01:31 Метод холодного выдавливания - прессование. |
Прессование (выдавливание) полых деталей по сравнению с обычной вытяжкой и вытяжкой с утонением позволяет снизить общую трудоемкость изготовления в 3—4 раза, затраты на штампы в 2—3 раза, получить значительную экономию материала, а значит, и значительно снизить себестоимость изготовляемых деталей.
При прямом способе (рис. 2 а) направление течения материала совпадает с направлением движения пуансона, при обратном (рис. 2 б) течение материала обратно движению пуансона и при комбинированном (рис. 2 в) материал течет одновременно и в направлении движения, и в обратном направлении.
В последнее время начинает применяться еще один способ, получивший название радиального прессования (рис. 2 г). Он представляет собой сложный случай комбинированного выдавливания, когда формоизменение происходит с помощью специального инструмента — фасонных плашек, которые, вдавливаясь со всех сторон в заготовку в направлении к ее центру, заставляют течь металл 1 в полости, образующейся между плашками 2. Для этого способа применяются клиновые штампы. Характер изменения усилий при прямом холодном прессовании показан на рис. 2 а. В первой стадии прессования, характеризующейся непрерывным возрастанием давления, происходит осаживание заготовки с постепенным заполнением объема между матрицей и пуансоном. Вблизи выходного отверстия матрицы объем металла захвачен наиболее интенсивной пластической деформацией. Этот объем, имеющий определенную форму и размеры, принято называть очагом деформаций. В данном случае в начальный момент прямого прессования очаг деформации сосредоточивается вблизи выходного отверстия матрицы. При дальнейшем продвижении пуансона металл начинает вытекать в кольцеобразный зазор между матрицей и пуансоном. Во второй стадии прессования металл продолжает течь в зазор между матрицей и пуансоном. В период уменьшения высоты заготовки на 2/3 усилие прессования остается почти постоянным. Это объясняется тем, что размер очага деформации не изменяется. Пластическая деформация охватывает не весь объем металла. Слои металла, непосредственно прилегающие к углам матрицы, составляют так называемую «мертвую зону». 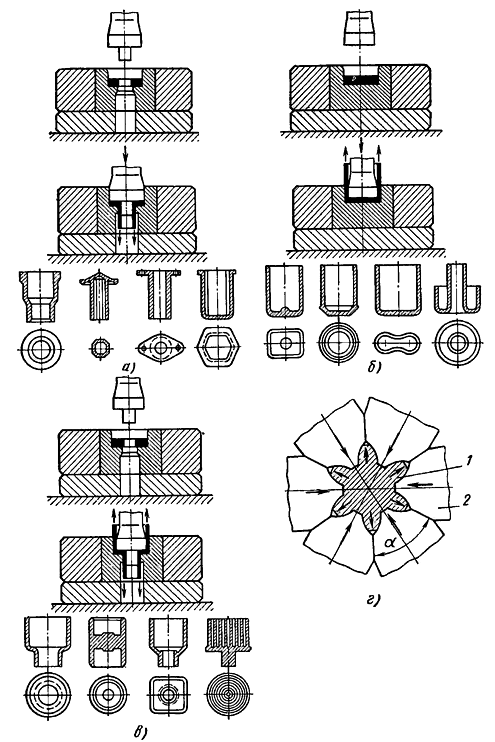 Рис. 2. Способы холодного прессования В третьей стадии прессования течение металла сопровождается понижением усилия. Это понижение усилия прекращается в момент, когда толщина дна заготовки становится равной толщине стенки штампуемой детали. Причиной падения усилий прессования является начало движения в слое металла мертвой зоны, которое сопровождается выделением тепла и уменьшением силы трения металла о матрицу. В четвертой стадии при дальнейшем прессовании металла, когда толщина дна заготовки становится меньше толщины стенки детали, наблюдается резкое возрастание усилия. В этот период очаг деформации охватывает всю толщину заготовки, причем поверхностные слои металла текут медленнее внутренних, что увеличивает трение и приводит к росту усилия. При продолжении процесса может произойти поломка инструмента, так как в штампуемом металле возникает повышенный наклеп, вызываемый высокими удельными давлениями. Характер изменения усилий при обратном прессовании показан на рис. 2 б. В первой стадии с момента соприкосновения пуансона с заготовкой происходит осадка последней до полного заполнения объема между торцом пуансона и дном матрицы. Эта стадия характеризуется непрерывным увеличением напряженного состояния металла и ростом неравномерности распределения деформации. В результате этого усилие выдавливания резко возрастает. Вторая стадия характеризуется началом истечения металла в зазор между матрицей и пуансоном, сопровождающегося увеличением очага пластической деформации и увеличением поверхности трения по мере заполнения металлом зазора, вследствие чего усилие выдавливания продолжает возрастать. Усилие прессования возрастает до тех пор, пока металл не пройдет пояска пуансона (т е. до тех пор, пока высота стенки выдавливаемой детали не превысит ширины пояска пуансона). В третьей стадии металл продолжает выдавливаться в зазор между пуансоном и матрицей. В этой стадии величина и форма очага деформации, перемещающегося по высоте заготовки, остаются постоянными. При этом остается практически постоянной и величина поверхности трения, так как она ограничена шириной пояска пуансона. В связи с этим усилие выдавливания сохраняется практически постоянным. Третья стадия в дальнейшем будет называться установившейся стадией процесса выдавливания. Она продолжается до тех пор, пока толщина дна и толщина стенки детали не станут равными. В четвертой стадии в зазор между пуансоном и матрицей вытесняются слои металла, прилегающие к торцу пуансона, при этом толщина дна детали становится меньше толщины стенки детали. Очаг деформации распространяется в этой стадии на весь объем металла, лежащего между торцом пуансона и дном матрицы, что вызывает резкое повышение усилий выдавливания. Усилия для прессования
Брак при прессовании
Брак при прессовании может быть вызван плохим качеством материала заготовок и инструмента, а также недостаточно хорошей подготовкой материала и неточностью установки инструмента. Недостаточная полировка рабочих частей пуансона и матрицы приводит к неудовлетворительной шероховатости поверхности получаемых деталей. Плохо подготовленная поверхность пуансона и матрицы затрудняет съем деталей, а иногда делает его совершенно невозможным. Затрудненный съем деталей ведет, в свою очередь, к искривлению отпрессованных деталей. На качество прессуемых деталей большое влияние оказывает смазка. При работе без смазки тонкая пленка металла заготовки налипает на инструмент, в результате чего на деталях образуются задиры. Излишняя смазка вызывает вибрацию пуансона в момент удара его о заготовку; поверхность стенок детали приобретает волнистость, которая часто вызывает поперечные разрывы. Неточная установка инструмента ведет к разностенности и даже разрыву стенок детали. Металл течет в зазор в месте, где стенка толще, значительно быстрее, вследствие чего отдельные участки детали получаются различной высоты. Большая разница в зазоре ведет к разрыву детали. При проектировании штампов обратного прессования должны быть предусмотрены массивная опора и колонки большого диаметра, обеспечивающие строгое направление движения рабочих деталей штампа. Смещение или перекос инструмента в процессе прессования дает неравномерный зазор между пуансоном и матрицей, что приводит к местному выпучиванию. Неравномерный отжиг ведет к глубоким разрывам стенок детали, так как при этом заготовка приобретает различную пластичность в отдельных местах, что вызывает разную сопротивляемость к истечению. Отжигу подвергают детали для придания металлу мелкозернистой структуры (величина зерна 7 - 8 баллов по ГОСТ 5639 - 82). Структура улучшенного металла - феррит с равномерно распределенными зернами перлита. Глубокие царапины, шероховатость на поверхности отпрессованных деталей — следствие больших заусенцев, неровной боковой поверхности вырезанных заготовок на штампах, имеющих большой зазор. На качество полученной детали влияет также галтовка абразивной крошкой, занимающей 60% объема галтовочного барабана. После галтовки заготовки фосфатируют и смазывают. Смазка - 80% мыльной эмульсии, 15% коллоидного графита, 5% мела или 10%-ная мыльная эмульсия, подогретая до 40 °С. Читать... А.Н. Малов, Технология холодной штамповки, "Машиностроение", 568 с. .DjVu |
| Ссылка: http://www.djvu.org/resources/ |
| Примечание: Для просмотра в браузере файлов DjVu скачайте и установите на свой компьютер плагин DjVu Browser Plug-in (Free-download) от Caminova, Inc. |
| Категория: Обработка поверхности | Просмотров: 9230 | | |
| Всего комментариев: 0 | |