01:53 Литейные сплавы и плавка. Усадочная раковина и пористость. |
Склонность отливок к образованию усадочных раковин и пористости
Под у с а д к о й о т л и в о к понимают уменьшение (в общем случае изменение) объема и размеров отливки из сплава, залитого в реальную литейную форму, охлаждающегося в неизотермических (неравновесных) условиях с неоднородным распределением температуры и находящегося в силовом взаимодействии с нагреваемой формой. Усадка отливки определяется не только свойствами сплава, но и неоднородностью температуры и его взаимодействием с формой. Принято подразделять усадку сплава и отливок на объемную и линейную. Объемная усадка металлов и сплавов
Объемная усадка металлов и сплавов является не литейным, а физическим свойством. Для литейщиков представляет практический интерес не только суммарное изменение объема металла или сплава при их охлаждении, которое собственно и характеризует объемную усадку металлов и сплавов, а его изменение в зависимости от температуры.
Прибылью называется дополнительный объем металла, заливаемого в форму и служащего для компенсации уменьшения объема сплава при его охлаждении (в основном при затвердевании) и вывода образующейся раковины из отливки в этот объем.
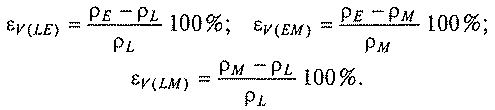
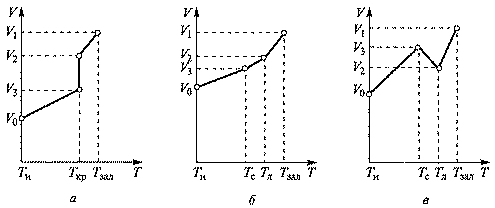
В определении усадки кроме основного термина «уменьшение» в скобках используется более общий термин «изменение», что связано с возможным увеличением объема при затвердевании (рис. 1, в) таких распространенных сплавов, как серые и высокопрочные чугуны, а также таких металлов, как висмут, галлий, сурьма и литий (можно также вспомнить о расширении воды, происходящем при ее замерзании). Чаще всего объемную усадку выражают в процентах или в долях единицы (в этом случае процентную величину необходимо разделить на 100). Для схем, приведенных на рис. 1, объемная усадка εv сплавов определяется следующими выражениями: 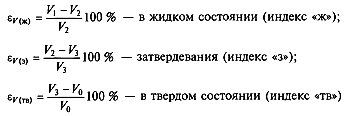 [1] [1]Общая (суммарная) усадка при охлаждении сплава от Тзал до Тн соответственно будет равна:  [2] [2]Определение объемной усадки сплавов можно осуществить с помощью пикнометра, гидростатическим, дилатометрическим и другими методами, включая метод гамма-излучения. При этом чаще всего измеряют изменение удельного объема или плотности сплава. Графики изменения плотности в зависимости от температуры представляют зеркальное отображение приведенных на рис. 1 графиков изменения объема. Зависимости плотности чугунов от температуры приведены на рис. 2, которые получены профессором А. С. Басиным методом просвечивания узким пучком гамма-излучения на высокотемпературном гамма-плотномере при медленном охлаждении чугунов с постоянными скоростями (3...5 °С/мин). 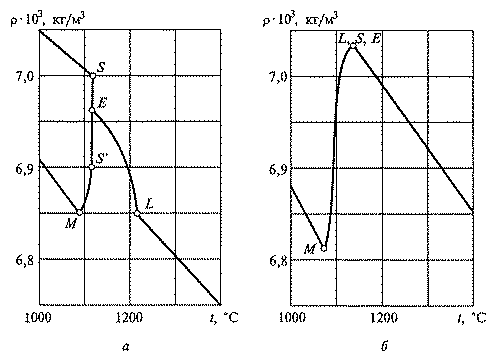 Рис. 2. Изменение плотности чугунов: а — доэвтектического состава; б — эвтектического (околоэвтектического) серого (точки L, S, S', Е соответствуют фазовому переходу, точка M — точка минимальной плотности серого чугуна).
 [3] [3]При Тл начинается кристаллизация первичного аустенита, которая заканчивается при эвтектической температуре TE.
При этом считают, что фактор увеличения объема твердого чугуна вследствие выделения графита из аустенита имеет большее значение.
 [4] [4]
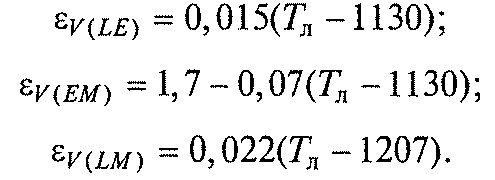 [5] [5]Особенность кристаллизации эвтектических двойных сплавов Fе — С и многокомпонентных чугунов заключается в отсутствии скачка плотности (объема) в процессе эвтектического превращения L, S, Е (рис. 2, б). Тл = 1б70 — 124С [6]
где С — содержание углерода (или углеродный эквивалент).Подставив значение Тл в уравнение [5], найдем объемную усадку затвердевания серых доэвтектических чугунов: εv(LM) = 10,2 - 2,73С [7]
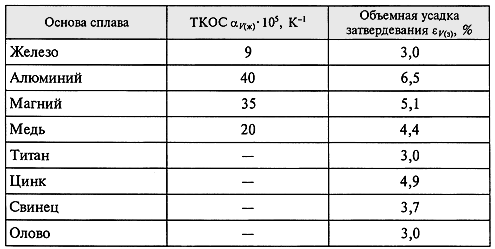
Используя уравнения [5] и [7], можно найти, что при Тл = 1480 К и содержании 3,73% углерода объемная усадка затвердевания серого чугуна будет равна нулю, если постэвтектическое расширение не реализуется в изменении наружных размеров. При высоком содержании углерода объемная усадка будет отрицательна. Сведения об объемных изменениях в жидком состоянии и при затвердевании важнейших металлов приведены в табл. 1. Таблица. 1. Температурные коэффициенты объемного сжатия (ТКОС) в жидком состоянии (индекс «ж») и объемная усадка затвердевания (индекс «з»)
 Образование усадочных раковин
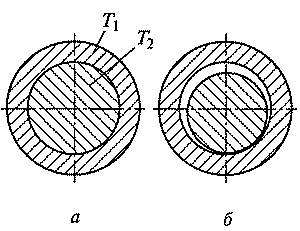
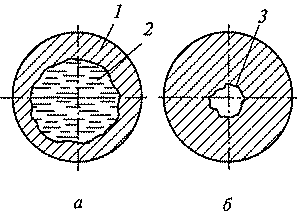
При охлаждении расплава, залитого в реальную форму, температура в различных точках отливки будет неодинакова, поэтому описанные выше процессы объемных изменений происходят неодновременно (например, в тонких и толстых сечениях), что приводит к взаимодействию отдельных объемов и слоев отливки между собой и отливки с литейной формой. Кроме того, часть металла может затвердевать при заливке, а уменьшение объема жидкого металла в форме некоторое время компенсируется литниковой системой. Неодновременность затвердевания сплава в объеме отливки приводит к образованию усадочных дефектов (усадочных раковин и усадочной пористости), объем которых определяется, с одной стороны, частично объемной усадкой в жидком состоянии и объемной усадкой затвердевания сплава, а с другой — перечисленными выше процессами. Процесс описания образования усадочных раковин начнем с простейшего примера. Представим два металлических тела, одно из которых вписано без зазора в другое, и температура Т1 наружного тела меньше температуры Т2 внутреннего (рис. 3, а). При охлаждении до нормальной температуры уменьшение объема внутреннего тела окажется больше, чем наружного, и между ними возникнет зазор (рис. 3, б).
Жидкое ядро 2, охлаждаясь и затвердевая, уменьшается в объеме больше по сравнению с сокращением объема затвердевшей корки 1, что связано с более значительной усадкой при затвердевании и, как правило, большим коэффициентом температурного сжатия жидкого металла по сравнению с твердым.
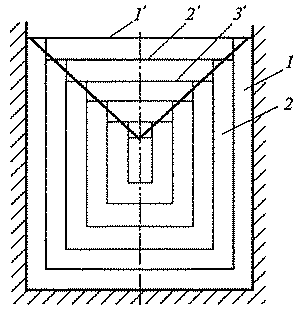
Литье в кокиль. Дефект отливки из алюминиевого сплава.  Вследствие расширения расплава при затвердевании (например, как у чугунов с графитом) уровень расплава в изложнице будет опускаться меньше, а в жестких формах может наблюдаться подъем уровня вплоть до выпирания расплава через стояк литниковой системы. При движении стенок формы (из-за подутия или расширения) уровень расплава будет дополнительно опускаться, и объем усадочной раковины увеличится. Из-за охлаждения твердая корка «усаживается» и отходит от стенок формы, но, как показывают прикидочные расчеты, объемная усадка в твердом состоянии до окончания затвердевания практически на порядок меньше, чем объемная усадка затвердевания: при литье углеродистой стали в песчано-глинистые формы указанные значения составляют соответственно 0,00045 и 0,03 (или 0,045 и 3 %). При отводе тепла от открытой поверхности прибыли на этой поверхности образуются мосты — затвердевшие слои металла, закрывающие усадочную раковину. На практике усадочную раковину выводят из отливки в прибыли или применяют специальные технологии: непрерывное и электрошлаковое литье, когда затвердевающая часть отливки непрерывно питается из верхней жидкой ванны. Образование усадочной пористости
Усадочная пористость возникает в отливках, если она изготовляется из сплава, затвердевающего в интервале температур Тл...Тс, когда в отливке можно выделить двухфазную зону и ξ л-с > 0. В начальный момент времени до смыкания дендритов в середине толщины отливки процесс усадки происходит аналогично вышеописанному, и в результате образуется сосредоточенная усадочная раковина. После смыкания дендритов между ними возникают замкнутые изолированные (не соединенные с основной массой расплава) пространства, заполненные жидким металлом. По мере охлаждения и затвердевания жидкой фазы в замкнутых пространствах происходит разрыв жидкости, образование пустоты (давление в ней равно нулю, т. е. создается вакуум) и последовательное ее увеличение за счет усадки затвердевания при переходе жидкого состояния в твердое. Питание отливки из стояка и прибыли при этом происходит за счет фильтрации жидкой фазы по междендритным каналам. С течением времени каналы зарастают, и фильтрация прекращается. При этом время фильтрации зависит от сил, действующих на жидкий металл в прибыли: сила тяжести, обычное (нормальное атмосферное) и повышенное (автоклав) давление (в порах давление равно 0), центробежные силы (при центробежном литье). Выше описана осевая усадочная пористость, которая снижает механические свойства литых деталей и уменьшает их герметичность, особенно после обработки резанием. Однако в кажущемся плотном металле также наблюдается усадочная пористость. Ее принято называть рассеянной усадочной пористостью. Она также существенно влияет на механические свойства и герметичность отливок. Объемы усадочных раковин и усадочной пористости в зависимости от состава сплава на диаграмме состояния
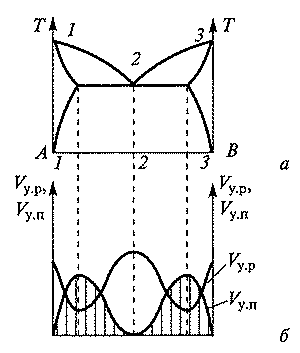 Рис. 6. Зависимость объемов усадочных раковин Vу.р и пористости Vу.п от положения сплава на диаграмме состояния А — В. Формирование усадочных раковин выше было рассмотрено только для сплавов с Т = const, т.е. по существу для чистых металлов и эвтектик. При рассмотрении же формирования усадочной пористости было оговорено, что сплав затвердевает в интервале температур Тл...Тс. На рис. 6, а представлена диаграмма состояния двойной системы А — В, а под ней (рис. 6, б) приведена упрощенная зависимость объемов усадочных раковин Vу.р и пористости Vу.п от интервала кристаллизации (т.е. от положения сплава на диаграмме состояния), впервые построенная А.А. Бочваром. В чистых металлах (составы 1, 3) и эвтектиках (состав 2), когда Ткр = const, вся объемная усадка затвердевания реализуется в усадочные раковины, а пористость не имеет развития, т. е. Vу.п = 0. По мере увеличения интервала кристаллизации Тл...Тс объем Vу.р уменьшается, а Vу.п увеличивается и достигает максимума вблизи концентрации предельной растворимости, т.е. при максимальном интервале кристаллизации. На рис. 6 видно, что чем больше интервал, тем больше отливка поражена усадочной пористостью и меньше сосредоточенная усадочная раковина. Отсюда следует, что отливки из сплавов с Ткр = const изготовлять легче, чем отливки с интервалом Тл...Тс, особенно широким. В первом случае питание отливок организуется очень просто, и раковина выводится в прибыль. Во втором случае для увеличения плотности отливки необходимы дополнительные меры. В частности, необходимо организовать направленное затвердевание и в дополнение к этому приложить давление к жидкому металлу в прибыли. Определение объема усадочных раковин и пористости отливок
Теоретически рассчитать объем усадочных дефектов (усадочных раковин и пористости) в настоящее время не представляется возможным. Поэтому для определения склонности к образованию усадочных дефектов используют технологические пробы, как правило, простейшей формы (цилиндр, конус, шар). Объем раковины определяют засыпкой раковины песком или заливкой керосина через мерную пипетку.
 [8] [8]
 [9] [9]где рв — плотность воды; Vo — объем пробы. Примером технологической пробы может служить отливка, приведенная на рис. 7, объемом 465 см3. 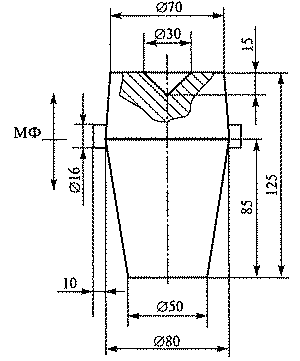 Рис. 7. Технологическая проба для определения усадочных дефектов (МФ — разъем модели и формы).
 [10] [10]
 [11] [11]
 [12] [12]
 [13] [13]
 [14] [14] Литература: ISBN 5-7б95-127б-8 Литейные сплавы и плавка: Учебник для студ. высш. учеб. заведений / А. П. Трухов, А.И. Маляров. — М.: Издательский центр «Академия», 2004. — 336 с. Рассмотрены литейные свойства наиболее распространенных промышленных сплавов. |
| Читать: Литейные сплавы и плавка: Учебник для студ. высш. учеб. заведений / А. П. Трухов, А.И. Маляров. — М.: Издательский центр «Академия», 2004 |
| Ссылка: http://lmx.ucoz.ru/technology/litejnie_splavy.html |
| Примечание: Для просмотра в браузере файлов DjVu скачайте и установите на свой компьютер плагин DjVu Browser Plug-in (Free-download) от Caminova, Inc. |
| Категория: Металлы и сплавы | Просмотров: 8542 | | |
| Всего комментариев: 0 | |