22:47 Специальные виды литья. Литье намораживанием. |
Прогрессивные виды литья.
Безусловно то огромное значение, которое сейчас получают такие виды обработки металлов, как обработка давлением, электрохимические и электрофизические способы обработки, ультразвуковая обработка. Литьё намораживанием.
Метод намораживания возник очень давно. Возможности метода намораживания сейчас сильно расширились в связи с тем, что удается очень гибко управлять процессом намерзания корки и получать фронт кристаллизации весьма сложных очертаний.  Фото. Поршневые и уплотнительные кольца, втулки, диски и другие детали типа тел вращения различного назначения из специальных легированных износостойких чугунов, полученные методом «намораживания» на заводе «Технолит». Для процесса литья намораживанием важное значение имеет механизм образования и сохранения корки. Он осложняется тем, что иногда наблюдается подплавление корки теплотой перегрева, что может ухудшить качество отливки. В начальный период охлаждения расплавленного металла интенсивный отвод тепла от прилегающей к форме части расплава в форму, естественно, приводит к образованию твердой корки. Но отдача тепла от более нагретой сердцевины к форме продолжается. Именно в этот момент теплообмен может ухудшиться (например, вследствие образования газового зазора между коркой и формой). А в результате, под действием оставшегося перегрева, корка частично или полностью расплавляется, так как скорость подвода тепла от перегретого расплава к корке превышает скорость отвода тепла от наружной поверхности к форме. По мере уменьшения перегрева теплоотвод начинает превалировать, и вновь начинается затвердевание металла, которое уже не нарушается до самого конца процесса. Процесс намерзания и однократного расплавления корки характеризуется большой скоростью, поэтому получить устойчивые результаты при очень малой толщине отливки весьма сложно. Следовательно, при изготовлении тонкостенных отливок методом намораживания целесообразно выбирать такие условия, при которых не происходит подплавления начальной корки. Возможности метода намораживания зависят также от того, насколько эффективно удается воздействовать на конфигурацию самой отливки. Непрерывная отливка труб.
Намораживание – единственный метод, позволяющий изготавливать очень тонкостенные трубы из чугуна, покрытые изнутри слоем коррозионностойкой пластмассы, которые с успехом могут быть использованы в химической промышленности и других отраслях техники.Эти трубы требуют малого расхода металла и очень дешевы. Наиболее перспективным следует считать процесс непрерывного намораживания. Но при осуществлении этого процесса приходится сталкиваться с некоторыми особенностями механизма образования начальной корки, которые существенно влияют на технологию и качество изделия. При классификации условий литья намораживанием целесообразно различать отдельные случаи по признаку относительного движения намерзающей корки и кристаллизатора и по признаку относительного движения корки и жидкого металла. Этими признаками определяются главные черты механизма процесса формирования отливки в условиях намораживания.
Поэтому в рассматриваемых условиях скорость процесса лимитируется прочностью начальной корки при высоких температурах.
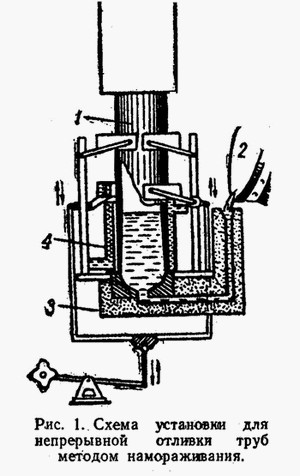
Намерзающая на его внутренней поверхности корка и есть образующаяся труба, причем внутренний диаметр кристаллизатора является внешним диаметром намораживаемой трубы.
Усадка металла при кристаллизации образует зазор, который позволяет пульсирующему цанговому механизму непрерывно вытягивать готовую трубу вверх. Корка (труба) вытягивается периодически. Остановки трубы улучшают процесс кристаллизации металла и способствуют резкому повышению скорости литья. При наличии относительного движения корки и формы максимальная скорость литья может достигать 0,6 м/сек, или 2,1 км/час. Эти цифры получены для наиболее благоприятных условий отливки чугунных труб методом намораживания. В данном случае скорость литья лимитируется прочностью начальной корки.
Если корка неподвижна относительно кристаллизатора, то предельная скорость литья определяется интенсивностью теплообмена и высотой жидкой ванны. Для чугуна её максимальное значение 0,35 м/сек, или 1,3 км/час. Если корка часть времени остается неподвижной, а часть времени перемещается относительно кристаллизатора (промежуточный случай), то предельная скорость литья для чугуна составляет 0,4 м/сек, или 1,5 км/час. Как видно, непрерывное одностороннее намораживание позволяет достичь очень высоких скоростей литья. При этом металл получается плотным вследствие идеальных условий питания корки жидкой фазой. В практике непрерывной отливки труб при помощи внутреннего кристаллизатора все эти преимущества отсутствуют. Применяемая схема (рис. 2) неудачна тем, что в условиях непрерывного литья корка образуется с двух сторон отливки одновременно. При этом для получения плотного металла необходимо создавать условия, благоприятные для питания жидкой фазой средней части отливки. Но именно этот процесс крайне затрудняется, так как расплав с трудом фильтруется между сеткой кристаллов, образовавшейся между двумя сходящимися корками. А поэтому процесс фильтрации отличается крайне низкой интенсивностью, и предельная скорость литья составляет для стали 0,01 м/сек, или 36 м/час, что ничтожно по сравнению с вышеприведенными данными. Кроме того, принципиальным преимуществом схемы непрерывного литья намораживанием, по сравнению с обычной схемой непрерывного литья, является отсутствие внутреннего стержня, «образующего» отверстие в трубе, так как при усадке отливаемой трубы такой стержень легко зажимается ею, что приводит или к возникновению чрезмерных усилий, или вообще к остановке процесса. 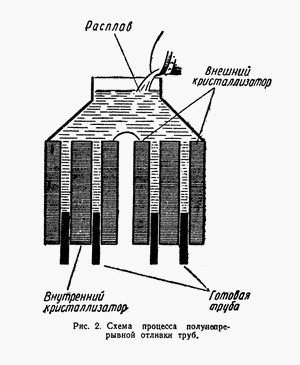 При отливке изделий методом намораживания важно уметь получать трубы с чистой и ровной внутренней поверхностью, т.е. той самой, которая омывается расплавом. С увеличением скорости литья интенсивнее омывается и оплавляется внутренняя поверхность корки. В результате труба получается более гладкой и чистой. Исключительно большое значение здесь имеет величина уровня жидкого металла. Если уровень жидкого металла располагается ниже верхнего конца кристаллизатора, то на внутренней поверхности образуются кольцевые выступы высотой 1-1,5 мм и более. Это объясняется тем, что в месте соприкосновения мениска расплава с трубой тепло передается не только через корку в кристаллизатор, но и вверх, вдоль корки и с поднятием мениска.
Непрерывное намораживание на валках.
Известно огромное количество схем устройств, с помощью которых предлагается отливать непрерывные изделия в условиях, когда твердая корка пребывает в неподвижном относительно кристаллизатора состоянии.Среди подобного рода устройств существуют вращающиеся валки, движущиеся кристаллизаторы гусеничного типа, ленточные кристаллизаторы и т.д. Наибольшей простотой отличаются кристаллизаторы в виде вращающихся валков. На них можно отливать непрерывным методом намораживания весьма разнообразные изделия, причем возможности таких кристаллизаторов ещё далеко не исчерпаны. На машине, схема работы которой изображена на рис. 4, можно отливать не только плоские, но и более сложные по конфигурации отливки. Металл заливается сверху.  На поверхностях водоохлаждаемых валков 1 намерзают две корки 2, которые снимаются специальными скребками (ножами) и затем подхватываются другими направляющими валками. Если рабочие валки гладкие и интенсивность теплообмена одинакова по всей их поверхности, то получаются две плоские ленты. Одна из поверхностей каждой такой ленты сформирована валками, а другая представляет собой поверхность (фронт) затвердевания металла. Если же поверхности валков неоднородны в термическом отношении, т.е. обладают различными термическими сопротивлениями на разных участках, то, естественно, вследствие разной теплопроводности намерзающая на них корка будет неодинаковой толщины по площади. Таким непрерывным способом можно отлить ленты с продольными или поперечными утолщениями (ребрами), с бобышками и т.д. Вообще ленты могут быть непохожими одна на другую, в случае если валки будут отличаться друг от друга конфигурацией или термическим сопротивлением. В рассматриваемых случаях усложнение конфигурации свободной поверхности отливки (т.е. не прилегающей к валку) достигается посредством воздействия на термические условия затвердевания металла. Если сделать валки сложного профиля и расположить между ними герметизирующую гребенку, то поверхности отливки, соприкасающиеся с валками, также будут иметь сложную конфигурацию. Сочетание же термической неоднородности валков с их профилированием позволяет получать непрерывным намораживанием изделия весьма сложной конфигурации, причем обе непрерывные отливки могут иметь различную конфигурацию. В процессе исследований были изучены два варианта процесса намораживания на валках. В первом варианте использовались гладкие валки с неоднородным термическим сопротивлением на поверхности. Неоднородность достигалась путем изготовления валков из сплава АЛ9 и частичного анодирования поверхности. Причем анодированию не подвергались три узких пояска на поверхности валков. Таким образом, валки обладали различным термическим сопротивлением, так как теплообмен между поверхностью, анодированной с расплавом и неанодированной, естественно, различный. Кроме того, необходимую неоднородность можно также создать путем использования водоохлаждаемых валков (т.е. полых, в которых циркулирует вода), с резко различающейся по поверхности толщиной стенки. А также путем изготовления сборных валков, состоящих из металлов различной теплопроводности (сталь, чугун, медь, алюминий) и т.д. Вставки из алюминия и меди дадут такой же эффект, как и водоохлаждаемые валки. Если же на валках нарезать канавки, то создается неодинаковая интенсивность теплообмена на различных участках профиля. И в результате корка во впадинах получается толще, чем в перемычках. Так получают гофрированные панели из алюминия. Вейник А.И. , Лифшиц Л.Л., "Металлургия и физика". Серия IV, № 7 (Техника), М.: "Знание", 1966, 48 с. |
| Категория: Литейное производство | Просмотров: 6912 | | |
| Всего комментариев: 0 | |