21:04 Классификация формовочных и стержневых материалов.Типы и классы формовочных и стержневых смесей. |
Формовочные материалы и смеси
Формовочные пески
Обычно пески носят название карьера, в котором их добывают.
Разработку месторождений песка и глины ведут открытым способом. Если песок содержит примеси или имеет неоднородный зерновой состав, то на карьерах производят о б о г а щ е н и е песка — освобождение его от посторонних примесей (остатков растений, глины, известняка), а также разделение на фракции по размерам зерен. Чаще всего в качестве основного формовочного материала применяют к в а р ц е в ы е п е с к и, которые достаточно широко распространены в природе, а поэтому дешевле других и вместе с тем обладают необходимыми свойствами, главное из которых - огнеупорность. Основной составной частью этих песков является минерал кварц (кремнезем), представляющий собой химическое соединение SiO2 плотностью 2,5—2,8 г/см2, температура его плавления 1713 ºС. При нагреве кварц переходит в другие кристаллические модификации, что сопровождается изменениями его объема:
Эти примеси придают песку различную окраску и ухудшают его свойства, понижая температуру плавления. В природных условиях в воде вместе с крупными песчинками оседают и мелкие, поэтому в песках могут находиться одновременно зерна размером от нескольких миллиметров до нескольких микронов. Условились зерна размером менее 22 мкм независимо от их химического состава относить к глинистой составляющей, а зерна более 22 мкм — к зерновой составляющей песка. Содержание глинистой составляющей в формовочных песках определяют отмучиванием, т. е. отмыванием, отделением песка от глины. В зависимости от содержания глинистой составляющей формовочные пески делят на кварцевые и глинистые. Кварцевыми песками называют пески, содержащие глинистых составляющих не более 2% 90—97% SiO2, и до 10% посторонних примесей. Пески, содержащие более 50% глинистых составляющих, называют глинами. При выборе песков для литейного производства нельзя ограничиваться только химическим составом и наличием в песке глинистых составляющих. Необходимо также учитывать м и н е р а л о г и ч е с к и й состав песка. По ГОСТ 2138 - 91 пески по форме зерен разделяются на о к р у r л ы е, п о л у о к р у г л ы е, о с т р о у г о л ь н ы е, о с к о л о ч н ы е. Для получения отливок без пороков необходим песок определенной зернистости. Зерновой состав формовочных песков определяют просеиванием навески 50 г сухого безглинистого песка или формовочной смеси. Для этого их предварительно подвергают отмучиванию. Таблица. 1
Классификация и состав формовочных песков, % (ГОСТ 2138—91)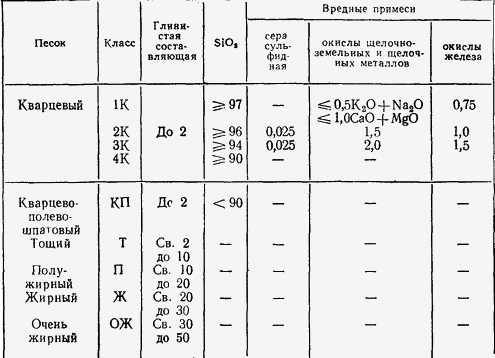 Таблица. 2
Классификация песков на группы по величине зерен (ГОСТ 2138—91)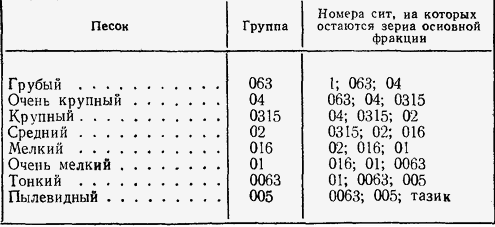 Песок просеивают через набор калиброванных сит с точными размерами ячеек (табл. 2). Нормальный набор состоит из 11 сит с ячейками размерами от 2,5 до 0 05 мм. Сито № 2,5 сверху накрывают крышкой, снизу под сито № 005 подставляют металлический тазик. Навеску песка рассеивают с помощью специального приспособления. Песок, оставшийся в наибольшем количестве на трех смежных ситах, называется основной зерновой фракцией. При оценке песков одного месторождения с различной зернистостью следует отдавать предпочтение песку с более крупными зернами, так как последний является более чистым в химическом и минералогическом отношении. При выборе песков следует учитывать характер производимых отливок. Для крупных отливок надо применять более крупный песок, так как он обеспечивает более высокую газопроницаемость и огнеупорность формовочных смесей; для мелких отливок — более мелкозернистый песок в целях получения более чистой поверхности. Пески делят на две категории А и Б. К категории А относятся пески с большим остатком основной фракции песка на крайнем верхнем сите (из трех смежных), к категории Б — пески с большим остатком на крайнем нижнем сите. Кварцевые пески с рассредоточенной зерновой структурой разделяются на четыре группы:
При маркировке песка на первом месте ставят обозначения класса, на втором — группы и на третьем — категории. Например, кварцевый песок средней зернистости обозначается 1К02А, 2К02А, ЗК02А или 1К02Б, 2К02Б, ЗК02Б; песок с рассредоточенной зернистостью — 2КРСА, 1КРСА или 2КРСБ, 1КРСБ; тощие пески — Т0315А и т. д.; полужирные и очень жирные пески — П025, 1К016, ОЖ01. Для повышения чистоты поверхности отливок применяют взамен кварцевого песка высокоогнеупорные формовочные материалы: цирконовый песок, оливинит, хромистый железняк, магнезит. Цирконовый песок ZrSi04 отличается высокими физико-химичесскими свойствами, обладает хорошей теплопроводностью и большой плотностью, не дает пригара на поверхности отливок. Температура его плавления свыше 2400 ºС.
Цирконовый песок применяют для приготовления облицовочных и стержневых смесей, а также формовочных красок для крупных отливок. Вследствие большей теплопроводности цирконовый песок способствует более быстрому охлаждению отливки по сравнению с обычными формовочными материалами, что дает возможность регулировать процесс затвердевания и кристаллизации металла. Оливинит — магнезиальный силикат Mg2SiO4. Огнеупорность оливинита 1750—1830 ºС. Оливинитовые пески по эффективности и экономичности занимают среднее место между цирконовыми и кварцевыми. Наиболее эффективно применение оливинита в производстве отливок из марганцовистой стали благодаря получению высокой чистоты поверхности отливок. Хромистый железняк FeO · Cr2О2 (хромит) в молотом виде вводят в состав облицовочной смеси, используемой для форм крупных стальных отливок. Температура плавления (1450—1850 °С) хромистого железняка понижается с увеличением содержания окислов железа. Хромистый железняк применяют в виде порошка, просеянного через сито с ячеиками 1,5 мм. После просева хромистый железняк должен иметь следующий зерновои состав: остаток 60—70 % на ситах 1—04 и 30—40% на ситах 1—063. Хромистый железняк не должен содержать посторонних примесей, понижающих его огнеупорность. Природные свойства хромистого железняка: высокая огнеупорность, постоянство объема при нагревании, отсутствие химического сродства с окисью железа — обеспечивают получение отливок с повышенной чистотой поверхности. Магнезит MgCO3 после обжига имеет температуру плавления 2800 °С. В состав магнезита, кроме MgO, который образуется после обжига, входят песок, глина, известь и окислы железа. Магнезит применяют в облицовочных смесях для отливок из высокомарганцовистой стали 110Г13Л (сталь Гадфильда). Шамот (40% Аl2O3, остальное SiO2) представляет собой предварительно (до спекания) обожженную огнеупорную глину; имеет высокую огнеупорность 1670—1750 °С. Шамот применяют для изготовления сухих форм крупных стальных отливок. Формовочные глины
Литейными формовочными глинами называются горные породы, состоящие из тонкодисперсных частиц водных алюмосиликатов и обладающие связующей способностью, термохимической устойчивостью, что позволяет использовать их в качестве связующего для приготовления прочных и не пригорающих к отливке формовочных смесей. В зависимости от минералогического состава формовочные глины разделяются на четыре вида: каолинитовые — К, гидрослюдистые — Г, монтмориллонитовые (бентонитовые) — М, полиминеральные — П. Чаще применяют каолинитовые и бентонитовые глины, так как они обладают большей термохимической устойчивостью. Бентонитовые глины — это формовочные глины, состоящие из очень мелких зерен (размером 0,001 мм и менее) и образующие с водой коллоидный раствор, что делает эти глины пластичными и клейкими. Бентонитовые глины имеют следующие преимущества по сравнению с обычными глинами:
Таблица. 3
Классификация формовочных глин по прочности (ГОСТ 3226—93)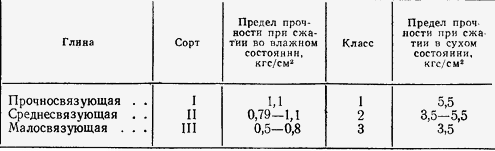 Основной составляющей, обеспечивающей огнеупорность глины, является глинозем Al2О3. Примеси, как известь, щелочь и различные окислы, способствуют понижению огнеупорности глины. По огнеупорности (термохимической устойчивости) глины делятся на группы: высокую — Т1; среднюю — Т2; низкую — Т3. При маркировке глины на первом месте ставят вид глины, затем сорт, класс и группу, например КIII/2Т2 — каолинитовая глина III сорта, 2-ro класса, 2-й группы. По ГОСТ 3226—93 формовочные глины рекомендуется применять в составах песчано-глинистых смесей в зависимости от метода формовки и материала отливки. Например, для чугунных отливок со стенками толщиной от 10 до 50 мм и мелких стальных при формовке по-сырому рекомендуется применять глины: марок I — III/1—3Т1; для стальных отливок со стенками толщиной более 20 мм при формовке по-сырому — глины марок I—II/1—3 (Т1— Т3); при формовке по-сухому — глины марок 1—III/1—2 (T1— Т3). Глину выбирают с учетом условий образования на отливках наименьшего пригара и обеспечения максимальной термохимической устойчивости формовочной смеси. При этом следует иметь в виду, что при введении в формовочную смесь большого количества глины с высокой термохимической устоичивостью (ТХУ) огнеупорность смеси может оказаться ниже, чем при введении небольшого количества глины с низкой ТХУ. Например, в результате замены каолинитовой глины меньшим количеством высокосвязующей бентонитовой глины можно, сохранив достаточную прочность, увеличить огнеупорность смеси. Уменьшение количества глины в смеси при применении бентонтта позволяет снизить влажность смеси и прилипаемость смеси, повысить ее газопроницаемость, снизить брак по газовым раковинам и засорам. Связующие
Связующие вводят в формовочные и стержневые смеси для связывания песчинок и придания прочности в сыром или сухом состоянии формовочным и стержневым смесям. К связующим предъявляют следующие требования. Они должны:
Водные и неводные связующие не смешивают между собой, так как это почти всегда понижает прочность смеси во влажном и в сухом состоянии, особенно, если в качестве водного связующего используют формовочную глину. Необратимо затвердевающие связующие при затвердевании претерпевают сложные химические превращения; в основе затвердевания лежат процессы полимеризации вещества. Обратимо затвердевающие связующие восстанавливают свойства после охлаждения (битумы, пеки, канифоль) или при действии растворителя (декстрин, пектиновый клей). Связующие, затвердевающие необратимо, сообщают наибольшую удельную прочность сухим стержням [более 5 кгс/см2 на 1% связующего]; связующие с промежуточным характером затвердевания — среднюю прочность [3—5 кгс/(см2 · 1%]; обратимо затвердевающие связующие — наименьшую прочность [до 3 кгс/(см2 · 1%]. В соответствии с этим связующие разделяют на три группы по удельной прочности на разрыв в сухом состоянии. Связующие выделены в два класса: А — неводные, Б — водные; неорганические связующие занимают класс В и являются водными. Органические химически твердеющие связующие
В эту группу входят органические неводные (А-1 и А-2) и водные (Б-1) связующие. Химически твердеющие связующие сообщают смеси низкую прочность, хорошую пластичность во влажном состоянии и высокую прочность в сухом. Из смесей на основе этих связующих получают тонкостенные сложные стержни, которые сушат на плитах. Для повышения прочности во влажном состоянии в смесь добавляют глину, декстрин и другие связующие. Химически твердеющие связующие разделяют на две группы: масла и синтетические смолы. Масла для затвердевания требуют окисления, а синтетические смолы — только нагрева. Масла могут быть растительные, из нефтепродуктов и из сланцев. К растительным маслам относятся льняное масло и олифа. Олифа представляет собой растительное масло с добавкой катализатора, ускоряющего процесс сушки. К маслам на основе нефтепродуктов относится петролатум, растворенный в уайт-спирите в отношении 1/1, выпускаемый под названием связующее П. Недостатками этого связующего являются сравнительно высокая прилипаемость, низкая поверхностная прочность и большая продолжительность сушки. С целью устранения этих недостатков на основе петролатума были разработаны другие связующие (ПТ, ПС) с улучшенными свойствами. Из тяжелой фракции генераторной сланцевой смолы изготовляют связующее ГТФ, из-за недостаточной прочности его применяют вместе с другими связующими. К группе органических химически твердеющих связующих относятся комбинированные связующие, изготовляемые смешиванием нескольких связующих, что уменьшает расход дефицитных масляных связующих. К таким связующим относятсят:
Температура сушки этих смесей 200 — 220 °С. Синтетические смолы вводят в состав смесей для тонкостенных оболочковых форм, а также быстросохнущих смесей. Эти смолы могут быть т е р м о р е а к т и в н ы м и и т е р м о п л а с т и ч н ы м и. Особенность термореактивных смол в том, что при нагреве они сначала размягчаются, а затем вследствие химических процессов затвердевают. Преимущество этих смол — процесс твердения происходит с большой скоростью и с образованием прочной и эластичной пленки, что резко ускоряет процесс изготовления стержней и форм. Наиболее широко в литейном производстве применяют п у л ь в e р б а к е л и т — феноло-формальдегидную смолу — высокомолекулярное (полимерное) соединение. Прочность смесей в сухом состоянии достигает 60—80 кгс/см2 при содержании 4 — 6% пульвербакелита. К а р б а м и д н ы е с м о л ы — продукты конденсации мочевины с формальдегидом — хорошо растворяются в воде и применяются для приготовления быстросохнущих и самовысыхающих связующих МФ-17, М, МСБ. Смеси с этими связующими имеют низкую прочность во влажном состоянии, добавка в смесь глины и сульфитно-спиртовой барды повышает прочность смеси. После сушки стержни на основе карбамидных смол негигроскопичны и легко выбиваются. Карбамидные смолы в количестве 2,5 — 3% вводят в стержневые смеси, предназначенные для алюминиевого и магниевого литья. Температура сушки стержней 120 — 180 °С. Органические высыхающие связующие относятся к классам Б-2 и Б-3. Эти связующие являются водорастворимыми, они хорошо смешиваются с глиной и поэтому, как правило, используются вместе. Формовочная глина придает стержневой смеси необходимую прочность во влажном состоянии, а связующее — после сушки стержня. Барда сульфитного щелока — побочный продукт переработки древесины. В литейном производстве используют выпаренную сульфитную барду плотностью 1,25—1,3 г/см2. Она содержит около 50% сухого остатка и называется литейным концентратом барды жидкой (ЛКБЖ). Сульфитная барда, выпаренная до плотности 1,4 г/см2 и содержащая 76% сухого вещества, называется литейным концентратом барды твердой (ЛКБТ). Концентрат барды твердой с содержанием не менее 87% сухого остатка выпускают в виде порошка марки КБП. Жидкую барду используют без подготовки, твердую барду перед использованием растворяют. На основе сульфитной барды разработаны комбинированные связующие: СП, состоящее из 95% (по массе) сульфитной барды и 5% окисленного петролатума; СБ, состоящее из 80—90% сульфитной барды и 10—20% связующего ГТФ. Сульфитную барду, связующие СП и СБ вводят в формовочные и стержневые смеси в количестве 1,5—3%. Температура сушки 160—180 °С. Д е к с т р и н — продукт обработки крахмала слабой кислотой при небольшом нагреве, используют в комбинации с другими связующими, а также при приготовлении клея для стержней. П а т о к а — жидкие отходы свеклосахарного производства. Стержни, полученные из смесей на основе патоки, обладают хорошей податливостью. Патоку используют также для опрыскивания поверхности стержней с целью придания им поверхностной прочности. Органические затвердевающие связующие относятся к группе А-3. В твердом состоянии хрупки, поэтому самостоятельно их не используют. Эти связующие применяют в комбинации с глиной и сульфитной бардой. К а н и ф о л ь — продукт переработки смол хвойных деревьев, входит в состав связующих 4ГУ, П, ЗИЛ. Д р е в е с н ы й п е к — остаточный продукт отгонки масел из древесных смол, применяют вместе с глиной. Т о р ф я н о й п е к — продукт переработки торфа, используют для приготовления связующего К1. Неорганические связующие относятся к классу В, наиболее распространены из них формовочная глина, цемент, жидкое стекло, гипс. Ж и д к о е с т е к л о — водный раствор силикатов натрия или калия переменного состава Na2О · nSiO2 · mН2О. Жидкое стекло приготовляют трех марок: А—с модулем 2,61—3,0; Б—с модулем 2,31—2,6; В—с модулем 2,61—3,0. Формовочные и стержневые смеси на жидком стекле приобретают высокую (до 25—30 кгс/см2) прочность при нагреве (220—260 °С) или химической сушке (с продувкой углекислым газом СО2). Последний способ сушки позволяет отказаться от сушил и резко ускорить производственный процесс. Вспомогательные формовочные материалы
К вспомогательным формовочным материалам относятся добавки, вводимые в формовочные и стержневые смеси для улучшения их свойств (газопроницаемости, огнеупорности, податливости, выбиваемости и т. д.), а также вещества, входящие в состав красок, клеев, припылов для изготовления и отделки форм и стержней. Противопригарные добавки вводят в смеси для уменьшения пригара формовочной смеси к отливкам, увеличения газопроницаемости, податливости и улучшения выбив аемости стержней из отливок. П р и г а р о м называют прочное соединение формовочной или стержневой смеси с металлом поверхности отливки. Пригар затрудняет очистку отливок и является причиной быстрого износа режущего инструмента при обработке отливок на металлорежущих станках. Пригар, бывает термический, механический и химический. Он образуется вследствие применения формовочных материалов, обладающих недостаточной огнеупорностью, и малой плотности формы. Термический и химический пригары образуются обычно на отливках из чугуна, стали и бронзы, а механический пригар может образоваться и на отливах из других цветных сплавов. В формовочную смесь (в зависимости от рода металла и толщины стенки отливки) в качестве противопригарных добавок вводят каменноугольную пыль, мазут, пылевидный кварц, древесно-угольную пыль, графит и цемент. К а м е н н о у r о л ь н у ю п ы л ь добавляют в облицовочные или единые формовочные смеси при литье чугуна. Практика показала, что лучше всего применять каменный уголь марок Г (газовый) илп Д (длиннопламенный) с малым содержанием золы и серы. Перед помолом каменный уголь сушат при температуре не более 120 °С. Количество каменноугольной пыли, вводимой в формовочную смесь, зависит от толщины стенки отливки. Чем толще стенка отливки, тем больше каменноугольной пыли добавляют в формовочную смесь. Например, в смеси для тонкостенных отливок (5 — 15 мм) вводят 2 — 6% каменноугольной пыли, а в смеси для толстостенных отливок — 12%. М а з у т добавляют в облицовочную смесь для получения чистой поверхности отливок из чугуна и бронзы при литье по-сырому. Вследствие малого содержания золы в мазуте увеличиваются долговечность и газопроницаемость формовочных смесей. Количество вводимого мазута зависит от толщины стенки отливки. Желательно применять мазут, содержащий не более 2% золы, 2% влаги и не более 0,5% серы. П е к вводят взамен каменноугольной пыли. Содержание золы и серы в нем меньше, чем у каменноугольной пыли, поэтому он дает меньший пригар на отливках. Кроме того, пек увеличивает прочность смеси в сыром и сухом состояниях. Чтобы лучше размолоть пек, его часто смешивают с углем (1 часть пека и 2 — 3 части каменного угля). Д р е в е с н о у г о л ь н у ю п ы л ь используют как противопригарное средство для покрытия поверхностей сырых форм. Лучшими углями считают березовый и ольховый. Уголь размалывают и просеивают через сито 01. Древесноугольную пыль наносят на стенки формы припыливанием из полотняного мешка. Г р а ф и т с е р е б р и с т ы й применяют для припыливания поверхности сырых форм, чтобы уменьшить пригар формовочной смеси к отливке. Графит обладает высокой огнеупорностью. Вместо графита можно применять эстонский сланец в виде порошка. М а р ш а л и т (пылевидный кварц) применяют в качестве огнеупорного материала при приготовлении противопригарных красок для форм и стержней стальных отливок; иногда вводят в состав облицовочных смесей. Т а л ь к — минерал, водный силикат магния, применяют для приготовления противопригарной краски. Связующая часть краски состоит из мелкой огнеупорной формовочной глины, бентонита или органических водорастворимых добавок, обеспечивающих относительно высокую прочность. Д р е в е с н ы е о п и л к и вводят в стержневые смеси для увеличения газопроницаемости и податливости стержней. Перед употреблением опилки должны быть сухими и проходить через сито 2,5. Взамен древесных опилок можно применять торф, содержащий около 70—73% летучих веществ, не более 5 — б% золы, до 25 — 30 % влаги. Недостатком опилок и торфа является их гигроскопичность. Поэтому вместо древесных опилок и торфа применяют асбестовую крошку, она негигроскопична и обладает хорошей формуемостью. Формовочные и стержневые смеси
Свойства смесей Для получения качественных форм, стержней и годных отливок формовочные и стержневые смеси должны обладать технологическими свойствами, отвечающими определенным требованиям. Для хорошего уплотнения формовочной смеси в опоке большое значение имеет пластичность смеси — способность деформироваться под действием приложенных внешних усилий или собственной массы, что обеспечивает получение отпечатка модели или заполнение полости стержневого ящика. Пластичность формовочной и стержневой смеси зависит от свойств составляющих смеси и применяемых связующих. Например, смесь с масляным связующим обладает большой пластичностью; песчано-глинистые смеси имеют небольшую пластичность. Литейная форма должна обладать достаточной прочностью, чтобы при сборке, транспортировке и заливке металлом она не разрушалась. Поэтому и формовочная смесь должна обладать определенной прочностью — способностью сопротивляться разрушению под действием нагрузки. Прочность формовочной смеси зависит от зернистости песка, влажности, плотности и от содержания глины или связующих в смеси. С увеличением плотности, уменьшением размера зерен песка, увеличением глиносодержания прочность смеси возрастает. Сыпучесть смеси влияет на зависание ее в бункерах, на заполнение и равномерность распределения смеси при засыпке в опоку, на качество и длительность перемешивания смеси в смесителях. С сыпучестью связана к о м к у е м о с т ь — способность смеси образовывать комки. Сыпучесть и комкуемость зависят от прочности связей песчинок в местах контакта. Начальная (насыпная) плотность смеси повышает равномерность уплотнения формы. Поэтому смесь должна иметь хорошую сыпучесть — минимальную комкуемость. Большое значение имеет п о в е р х н о с т н а я п р о ч н о с т ь — сопротивление поверхностного слоя формы или стержня истиранию. Поверхностная прочность характеризуется осыпаемостью. В процессе заливки и охлаждения отливки стенки формы нагреваются металлом до высоких температур, равных практически температуре металла, поэтому формовочные материалы должны обладать высокой огнеупорностью. Это одно из главных требований, предъявляемых к формовочным материалам. О г н е у п о р н о с т ь — способность смеси сопротивляться размягчению или расплавлению под действием высокой температуры жидкого металла — зависит от огнеупорности составляющих смеси и количественного их соотношения. Чем больше примесей в песке и глине, тем меньше огнеупорность формовочных и стержневых смесей. Чем крупнее песок и чем меньше в нем примесей, пыли и больше кремнезема, тем более огнеупорна смесь. В процессе заливки формы металлом органические материалы, входящие в состав формовочной смеси (связующие, опилки), сгорают и выделяют газы, влага испаряется и образует большое количество паров. Способность смеси выделять газы при заливке называется г а з о т в о р н о с т ь ю. Она определяется количеством газов, выделяющихся из 1 кг смеси. Образующиеся газы, пары и воздух стремятся выйти из формы через поры формовочной смеси. Поэтому она должна иметь достаточную газопроницаемость. Г а з о п р о н и ц а е м о с т ь — свойство смеси пропускать через себя газы — зависит от качества и количества глинистых составляющих и кварцевого песка. Чем больше песка в формовочной смеси и чем он крупинке, тем выше газопроницаемость смеси, и наоборот. Газопроницаемость зависит также от формы зерен песка, влажности, наличия пыли, угля, степени уплотнения и т. п. Чем больше пыли в песке, тем меньше газопроницаемость. При быстром газообразовании и недостаточной газопроницаемости смеси давление газа превышает давление залитого металла, и газ стремится выйти из формы не через смесь, а через металл. В этом случае в отливках могут появиться газовые раковины. В процессе затвердевания и охлаждения размеры отливки уменьшаются вследствие усадки металла. Однако форма препятствует усадке, в результате в отливке могут возникать напряжения и появляться трещины. Поэтому формовочная смесь должна обладать п о д а т л и в о с т ь ю — способностью сокращаться в объеме и перемещаться под действием усадки отливки. Высокая прочность и газопроницаемость формовочной смеси обеспечиваются однородностью — равномерным распределением в формовочной смеси составляющих компонентов в результате тщательного перемешивания. Формовочные и стержневые смеси должны обладать минимальной прилипаемостью к модели или стержневому ящику, что зависит от содержания влаги, связующей добавки и ее свойств. П р и л и п а е м о с т ь смеси повышается с увеличением количества жидкости в смеси. Сульфитно-спиртовая барда увеличивает прилипаемость смеси, масляные связующие уменьшают ее. Г и г р о с к о п и ч н о с т ь — способность формовочной и стержневой смеси поглощать влагу из воздуха — зависит от свойств связующей добавки. Стержни, изготовленные из смесей на сульфитной барде, обладают большой гигроскопичностью. Поэтому собранные формы с такими стержнями нельзя выдерживать перед заливкой металла, в противном случае увеличивается брак по газовым раковинам. Д о л г о в е ч н о с т ь — способность смеси сохранять свойства при повторных заливках. Чем долговечнее смесь, тем меньше добавляют в отработанную смесь свежих формовочных материалов при ее переработке. Освобождение отработанной смеси от пыли, введение свежего песка и глины позволяют восстановить свойства смеси. В ы б и в а е м о с т ь — способность стержневой смеси легко удаляться при выбивке ее из охлажденной отливки — зависит от количества песка глины и вида связующего в стержневых смесях. Формовочные и стержневые смеси
Состав формовочных и стержневых смесей чрезвычайно разнообразен, он зависит от рода сплава, массы, толщины стенки и конфигурации отливки, предъявляемых к ней требований, характера производства. Формовочные смеси делят:
Единые смеси применяют для машинной формовки при серийном и массовом производстве. Эти смеси приготовляют из наиболее огнеупорных песков и глин с наибольшей связующей способностью, чтобы обеспечить долговечность смеси. При переработке для повторного использования в них вводят достаточное количество свежих материалов для придания им высоких технологических свойств. Облицовочную смесь всегда применяют вместе с наполнительной смесью, которая заполняет остальной объем опоки. Наполнительная смесь должна иметь газопроницаемость не ниже облицовочной, при этом условии наполнительная смесь не будет препятствовать прохождению газов и паров воды, образующихся в поверхностном слое облицовочной смеси в начальный момент заливки. При изготовлении тонкостенных отливок наполнительная смесь должна имет высокую податливость для предотвращения образования трещин в отливках. Единая и облицовочная смеси должны обладать достаточнои прочностью, чтобы обеспечивать сопротивление формы давлению жидкого металла при заливке. При применении облицовочной смеси, значительно сокращается расход свежих формовочных материалов и добавок на 1 т. годных отливок, однако усложняются технология и механизация изготовления формы. Освежительная смесь предназначена для восстановления отработанной смеси, содержит свежие пески, глину, связующие, добавки в количествах, необходимых для восстановления технологических свойств отработанных смесей. Синтетические смеси — это смеси, в которые глину вводят в виде самостоятельной добавки; их наиболее широко применяют на практике. Формовочные смеси для отливок из чугуна и стали
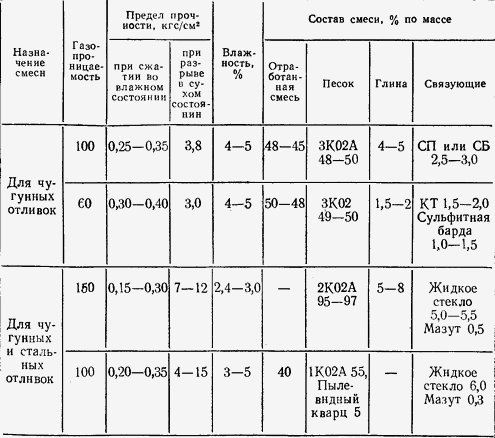
Чугунные и стальные отливки изготовляют в сырых и сухих песчаных формах. Процесс получения отливок в сырых песчаных формах является более экономичным в связи с сокращением цикла изготовления отливки. Наряду с этим процесс имеет и недостаток — малую прочность сырой формы, поэтому по-сырому практически можно получить отливки массой до 3000 кг. Сухие формы обычно применяют для средних и крупных отливок в единичном и мелкосерийном производстве. Выбор формовочной смеси для чугунных и стальных отливок зависит от массы отливки, толщины ее стенки и технологии изготовления формы. Для формовки по-сырому чугунных отливок рекомендуется применять смеси, содержащие прочно-связующие глины или бентонит в качестве связующего. При изготовлении тонкостенных отливок для улучшения податливости формы уменьшают содержание в смеси глины, а также прочность ее до 0,2 кгс/см2. Чистота поверхности отливки, повышение механической прочности и противопригарных свойств достигаются введением в единые и облицовочные смеси каменного угля, мазута и связующих, например сульфитной барды. Смеси для изготовления сухих форм чугунных отливок обладают повышенной прочностью и пониженной податливостью. Для увеличения податливости в такую смесь добавляют опилки, торф, асбестовую крошку. Ускоренная технология изготовления литейных форм основана на использовании в составе формовочной смеси быстротвердеющих связующих органического и неорганического происхождения. Для ускорения сушки облицовочного слоя при использовании органических связующих СБ и СП проводят поверхностную сущку форм горячими газами. При использовании жидкого стекла проводят продувку формы газом СО2. При формовке с быстротвердеющими смесями облицовочный слой равномерно распределяют по поверхности модели толщиной 20 - 50 мм в зависимости от толщины стенки и массы отливки. Остальная часть формы заполняется наполнительной смесью. После отделки форму окрашивают противопригарной краской и высушивают. Таблица. 4
Свойства и составы облицовочных быстротвердеющих смесей Стержневые смеси
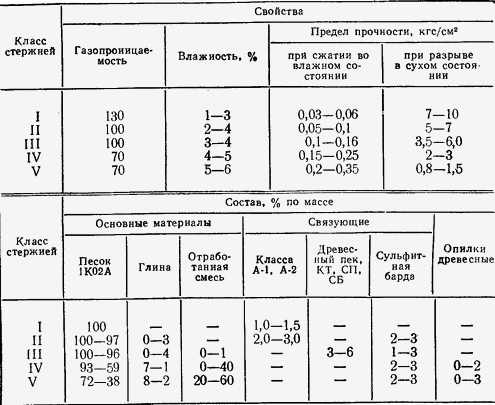
Стержневые смеси чугунных и стальных отливок Стержни в процессе заливки испытывают значительно большие термические и механические воздействия металла по сравнению с формой, поэтому к стержневым смесям предъявляют более жесткие требования. Прочность стержня в сухом состоянии и поверхностная твердость должны быть выше, чем у формы. Стержневые смеси должны иметь высокую огнеупорность, податливость и небольшую гигроскопичность, особенно при формовке по-сырому, повышенную газопроницаемость и малую газотворную способность. Стержни делят на пять классов по геометрическим размерам, конфигурации, условиям работы в литейной форме и требованиям к качеству литой поверхности.
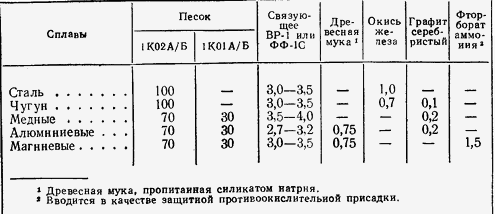
Смесь для стержней II класса должна удовлетворять тем же самым требованиям, но иметь большую прочность во влажном состоянии, чтобы массивные и высокие части стержня не разрушались под собственной массой. Смесь для стержней III класса должна иметь высокую прочность во влажном состоянии, хорошую податливость и выбиваемость. Смеси для стержней IV и V классов должны иметь высокую прочность во влажном состоянии, хорошую податливость и выбиваемость. Технологические свойства стержневых смесей зависят от применяемых связующих и достигаются обычно комбинацией нескольких связующих между собой. В табл. 5 приведены составы стержневых смесей для изготовления стержней вручную и на пескодувных и пескострельных машинах. В условиях массового производства процесс сушки стержней снижает производительность труда, удлиняет технологический цикл, сушильное оборудование занимает значительные площади и энергоемкое. Этих недостатков не имеет технологический процесс изготовления стержней из смесей, затвердевающих в горячих ящиках. Таблица. 5
Стержневые смеси для чугунных и стальных отливок Стержневые смеси для изготовления стержней в горячих ящиках содержат быстротвердеющие органические или органо-минеральные связующие, способные быстро затвердевать при нагреве (табл. 6). Жидкие самотвердеющие смеси
На долю стержней приходится 25—30% общей трудоемкости изготовления крупных отливок. Полностью механизировать производство крупных стержней позволяют жидкие самотвердеющие смеси (ЖСС). Эти смеси настолько текучи, что легко заполняют стержневой ящик при его вибрации и затем затвердевают в нем. Причиной текучести смеси является пена, образующаяся в процессе интенсивного перемешивания обычной жидкостекольной смеси либо смеси на некоторых других органических связующих с добавкой специальных веществ. Пузырьки пены разделяют зерна песка, облегчают скольжение зерен, уменьшают силы трения, что и придает смеси свойство текучести.
Текучесть смеси может изменяться в зависимости от состава смеси и продолжительности перемешивания. Таблица. 6
Состав смесей, % по массе, для изготовления стержней в горячих ящиках Время сохранения смесью текучести также можно регулировать. Противопригарные краски
Противопригарные краски, пасты предохраняют поверхность отливки от пригара, увеличивают поверхностную прочность, уменьшают осыпаемость форм и стержней, обеспечивают получение чистых отливок. Для уменьшения пригара применяют краски, содержащие связующие и огнеупорные материалы. Нанесенные на поверхность формы или стержня краски образуют прочный слой огнеупорного материала, препятствующий прониканию металла и его окислов в поры между зернами смеси, что устраняет пригар на отливках. Формовочные краски должны отвечать следующим требованиям: 1) иметь высокую температуру плавления и не размягчаться от соприкосновения с жидким металлом; 2) не образовывать при соприкосновении с металлом легкоплавких соединений; 3) оставаться постоянными по составу во время их приготовления, хранения и окраски форм и стержней; 4) обладать хорошей кроющей способностью; 5) слой краски, нанесенный на поверхность формы или стержня, не должен трескаться при сушке и подсушке форм и стержней; 6) после подсушки прочно удерживаться на форме; 7) не расплавляться и не содержать вредных примесей и дефицитных составляющих. |
| Литература: Н. Д. Титов, Ю. А. Степанов, Технология литейного производства, М., «Машиностроение», 1974, 472 с. |
| Категория: Материаловедение | Просмотров: 23908 | | |
| Всего комментариев: 0 | |