01:51 Конструирование отливок.Параметры точности и припуски. | ||||||||||||||||||||||||||||||
Основы конструирования отливок.
Проанализированы основные факторы, определяющие точность изготовления отливки, даны характеристики действующим параметрам и нормам, регламентирующим точность отливки. Приведены методики классификации отливок по их конструктивно-технологической сложности изготовления, выбору и назначению норм точности и припусков на механическую обработку на этапе конструирования.
Экономичность изготовления деталей из различных заготовок можно оценить коэффициентом использования металла (КИМ) и трудоемкостью изготовления (чел.-час/т). КИМ определяют как отношение массы готовой детали (Мд) к массе исходного сплава, используемого для изготовления заготовки (Мм).
Средние значения КИМ у поковок и штамповок находятся в пределах – 0,42–0,43, а у отливок и сварных заготовок значительно выше – 0,53–0,55.
Трудоемкость изготовления отливок в большинстве случаев наименьшая –120; у сварных заготовок – 130; у штамповок – 194; у поковок – 245.
Главной особенностью изготовления литых деталей является то, что все их свойства (физические, химические, механические и др.) формируются только при одном металлургическом переделе – при заливке жидкого сплава в литейную форму и его кристаллизации в ней. Только термическая обработка отливок в какой-то мере улучшает их механические свойства.
Формирование отливки в литейной форме происходит при фазовых превращениях сплава в процессе его охлаждения.
Фазовые превращения сопровождаются усадочными явлениями, перекристаллизацией, ликвацией, возникновением внутренних напряжений, газовыделением и пр.
Все эти металлургические явления способствуют образованию различных литейных дефектов, которые в значительной степени снижают свойства отливки и соответственно литой детали.
Большое влияние на формирование тех или иных свойств отливки оказывают:
Несовершенство конструирования литой детали и неправильность выбора способа литья ведут к образованию значительных припусков на механическую обработку.
Это вызывает создание излишнего станочного парка, инструментария, технологической оснастки, производственных площадей и пр.
Причем все это направлено на перевод металла в стружку.
Также известно, что при литье поверхностный слой отливки имеет более мелкозернистую структуру повышенной твердости, а механической обработкой этот слой снимается.
Чем больше предусмотрен припуск на механическую обработку, тем больше снимается упрочненный поверхностный слой.
Именно здесь большие резервы повышения эффективности производства и решения таких его задач, как обеспечение качества отливок и снижение до минимума значений припуска на механическую обработку. Для решения этих задач применяют новые литейные сплавы с повышенными механическими и литейными свойствами, внедряют современные, более качественные технологические процессы изготовления литейных форм и т. п.
Однако без обеспечения технологичности конструкции литой детали наиболее полно решить вопросы качества, повышения КИМ и снижения затрат на изготовление практически невозможно.
Количественным критерием точности является погрешность, представляющая собой разность между действительным и нормируемым значениями параметров отливки: Δ = ПД – ПН, где: Δ – погрешность значения параметра отливки (размера, массы и т. п.);
ПД – действительное значение параметра отливки, полученное измерением с определенной погрешностью; ПН – нормативное (требуемое) значение параметра, указанное на чертеже отливки (номинальные размер, масса и т. п.). Погрешности, в общем случае, делятся на систематические и случайные. Под систематической погрешностью понимается такая погрешность, которая имеет постоянное значение для всей рассматриваемой партии отливок (например, из-за увеличения размера модели).
Под случайной погрешностью понимается такая погрешность, которая является непостоянной как по величине, так и по знаку.
Случайные погрешности возникают вследствие одновременного действия большого количества не зависящих друг от друга факторов (например, случайная погрешность размера от деформации модели, колебания значения усадки металла, колебания температуры заливаемых форм и т. п.).
Для обеспечения более жестких требований к точности отливок необходимо установление определенных норм точности на все основные средства литейного производства – материалы, литейную оснастку, литейное оборудование и т. д. При этом основными факторами, влияющими на точность изготовления отливки, являются:
Определяющим фактором размерной точности и точности поверхности является способ литья. С возрастанием сложности и габаритных размеров точность отливок уменьшается, так как уменьшаются точность изготовления литейных форм и литейной оснастки, а также стабильность температурных режимов при затвердевании и остывании отливки. Под точностью отливки понимают степень соответствия ее геометрических и массовых параметров тем параметрам, которые заданы на ее изготовление при конструировании. С точки зрения конструкции отливки определенная точность ее изготовления необходима:
С точки зрения технологии изготовления отливки, ее точность – это фактически полученная точность. Ее значения в той или иной мере зависят от назначенной технологии изготовления.
Поэтому при разработке технологии необходимо добиваться того, чтобы фактическая точность при изготовлении отливки достигала назначенной точности.
Необрабатываемые конструктивные элементы отливки обязаны иметь точность, которая указана на эти элементы в чертеже литой детали. Здесь следует отметить, что некоторые способы литья обеспечивают достаточно высокие чистоту поверхности и размерную точность отливок.
Так, способы литья под давлением, по выплавляемым моделям, в кокиль позволяют получать отливки с размерной точностью, соответствующей 12–15 квалитетам, и чистотой поверхности, соответствующей Rа 6,3 – Rа 3,2.
В целом точность оценивается двумя характеристиками: геометрической и массовой точностями.
ГОСТ 26645–85 «Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку» определяет четыре параметра точности отливок. Это размерная точность, точность формы и расположения поверхностей, точность поверхности и точность массы.
Для нормирования требуемых уровней точности отливок устанавливаются классы и степени точности:
– для размерной точности установлено 22 класса размерной точности (1; 2; 3т; 3; 4; 5т; 5; 6; 7т; 7; 8; 9т; 9; 10; 11т; 11; 12;13т; 13; 14; 15; 16); – для точности формы и расположения поверхностей установлено 11 степеней коробления (от 1 до 11); – для точности поверхности установлено 22 степени точности поверхности (от 1 до 22); – для точности массы установлено 22 класса точности массы (совпадают с классами размерной точности). Чем выше численное значение класса или степени точности, тем ниже точность отливки по перечисленным выше четырем параметрам точности. Размерную точность и точность массы технолог-литейщик при конструировании отливок обязан назначать всегда. ГОСТ 26645–85 разрешает не нормировать точность формы отливки и чистоту ее поверхности.
Классы и степени точности нормируются определенными значениями отклонений (допусков), к ним относятся: - допуск на отклонение размера конструктивного элемента отливки; - допуск на отклонение формы и расположения поверхности (допуск коробления); - допуск на отклонение размеров неровностей поверхности отливок; - допуск на отклонение массы отливки от ее номинальной массы. При определении размерных цепей литой детали и отливки, а также норм (допусков) размерной и иной их точности необходимо иметь точку размерного отсчета (базу). Поскольку данные точки отсчета оказывают определяющее влияние на правильность назначения норм точности и, самое главное, на точность изготовления детали или отливки, то к их назначению предъявляются определенные требования.
Под термином «база» подразумевается совокупность поверхностей, линий или точек, обеспечивающих требуемое взаимное расположение конструктивных элементов и поверхностей детали или отливки. Базы разнообразны по своему назначению, но по комплексам схожих признаков их можно объединить в четыре группы: конструкторские, измерительные, сборочные и технологические (установочные).
Конструкторские базы служат для четкой ориентировки всех конструктивных элементов детали относительно друг друга с определенными нормами точности исходя из функционального назначения детали. От конструкторских баз начинаются размерные цепи детали и назначаются допуски на отклонения размеров и формы ее конструктивных элементов.
Измерительные базы служат для отсчета размеров при измерении конструктивных элементов детали или отливки на этапе их изготовления или контроля. Назначение измерительных баз на отливках необходимо также для разметки и изготовления оснастки.
Именно от этих баз производятся все измерения при изготовлении и контроле параметров точности моделей, стержневых ящиков, пресс-форм, кокилей и другой литейной оснастки.
Сборочная база детали определяет фактическую ее ориентацию с другими деталями изделия. Технологические (установочные) базы служат для ориентировки обрабатываемых поверхностей отливки на какой-то операции механической обработки. Технологические базы, назначаемые для механической обработки отливок, можно подразделить на первичные (черновые) и вторичные.
При литейно-технологической проработке конструкции отливки: - базовые места должны выполняться той полуформой, в которой устанавливается основная часть стержней; - линии разъема форм и стержней не должны пересекать базовые плоскости; - на вертикальных базовых плоскостях должны быть минимальные формовочные уклоны; - базовые места должны располагаться на отливке так, что их при необходимости можно легко контролировать и механически обрабатывать непосредственно в литейном цехе; - на базовых поверхностях следы от выталкивателей и вентиляционных пробок должны быть только утопленные в тело отливки. В литейном производстве отливки классифицируют исходя из следующих характерных признаков (присущих всем отливкам): - применяемого сплава для их изготовления; - условий применения литых деталей и требований, предъявляемых к ним; - массы, габаритов и условий термического воздействия; - конструктивно-технологической сложности изготовления отливок. По типу сплава отливки классифицируются исходя из названия литейного сплава и его плотности. Отливки из чугуна должны соответствовать общим техническим условиям согласно ГОСТ 26358–84. В зависимости от структуры графита в чугуне, химического состава и структуры металлической основы они подразделяются на:
- отливки из чугуна с пластичным графитом (ЧПГ) – ГОСТ 1412–85; - отливки из чугуна с шаровидным графитом, высокопрочного (ВЧШГ) – ГОСТ 7293–85; - отливки из чугуна с вермикулярным графитом (ЧВГ) – ГОСТ 28394–89; - отливки из ковкого чугуна с хлопьевидным графитом (КЧ) – ГОСТ 1215–79; - отливки из антификационного чугуна (АЧ) – ГОСТ 1585–85; - отливки из легированного чугуна (изностойкого, коррозионностойкого, жаростойкого, высокохромистого, никелевого, алюминиевого чугуна и т. д.) – ГОСТ 7769–82. Отливки из стали конструкционной нелегированной и легированной должны отвечать требованиям технических условий согласно ГОСТ 977–88, а из хладостойкой и износостойкой – согласно ГОСТ 21357–87. Отливки из легких цветных сплавов с плотностью до 3000 кг/м³. К ним относятся отливки из алюминиевых сплавов, отвечающих требованиям ГОСТ 1583–93, и магниевых сплавов, отвечающих требованиям ГОСТ 2856–79. Отливки из тяжелых цветных сплавов с плотностью более 3000 кг/м³. К ним относятся: - отливки из оловянистых бронз (согласно ГОСТ 613–79); - отливки из безоловянистых бронз (согласно ГОСТ 493–79); - отливки из медно-цинковых сплавов (латуней) (согласно ГОСТ 17711–93); - отливки из цинковых сплавов (согласно ГОСТ 25140–93); - отливки из титановых и других тяжелых цветных сплавов. За основу классификации отливок по массе можно взять классификацию литейных цехов, принятую для определения производства литья. Литье по массе отливок подразделяют на пять групп: мелкое; среднее; крупное; тяжелое; особо тяжелое (уникальное).
В зависимости от назначения литых деталей и требований, предъявляемых к ним (требования указаны в нормативно-технической документации и рабочем чертеже детали), отливки подразделяют на три группы ответственности: общего, ответственного и особо ответственного назначения. В основу классификации отливок по конструктивно-технологической сложности изготовления взята классификация, установленная прейскурантом оптовых цен заготовок. Для отливок определено шесть групп сложности.
Чем выше численное значение группы, тем сложнее отливка.
Та или иная группа сложности отливок определяется по классификационным признакам девяти факторов сложности, характерных для всех отливок. Факторы сложности исходят из конструкции и условий работы литой детали.
К ним относятся:
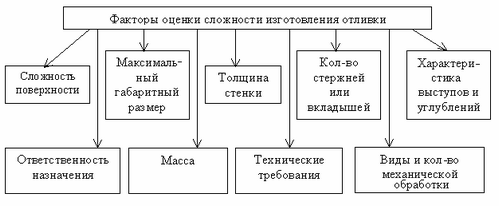 По каждому из девяти факторов сложности отливки также определено шесть групп сложности. Та или иная группа сложности по любому из девяти факторов определяется по их классификационным признакам.
Общая же сложность конструкции отливки является приведенной.
Ее определяют сопоставлением групп сложности каждого из девяти факторов сложности.
Основными классификационными признаками, определяющими группу сложности по фактору конфигурации поверхности литой детали являются: - наличие поверхностей сложной конфигурации; - наличие выступов, углублений, отверстий и т. п.; - наличие полостей открытой, полузакрытой или закрытой форм. К 1-й группе сложности по конфигурации относятся отливки простой геометрической формы без внутренних полостей. Ко 2-й группе сложности, как правило, относятся отливки коробчатой формы с наличием открытой внутренней полости простой формы. К 3-й группе сложности относятся отливки с наличием внешних криволинейных поверхностей и внутренних полостей открытой, более сложной формы. К 4-й группе сложности относятся, как правило, отливки с наличием внутренних полостей средней сложности и затрудненным выходом наружу. К 5-й группе сложности относятся отливки закрытой формы с сложными внутренними полостями. К 6-й группе сложности относятся отливки закрытой формы с наличием тонких сложных ребер и многоярусных внутренних каналов. Группа сложности по фактору массы определяется исходя из принципа: чем больше масса, тем выше сложность. Граничные значения массы в каждой группе сложности зависят от способа литья.
Например, отливка массой менее 100 кг, изготавливаемая литьем в ПГФ, относится к 1-й группе сложности, а при литье по выплавляемым моделям к 1-й группе сложности относятся отливки массой менее 1,0 кг.
Группа сложности по габаритному размеру определяется по максимальному его значению. Чем больше максимальный габаритный размер, тем сложнее отливка.
Группу сложности по толщине основной стенки определяют, исходя из принципа: чем тоньше стенки отливки, тем сложнее ее изготовить. Группа сложности по толщине стенок зависит от способов литья.
Так, при литье под давлением или по выплавляемым моделям отливки с толщиной стенок 7–8 мм можно отнести к 1-й группе сложности, а при литье в песчаные формы их относят к 5–6-й группе сложности.
Классификация сложности по характеру механической обработки основана на количестве и точности обрабатываемых поверхностей. Группа сложности по характеру механической обработки также зависит от способа литья.
Так, к 1-й группе сложности относят отливки с обработкой до 10 % поверхности при литье в песчаные формы, кокиль или под давлением, а также с обработкой до 5 % поверхности при литье по выплавляемым моделям.
К 6-й группе сложности относят отливки, которые требуют обработки поверхности свыше 25–30 % в зависимости от способа литья.
Группа общей (приведенной) сложности отливки определяется способом группировки выбранных групп сложности по каждому из девяти факторов сложности отливки. Группировку признаков сложности производят путем их последовательного отнесения, начиная с более высоких групп сложности в сторону более низких групп сложности.
Необходимо остановиться на той группе сложности, в которой достигается четыре условно совпадающие группы сложности по отдельным факторам сложности (для центробежного литья – три условно совпадающие группы сложности).
ПРИМЕР: Применяем способ группировки по следующей схеме: один фактор из шестой группы переходит в пятую; затем эти два условно совпадающих фактора переносятся в четвертую группу; три условно совпадающих фактора переносятся во вторую группу; количество условно совпадающих факторов в этой группе сложности достигает пяти (более четырех); отливке присваивается вторая группа сложности. Выбор способа литья и оформление технологического процесса изготовления отливки определяются следующими факторами: - типом сплава, его температурой плавления, литейными свойствами; - зависимостью его обрабатываемости от способа литья;
- серийностью производства литой детали; - конструкцией литой детали, ее сложностью, габаритными размерами, массой, толщиной стенок и т. п.; - особыми требованиями к механическим, химическим и специальным свойствам литой детали (прочность, термостойкость, герметичность и т. п.); - требованиями к параметрам точности литой детали и соответственно к параметрам точности отливки; - производственными возможностями литейного цеха (наличие определенного литейного оборудования, формовочных машин, плавильных агрегатов и т. д.) – этот фактор очень часто определяет выбор технологического процесса. Значительное влияние на выбор способа литья оказывает серийность производства отливок. Очень многие способы литья ограничены значением минимального выпуска отливок.
Например, литье под давлением применяется только при серийном, крупносерийном и массовом производстве.
При выборе способа литья с учетом серийности их производства необходимо произвести дополнительный анализ выпуска других отливок, однотипных по массе, габаритам и сплаву. В результате анализа технологичности конструкции литой детали уточняются конфигурации конструктивных элементов на технологичность их изготовления. При необходимости производится изменение конструкции менее технологичных элементов детали на более технологичные. Здесь следует отметить, что технолог-литейщик только вносит предложения по изменению конструкции, а изменяет ее конструктор детали.
Технологичность конструкции литой детали оценивают с помощью факторов технологичности. Здесь следует отметить, что факторы оценки технологичности можно подразделить на две группы: расходные и унифицированные.
Расходные показатели технологичности определяются металлоемкостью, трудоемкостью и, в конечном итоге, себестоимостью отливок. Чем меньше величина припусков на механическую обработку, тем меньше металлоемкость.
Чем меньше используется стержней, вкладышей и пр. на изготовление литейных форм, тем меньше трудозатраты.
Чем ниже трудозатраты и металлоемкость, тем меньше себестоимость изготовления, тем более технологична конструкция литой детали.
Унифицированные показатели технологичности определяются количеством унифицированных и стандартизированных конструктивных элементов литой детали (платики, бобышки, ребра жесткости, переходы стенок и т. д.), а также возможностью применения: –типовых (отработанных в производстве) технологических процессов изготовления отливок (ТТП); –стандартизированной литейной оснастки и приспособлений при изготовлении форм и стержней; –типовых или нормализованных литниково-питающих систем. Применение унифицированных конструктивных элементов литой детали и типовых решений технологических процессов снижает до минимума затраты на отработку процесса изготовления отливок, что показывает на технологичность конструкции литой детали. Допущено УМО по университетскому политехническому образованию для студентов высших учебных заведений, обучающихся по направлению 651400 «Машиностроительные технологии и оборудование» специальности 120300 «Машины и технология литейного производства» | ||||||||||||||||||||||||||||||
| Категория: Конструирование | Просмотров: 7950 | | | ||||||||||||||||||||||||||||||
| Всего комментариев: 0 | |