электродвигателя в механическую энергию потока рабочей жидкости.
2. Исполнительное устройство или гидродвигатель преобразуют энергию потока жидкости в механическую энергию движения рабочих органов машины. Для осуществления возвратно-поступательного движения применяют гидравлические силовые цилиндры и для вращательного движения – гидромоторы. 3. Распределительные устройства соединяют рабочие полости гидравлических исполнительных устройств с насосной установкой, а полости опорожнения – с резервуаром для жидкости. 4. Управляющие устройства предназначены для обеспечения необходимой последовательности перемещений рабочих органов машины и требуемого закона движения. Они управляют распределителями, поддерживают в гидросистеме заданное давление, управляют потоком жидкости, поступающей к исполнительным устройствам, контролируют состояние гидросистемы и предохраняют ее от перегрузок. Многие особенности гидропривода обусловлены свойством рабочей жидкости – практически не сжиматься. Поэтому перемещение, например, поршня цилиндра под давлением жидкости будет зависеть от ее количества, поступившего в рабочую полость цилиндра. Следовательно, управляя потоком жидкости, можно обеспечить практически любой закон движения рабочего органа машины, что невозможно осуществить с помощью пневмопривода.
В гидроприводах литейных машин используют давление от 2,5 до 15 МПа (25…150 кгс/см2), а в некоторых случаях, например в приводах многоплунжерных прессовых формовочных машин, до 20 МПа (200 кгс/см2) и выше. Это позволяет при сравнительно небольших габаритных размерах исполнительных устройств развивать высокие усилия.
В кокильных машинах гидропривод развивает усилие от 0,03 до 0,3 МН (3…30 тс), а в крупных машинах литья под давлением усилие запирания прессформы достигает 25…30 МН (2500…3000 тс). Вследствие применения высоких давлений в гидросистеме необходимо тщательно герметизировать разъемные и особенно подвижные соединения, что требует высокого качества изготовления элементов гидравлических устройств. Поэтому стоимость элементов гидропривода намного выше стоимости соответствующих элементов пневмопривода.
Гидропривод применяют для создания высоких статических усилий, для осуществления возвратно- поступательных движений при больших нагрузках и в случаях обязательного выполнения требуемого закона движения или плавного движения приводимого механизма в машинах: литья под давлением, кокильных, прессовых формовочных, в оборудовании для специальных видов литья, в автоматических формовочных линиях и линиях кокильного литья.
В комплексно-механизированных линиях кокильного литья многие операции, включая заливку металла, осуществляются гидроприводом. В автоматических формовочных линиях гидропривод приводит в действие механизмы уплотнения, сборки и заливки форм, различные транспортные устройства по перемещению форм, опочной и модельной оснастки, выбивки форм и многие другие. Число гидравлических исполнительных устройств достигает 100, а гидравлических элементов распределения и управления – нескольких сотен. Для многих механизмов требуются сложные движения рабочих органов и определенные силовые режимы, которые осуществляются гидроприводом. Сложный закон движения ковша имеет, например, заливочная установка с ковшом секторного типа. Точное соблюдение заданного закона движения является обязательным условием доброкачественного заполнения формы металлом. Установленный закон не должен существенно изменяться и при изменении нагрузки, вызываемой уменьшением количества металла в ковше по мере его опорожнения.
При использовании в заливочных установках конических ковшей закон движения ковша изменяется в каждом цикле, так как для обеспечения заданного расхода металла из ковша необходимо вносить коррективы в скорость поворота, что вызвано особенностями геометрии конического ковша. Сложное движение имеет также каретка с изложницей в процессе заливки металла в машинах центробежного литья, что необходимо для получения равномерной толщины стенки трубы. *Режимы работы механизмов прессования и запирания машин литья под давлением отличаются значительными изменениями как скорости, так и нагрузки в течение одного цикла. Гидропривод механизма прессования обеспечивает медленное движение прессующего пуансона в начальный момент для того, чтобы предотвратить выплескивание металла из камеры прессования.
Затем скорость пуансона повышается и запрессовка металла в пресс-форму проходит с технологически необходимой скоростью впуска.
В конце заполнения полости пресс-формы металлом пуансон резко останавливается, однако в этот момент не должно быть гидравлического удара. В то же время в камере прессования необходимо как можно быстрее создать высокое давление подпрессовки, достигающее 300 МПа (3000 кгс/см2).
Скоростной режим заполнения и величину давления подпрессовки устанавливают для каждой конкретной отливки.
Поэтому гидропривод должен легко перестраиваться на новый режим работы при смене отливок.
*Механизм сборки и запирания прессформы машины литья под давлением также имеет сложный режим работы: вначале пресс-форма должна перемещаться с большими скоростями, но в конце хода, чтобы предупредить удар подвижной массивной полуформы о неподвижную, скорость необходимо плавно уменьшить. В момент запрессовки металла с целью исключения раскрытия стыка подвижная часть прессформы должна быть прижата запирающим механизмом к неподвижной высоким статическим усилием, которое в сотни раз больше необходимого для перемещения полуформы. Одновременное выполнение разнообразных требований скоростного и силового режимов работы осуществляется с помощью специальных схем гидроприводов, что не только обеспечивает оптимальный режим работы машины литья под давлением, но и повышает к. п. д. и коэффициент использования установленных мощностей. Группа механизмов литейных машин требует плавного хода с периодической регулировкой скорости. К ним относятся различные транспортные и вспомогательные механизмы, в том числе устройства для перемещения форм и стержней на автоматических линиях. Плавность хода имеет большое значение при сближении массивных полукокилей. Это является одной из основных причин применения гидропривода в кокильных машинах.
Гидропривод позволяет простыми и надежными средствами механизировать поворот рукавов пескометов, обладающих большими маховыми моментами с необходимыми скоростями и осуществлять не только дистанционное управление головкой пескомета, но также автоматическое программное управление. Особенности гидропривода литейных машин и линий определяются режимами работы оборудования и условиями эксплуатации. Гидравлические исполнительные устройства требуют больших расходов жидкости, что обусловлено высоким темпом работы литейного оборудования, особенно автоматических формовочных линий, где скорость достигает 0,5 м/сек. В гидроприводах литейных машин обычно применяют воспламеняющиеся минеральные масла. При высоких давлениях в гидросистеме всегда имеются утечки жидкости. Просочившееся через уплотнение масло может образовывать с пылью и формовочной смесью трудно удаляемую грязь и создавать опасность воспламенения, если поблизости находится расплавленный металл.
Для обеспечения пожаробезопасности гидропривода применяют различные меры и, в частности, используют в гидросистеме невоспламеняемые жидкости.
Скоростные характеристики гидроприводов во многом определяются вязкостью масла, которая, в свою очередь, зависит от температуры. Температура масла зависит от температуры воздуха в цехе и интенсивности излучения источников тепла, близко расположенных к гидроприводу.
Этот недостаток гидропривода в определенной мере ликвидируется с помощью систем регулирования температуры масла и с помощью других мер, обеспечивающих уменьшение выделения тепла в гидросистеме, а также применением специальных жидкостей со стабильной вязкостью.
Гидравлическая аппаратура управления в приводах литейных машин имеет высокую интенсивность работы. За один год работы происходит до 1 000 000 и более включений. При такой интенсивности работы большое значение имеет надежность аппаратуры. Автоматическое управление гидроприводом осуществляется в основном электрической системой управления. Последняя на бесконтактных логических элементах обладает высокой надежностью. Уязвимым местом в гидросистеме являются распределители с электромагнитным управлением. Частые выходы их из строя увеличивают потери производительности по вине гидропривода, хотя остальные его элементы и обладают высокой надежностью. Непрерывное расширение области применения гидропривода в литейных цехах обусловливается совершенствованием литейных машин, а именно наиболее полным соблюдением заданных режимов работы приводимых механизмов, повышением к. п. д. и коэффициента использования установленных мощностей, снижением стоимости, повышением надежности, созданием новых гидрофицированных механизмов и машин. В гидроприводах машины с несколькими исполнительными механизмами используют многонасосные системы с насосами различной производительности и давления, позволяющими оптимально использовать установленные мощности, уменьшать потери энергии и т. д. Аккумуляторный привод машин литья под давлением позволяет развивать высокие скорости поршня прессового гидроцилиндра, достигающие 5 м/сек и более, что необходимо для изготовления отливок из магниевых сплавов. Мультипликаторы, особенно в механизмах прессования, позволяют создать в рабочих полостях цилиндра давление, во много раз превышающее давление, развиваемое насосом, и в то же время управлять этим давлением во времени. В настоящее время уже созданы специальные приводы для уплотнения форм встряхиванием, полностью гидрофицированные пескометы и центробежные машины, которые ранее имели пневмо-и электроприводы. Разрабатываемые специальные методы динамического расчета гидропривода литейных машин способствуют совершенствованию конструкции гидропривода и наиболее полному использованию его возможностей. Гидропривод необходимо проектировать с учетом характера работы механизмов и условий эксплуатации литейных машин, а также с учетом высокой надежности и экономичности. Проектирование гидропривода включает следующее:
Гидравлическая и механическая схема литейной машины модели 71108.pdf |
| Категория: Приводы машин | Просмотров: 4752 | | |
| Всего комментариев: 0 | |