04:31 Сварочные работы. Сварка металлов, полимеров и пластмасс. | ||||||||||
Сегодня сварка - один из наиболее распространенных технологических процессов в ряде отраслей производства. Сварка необходима и в быту, и в малом строительстве и т. д.
В древности сварки как самостоятельной технологии не существовало, а простейшие сварочные операции выполняли кузнецы и литейщики. Кузнецы разогревали детали в горне, соединяли, а затем проковывали их. Этот способ известен и сегодня под названием кузнечной, или горновой, сварки. Именно так сваривали металлические детали вплоть до конца XIX века. Литейщики пользовались несколько иными способами: они заформовывали и соединяли детали, а участок соединения заливали расплавленным металлом. Сегодня этот способ используется, в частности, при изготовлении художественного литья. Открытие электрической дуги раз и навсегда изменило способы соединения металлических деталей. В 1802 году при экспериментах с электрической дугой удалось получить пламя, способное плавить металл. Однако до разработки сварочного аппарата дело не дошло: ученые опередили свое время, ведь для питания такого мощного устройства был необходим источник электрического тока, а их в начале XIX века еще не существовало. Кроме того, промышленность того времени была развита слабо и острой необходимости в сварочном устройстве не было. И только через 80 лет, в конце XIX века, было предложено первое устройство для электрической дуговой сварки с помощью угольного электрода. Это изобретение вскоре получило самое широкое распространение, причем первыми его оценили по достоинству ремонтники железнодорожного депо. А еще через несколько лет был изобретен способ, обеспечивающий непрерывное плавление материала и улучшающий качество сварного шва. В ХХ веке были значительно усовершенствованы старые и изобретены новые способы сварки. Этот способ соединения материалов удалось сделать почти универсальным. Технологии XXI века основаны на таких совершенных способах, как плазменно-дуговая, электродуговая и электрошлаковая сварка. Основные виды сварки
К основным видам сварки относятся контактная, лазерная, плазменная, радиочастотная, сварка трением, термитная, холодная, электронно-лучевая. Контактная сварка заключается в том, что соединяемые заготовки сжимают электродами; под действием сварочного тока происходит значительный разогрев зоны контакта с последующим сжатием заготовок. В зависимости от площади зоны контакта такая сварка подразделяется на точечную и стыковую. Лазерная сварка происходит под действием светового луча большой мощности, который дают специальные излучатели. При сварке лазером нет необходимости в поддержании вакуума, она может производиться на воздухе. Плазменная сварка основана на том, что через газовую среду, находящуюся под определенным давлением, пропускают электрический ток большой плотности. В результате газ ионизируется, превращается в плазму. Способом плазменной сварки можно сваривать наиболее тугоплавкие материалы, так как температура плазмы достигает 5000 ºС. Радиочастотная сварка заключается в том, что соединяемые детали разогревают при помощи высокочастотного индуктора, кромки соединяемых заготовок оплавляются, а соединение происходит под действием роликов, сжимающих заготовки. Сварка трением происходит при вращении активного стержня и соприкосновении его торца с торцом зафиксированного стержня. При этом торцы обеих заготовок разогреваются, а затем свариваются за счет приложения осевого усилия. Термитная сварка основана на действии теплоты, которую выделяет нагретая смесь алюминия и оксида железа. Соединяемые заготовки погружены в огнеупорную форму, заполненную смесью металлов. При горении термитной смеси достигается температура более 2000 ºС, кромки соединяемых деталей оплавляются, образуя тем самым сварочный шов. Холодная сварка заключается в использовании свойства некоторых металлов и сплавов образовывать прочное соединение под действием большого давления. Электронно-лучевая сварка основана на использовании энергии электронного луча. Свариваемая деталь служит в качестве анода, а вольфрамовая спираль - в качестве катода. Спираль испускает пучок электронов, который фокусируется на месте соединения заготовок с помощью магнитной линзы. Теплота, необходимая для получения шва, выделяется в результате бомбардировки поверхности материала пучком электронов, имеющих значительную скорость. Электрошлаковая сварка заключается в том, что плавление материала в зоне контакта соединяемых деталей достигается за счет теплоты, которую выделяет электрический ток при прохождении через расплавленный шлак. Ручная дуговая сварка
Сварочная дуга - это электрический дуговой разряд, действующий в ионизированной смеси газов, паров металла или сплава и компонентов, которые входят в состав флюсов и покрытий электрода. Дуги подразделяются на три вида: прямого действия, косвенного действия и трехфазные. Дуга прямого действия горит между электродом и поверхностью свариваемого изделия. Дуга косвенного действия горит между двумя электродами. В трехфазной дуге свариваемое изделие и оба электрода подключены к трехфазной сети. Сварочная дуга может получать питание как от сети постоянного, так и переменного тока. При использовании постоянного тока сварка может производиться с прямой и обратной полярностью. При прямой полярности электрод подключается к катоду (отрицательный полюс), а изделие - к аноду (положительный полюс). При обратной полярности электрод и изделие подключаются на оборот. Для стабилизации процесса сварки последовательно со сварочной дугой подключают индуктивное сопротивление. В этом случае возможно производить сварку при переменном токе при напряжении сварочного трансформатора 60 В. Сварочную дугу зажигают двумя способами - касанием свариваемого изделия впритык и отводом перпендикулярно вверх или же чирканьем. Второй способ используется чаще, однако он неприемлем в узких, неудобных для сварки местах. Действие сварочной дуги заключается в следующем.
Изделие контактирует с электродом, происходит замыкание электрической цепи, по ней начинает течь ток. Как правило, неровности на поверхности электрода контактируют сразу в нескольких точках. Плотность тока в точках контакта достигает высоких величин, под действием теплоты металл начинает расплавляться. Возникает так называемая эмиссия, то есть излучение потока электронов под действием теплоты. Напряжение в сварочной дуге возрастает, возрастает и эмиссия электронов, из-за чего повышается проводимость дугового промежутка. При использовании переменного тока основным источником являются сварочные трансформаторы. Их основные функции - регулирование сварочного тока и питание сварочной дуги. Трансформаторы подразделяются на два типа: с повышенным магнитным рассеянием и с нормальным магнитным рассеянием, снабженные дополнительной реактивной катушкой - дросселем. Эти устройства применяются как для автоматической, так и ручной сварки под флюсом. Схема работы сварочного трансформатора выглядит так
Первичная и вторичная обмотки находятся на сердечнике. Электрический ток из сети, проходя через первичную обмотку, намагничивает сердечник, образуя переменный магнитный поток, который индуцирует ток во вторичной обмотке. Первичная и вторичная обмотки находятся на определенном расстоянии друг от друга; изменением расстояния между обмотками можно регулировать сварочный ток. При вращении рукоятки по часовой стрелке индуктивное сопротивление уменьшается, а сварочный ток - возрастает. При вращении рукоятки против часовой стрелки сварочный ток соответственно ослабевает. Благодаря трансформатору силу сварочного тока можно регулировать в пределах 165 - 650 А. Сварочные генераторы постоянного тока используются для обеспечения устойчивого горения сварочной дуги. Сварочный выпрямитель образуется путем соединения блока выпрямителя и сварочного трансформатора. Принцип действия устройства основан на свойстве полупроводника проводить электрический ток только в одном направлении. Обычно используются выпрямители на селеновых и кремниевых полупроводниковых элементах. В сварочных выпрямителях используется трехфазная мостовая схема выпрямления, при которой питающая сеть переменного тока загружается более равномерно. Установка не имеет вращающихся узлов, проста и надежна в эксплуатации. Выпрямители применяются как для автоматизированной, так и для ручной дуговой сварки. Выпрямители типа ВДМ, ВКСМ, ВДУМ (многопостовые сварочные выпрямители) рассчитаны на номинальную силу тока от 1000 до 5000 А. Например, выпрямитель ВДМ-1601У3 может использоваться для питания 7 и 9 постов ручной дуговой сварки. Выпрямители типа ВДГН используются для импульсной дуговой сварки в защитных газах с помощью плавящегося электрода. Выпрямители типа ВДУ (универсальные сварочные выпрямители) используются для механизированной однопостовой сварки в углекислом газе и под флюсом, а также для ручной дуговой сварки с помощью электродов. Выпрямители типа ВДГ применяются при механизированной сварке в углекислом газе и отличаются тем, что имеют дистанционное переключение режимов сварки. Характеристика электродов
При дуговой сварке способом плавления используются плавящиеся электроды. Их изготавливают из горячекатаной, порошковой или холоднотянутой проволоки диаметром 0,3 - 12 мм. Также используются пластины и электродные ленты. Электроды квалифицируются по следующим показателям: характер шлака, образующегося при расплавлении материала, из которого изготовлен электрод; назначение для сварки определенных металлов и сплавов; толщина покрытия электрода и др. Все виды электродов снабжаются покрытием, назначение которого - получение металла шва с заданными свойствами, обеспечение стабильного горения сварочной дуги. Важнейшие свойства покрытия - это устойчивость к коррозии, ударная вязкость, прочность, пластичность. Для того чтобы повысить производительность работы, в покрытие электрода вводят порошкообразное железо. Покрытие электродов выполняет следующие функции:
Эта характеристика обозначается буквой:
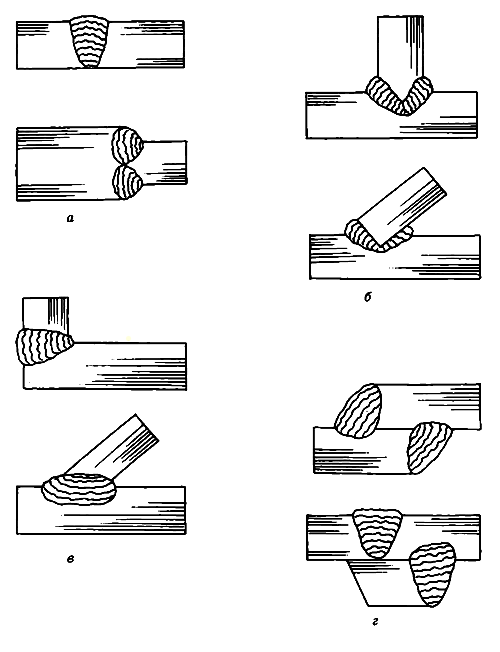
Например, цифра 50 означает, что шов, полученный при сваривании данным электродом, будет иметь минимальный предел прочности 500 МПа. Виды сварочных швов и соединений
Приемы дуговой сварки
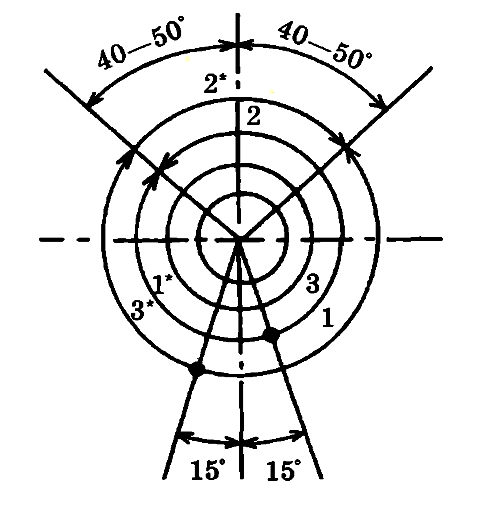
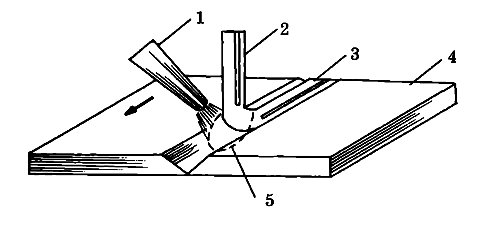
Сварка производится с помощью металлических электродов, снабженных покрытием. В начале работы необходимо зажечь дугу и установить требуемое значение сварочного тока, которое будет зависеть от особенностей сварного соединения и типа электрода. Чаще дугу зажигают, чиркая электродом вдоль поверхности металла. Нормальная длина дуги составляет 0,5 - 1,1 диаметра электрода; с увеличением длины дуги внешний вид шва и глубина проплавления металла ухудшаются. Сварку можно производить в разных направлениях: справа налево, слева направо, от себя к себе. Каким бы ни было направление сварки, угол наклона электрода в сторону ведения шва должен составлять 15°. Первое движение электрода - поступательное, вдоль оси - обеспечивает постоянную длину дуги и необходимую скорость плавления электрода. Второе движение электрода - вдоль оси образующегося валика в направлении наплавки - обеспечивает образование сварочного шва. Третье движение электрода - поперечное колебательное-обеспечивает прогрев кромок (слабый или усиленный), усиленный прогрев одной из кромок или усиленный прогрев корня шва. При сварке в нижнем положении удается получить шов наиболее высокого качества. Сечение шва можно заполнить в один проход, в несколько проходов или многослойно. На рис. 2 показан сформированный шов однопроходного сечения. Его выполняют поперечными колебательными движениями электрода. На рис. 3 показан многослойный стыковой шов, в котором количество слоев равно числу проходов электрода. Первый слой выполняют без поперечных колебаний, последующие - поперечными колебаниями. При этом способе обеспечивается качественный провар первого слоя. Каждый предыдущий шов необходимо очищать от брызг металла и шлака. На рис. 4 показан многопроходный шов, в котором последний валик выполняют на всю ширину разделки. 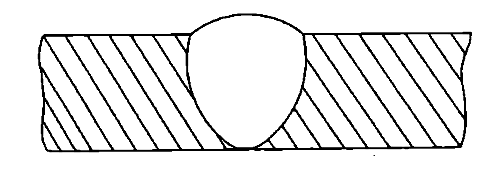 Рис. 2. Однопроходное сечение стыкового шва 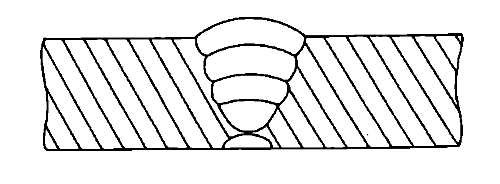 Рис. 3. Многослойное сечение стыкового шва 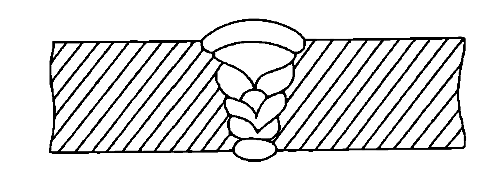 Рис. 4. Многопроходное сечение стыкового шва Длина шва при ручной дуговой сварке обычно составляет 300 - 1000 мм. Сварочные швы длиной до 300 мм называются короткими, 300 - 1000 мм - средними; длиной более 1000 мм - длинными. Проще всего выполнять короткие швы: движение напроход производится от начала до конца шва. Средние швы выполняют от середины к концу или обратноступенчатым способом. Длинные швы варят обратноступенчатым способом, разбивая их на отрезки длиной около 200 мм; направление, в котором производится сварка каждого из участков не должно совпадать с общим направлением сварки. Свариваемые детали можно располагать несколькими способами. При сварке на весу, когда детали соединяются только между собой, нужно качественно проварить корень шва и правильно сформировать обратный валик. Можно использовать для подкладывания под свариваемые детали медную или стальную прокладку, причем стальная прокладка приваривается к деталям, а медная - снимается. Если по технологии допустимо наличие выпуклости на обратной стороне изделия, то можно подварить корень шва, а затем уложить основной сварочный шов. Окончание сварки играет важную роль.
При обрыве сварочной дуги необходимо правильно заварить кратер, где скапливается наибольшее количество вредных примесей, что грозит впоследствии образованием трещин. При обрыве дуги нельзя резко удалять электрод от поверхности металла: электрод перестают перемещать и медленно удлиняют сварочную дугу до ее обрыва. При сварке низкоуглеродистых марок стали кратер выводят в сторону от варочного шва, на поверхность основного металла. При сварке марок стали, образующих закалочные структуры, такой вывод кратера недопустим. Открыть | Закрыть Режимы дуговой сварки
Определение режима дуговой сварки играет едва ли не решающую роль для качества работы. Основные параметры при этом следующие: сила тока, полярность тока, диаметр электрода, скорость сварки, напряжение сварочной дуги, положение электрода, состав электрода и толщина его покрытия. Сила тока должна быть максимальной, то есть соответствовать верхней границе рекомендованной величины. Чем ближе этот показатель к максимуму, тем глубже провар и больше наплавление металла. Полярность тока и вид тока (постоянный или переменный) влияют на форму и размеры шва. Например, при сварке на постоянном токе обратной полярности глубина провара на 1/2 больше, чем при использовании постоянного тока прямой полярности; при сварке на переменном токе этот показатель будет примерно на 1/5 меньше, чем при использовании постоянного тока. В таблице 1 показана зависимость характера шва и диаметра электрода от ряда технических показателей. Таблица. 1. Сварка стыкового соединения без скоса кромок.
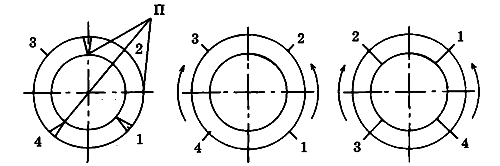
Сварка в нижнем положении наиболее проста, однако есть ситуации, когда невозможно обойтись без сварки швов в вертикальном, горизонтальном и потолочном положении. Вертикальный шов накладывают двумя способами - на спуск и на подъем. Предпочтительнее пользоваться вторым способом. При этом нижележащий металл шва успевает частично кристаллизоваться, удерживая расплавленный металл, который стремиться выйти из сварочной ванны; расплавленный металл стекает с электрода в сварочную ванну. При данном способе сварочный шов получается грубым. Горизонтальный шов наиболее сложен. Расплавленный металл из сварочной ванны стекает на нижнюю кромку, образуя дефект - так называемый подрез. Сварку данным способом рекомендуется производить со скосом только верхней кромки, в то время как нижняя удерживает расплавленный металл в сварочной ванне. Потолочный шов рекомендуется по возможности заменить на какой-либо другой. Сварку производят, периодически замыкая конец электрода на сварочную ванну. Расплавленный металл начинает кристаллизоваться, объем сварочной ванны уменьшается; одновременно в сварочную ванну вносится расплавленный металл электрода. Сварка труб методом ручной дуговой сварки
Способы сварки полимерных материалов и пластических масс
| ||||||||||
| Литература: О. В. Завязкин, Сварочные работы: Практические советы специалистов, Харьков, ФЛ-П Стеценко И. И., 2011, 96 с. | ||||||||||
| Категория: Сварка | Просмотров: 3719 | | |
| Всего комментариев: 0 | |