Современные проблемы металловедения.
Рассмотрим основные результаты работ по созданию новых и совершенствованию известных литейных алюминиевых сплавов.
В первую очередь отметим широко используемую в промышленности работу по унификации стандартных сплавов и оптимизации их состава как по основным легирующим элементам, так и по примесям.
Раньше состав литейных алюминиевых сплавов регламентировался несколькими ГОСТами и ОСТами.
Основными из них были ГОСТ 1583-73 на чушки из вторичных алюминиевых сплавов, ГОСТ 2685-75 на первичные и часть вторичных сплавов в отливках и ОСТ 48-178-80 на чушки из первичных литейных алюминиевых сплавов.
Среди стандартных сплавов было много очень близких по составу и свойствам, диапазон концентраций основных легирующих элементов и допустимое содержание примесей были не всегда обоснованы, что приводило к снижению качества отливок и повышению их себестоимости.
С участием отраслевых институтов министерств цветной металлургии, авиационной и автомобильной промышленности в конце 1980-х годов была выполнена большая работа, в результате которой был создан единый стандарт на литейные алюминиевые сплавы — первичные и вторичные, в чушках и отливках — ГОСТ 1583-89, вступивший в действие с начала 1990 г. (сейчас действует редакция 1993 г.)
Помимо химического состава, этот стандарт регламентирует механические свойства отливок, режимы их термической обработки и методы контроля пористости.
Существенно обновлена номенклатура сплавов: их количество теперь составляет 35 (раньше было более 40), причем 7 из них впервые введены в стандарт, устранено дублирование (близкие по составу сплавы объединены в одну марку), изъяты устаревшие сплавы, мало используемые в промышленности.
Но, пожалуй, самое важное — это корректировка состава сплавов (в основном вторичных) с целью их оптимизации.
В табл.1 на примере трех наиболее широко используемых сплавов показаны сделанные корректировки составов.
В сплаве АК5М2 изменена только одна позиция — допустимое содержание примеси цинка повышено с 0,5 до 1,5%.
Эта корректировка дала промышленности существенную прибыль.
Действительно, сплав АК5М2 уже многие годы является самым распространенным вторичным алюминиевым сплавом.
При нынешнем качестве вторичного сырья, которое в основном является смешанным и обычно содержит более 1 % Zn, объем этого выпуска был бы на порядок меньше, если допустимое содержание цинка оставалось бы равным 0,5%.
При этом жесткая регламентация концентрации цинка в силуминах (за исключением пищевых сортов) практически ничем не оправдана.
Как было показано еще в ранних работах кафедры и многократно подтверждено позднее, например, цинк в количестве до 10... 15%, полностью растворясь в (А1), слабо влияет на все основные свойства силуминов. Поэтому повышение его допустимой концентрации никак не ухудшает качества отливок.
Таблица 1. Фрагменты ГОСТ 1583-89 (в скобках даны концентрации по ГОСТ 1583-73)
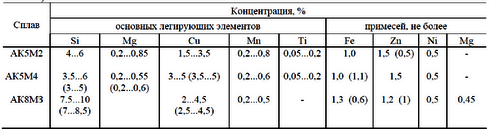
После корректировки состава увеличился и объем производства сплава АК8М3 (табл.1), который широко используется для литья под давлением, где повышенное содержание железа полезно для облегчения выемки отливок из пресс-форм, а снижение концентрации магния обеспечило повышение характеристик пластичности.
Параллельно с работой над совершенствованием состава стандартных сплавов были выполнены обширные исследования по созданию новых вторичных сплавов "под" различные типы низкосортного смешанного вторичного сырья с высоким содержанием цинка, магния и железа.
МИСиС
Такое сырье в избыточном количестве поступает на заводы вторичной цветной металлургии и может использоваться в основном только для производства раскислителей.
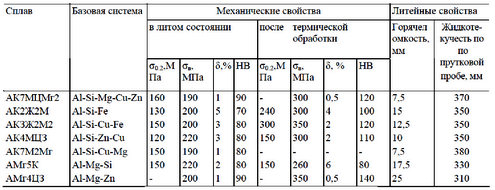
В табл.2 представлены важнейшие из разработанных сплавов этой группы.
Наряду с силуминами АК7МЦМг2, АК4МЦ3 и АК7М2Мг, здесь есть вторичные сплавы с железом в качестве одного из основных легирующих элементов (АК2Ж2М, АКЗЖ2М2), сплавы на базе систем А1—Mg—Si (АМг5К) и А1—Mg—Zn (АМг4Ц3).
Разработка новых силуминов с повышенным содержанием магния и цинка велась с учетом присутствия во в ломе и отходах большого количества деформируемых сплавов, особенно магналиев и сплавов типа В95 системы А1—Zn—Mg—Си.
Цель состояла в том, чтобы, повысив концентрации магния и цинка, не ухудшить существенно литейные и механические свойства, в частности пластичность.
Задача решалась путем создания математических моделей зависимости свойств от состава в многокомпонентной системе А1—Si—Cu—Mg—Zn при постоянном и типичном содержании примесей (например, 1% Fe).
Диапазон концентраций легирующих элементов был выбран достаточно широким для того, чтобы, охватить все возможные составы, которые могли получиться при переплаве смешанного сырья: 4...13%Si, 1...8%Cu, 0,3...5%Mg, 0,5...7%Zn.
Построение и анализ математических моделей дополнялись изучением фазового состава с использованием многокомпонентных диаграмм состояния.
При разработке сплавов с железом эти диаграммы сыграли решающую роль.
Именно построение фазовой диаграммы А1—Fe—Si при различных концентрациях компонентов позволило обнаружить перспективную по структуре область составов (2...3%Fe, 2...3%Si) для последующей разработки сплавов.
Оптимальная структура (дисперсная эвтектика (Al) + α-Fe2SiAl8 в литом состоянии и глобулярные, равномерно распределенные в (А1) частицы α-фазы после закалки) достигается внутри фазовой области α +(Si).
Такая структура обеспечивает разработанным сплавам системы Al—Si—Fe—Cu механические свойства (табл.2) даже выше, чем у стандартных медистых силуминов.
Сплавы АМг5К, где основным легирующим элементом является магний, и АМг4Ц3 на базе системы Al—Mg—Zn (табл.2) рассчитаны на производство из лома и отходов деформируемых сплавов соответствующих систем.
Составы этих сплавов подобраны таким образом, чтобы сохранить важнейшие преимущества первичных сплавов этих систем: высокую коррозионную стойкость, пластичность, а у сплавов Al—Mg—Zn — еще и высокую прочность.
Многие из указанных в табл. 2 сплавов были внедрены, некоторые (АМг4ЦЗ, АК7МЦМг2) серийно выпускались в виде чушек заводами вторичной цветной металлургии для различных литейных производств в машиностроительных отраслях.
Таблица 2. Свойства вторичных алюминиевых сплавов с повышенным содержанием магния, цинка и железа.
При разработке новых первичных сплавов основное внимание уделялось получению в отливках высокой прочности, близкой к максимально достигнутой на деформированных полуфабрикатах из алюминиевых сплавов.
Это сулило возможность использования фасонного литья для получения множества ответственных изделий, которые изготавливаются обработкой резанием деформированных полуфабрикатов.
В результате достигается резкое повышение коэффициента использования металла, снижение трудоемкости и себестоимости изделий.
Требуемый для решения подобных задач уровень механических свойств (σ0,2>450 МПа, σв >500 МПа, δ>3%, К1с>35 МПа • м1/2) невозможно получить на силуминах, где твердый раствор (А1) легирован кремнием, марганцем и медью.
Необходимо было искать сплавы на базе системы А1—Zn—Mg—Сu.
В принципе эта задача была быстро решена созданием сплава со структурой твердого раствора (типа ВАЛ 12), близкого по содержанию основных легирующих элементов к деформируемому сплаву В95. Однако литейные свойства этого сплава явно неудовлетворительны.
Для повышения литейных свойств при сохранении достигнутого уровня прочности, пластичности и вязкости использовали следующую идею.
Были найдены легирующие элементы, в частности никель, железо, церий, образующие по эвтектической реакции фазы, способные легко фрагментироватьcя и сфероидизироваться в процессе диффузионного отжига перед закалкой.
Введение таких добавок в количествах, близких к эвтектической точке, позволило сузить эффективный интервал кристаллизации и заметно улучшить литейные свойства.
Сплавы этого типа, дополнительно легированные малыми добавками переходных металлов, имеют рекордно высокие среди литейных сплавов характеристики прочности при удовлетворительном уровне литейных, а также коррозионных свойств.
Самые высокопрочные литейные алюминиевые сплавы, применяемые за рубежом, содержат в качестве основного легирующего элемента медь (4...6%) и поэтому характеризуются гораздо более низкими коррозионными и технологическими свойствами.
Сплавы на основе системы А1—Zn—Mg—Си имеют невысокую жаропрочность.
Для получения высокой прочности при повышенных температурах использована предложенная Н.А.Беловым идея создания эвтектических сплавов, легированных только переходными металлами по выше описанной схеме.
В сплав необходимо вводить, как минимум, два легирующих элемента.
Первым должен быть переходный металл, образующий с алюминием эвтектику при небольшой (<10%) концентрации и не образующий пересыщенных твердых растворов (А1) при скоростях кристаллизации, типичных для современных литейных технологий.
При этом интерметаллид в эвтектике должен фрагментироваться и сфероидизироваться при термической обработке.
Такими добавками могут быть те же никель, железо и церий.
Второй легирующий элемент необходимо вводить для упрочнения (А1).
Это должен быть переходный металл (один или несколько), способный образовывать пересыщенные твердые растворы (А1), которые при высокотемпературной обработке будут распадаться с образованием дисперсных вторичных алюминидов введенных в сплав переходных металлов (Zr, Sc, Cr, Mn, Ti).
Подобные сплавы имеют хорошие литейные свойства, высокую пластичность и жаропрочность благодаря высокому солидусу и медленной диффузии всех легирующих элементов.
Ведутся разработки новых сплавов для литья в металлические формы, где скорость охлаждения при кристаллизации достаточно велика.
Однако в промышленности продолжается, а в последние годы даже расширяется фасонное литье в разовые песчаные формы, получаемые с использованием новых технологий, в частности компьютерного прототипирования.
Кристаллизация в таких формах идет медленно, в результате формируется грубая микроструктура, не образуются пересыщенные твердые растворы, затрудняется растворение неравновесных фаз кристаллизационного происхождения при термической обработке и т.д.
Не все из пригодных для литья в металлические формы новые сплавы сохраняют свои премущества при медленной кристаллизации.
Установлено, что хорошего сочетания прочности, пластичности и литейных свойств можно добиться на малокремнистых (<5% Si) силуминах либо c повышенным содержанием магния (до 0,6%), либо легированных медью (до 4%) и небольшим количеством магния.
Для опробования в авиапромышленности предложены два сплава типа АК5Мг и АК4М4Мг.
Очевидно, что разработанные литейные алюминиевые сплавы могут удовлетворить самые разнообразные запросы техники в конструкционных материалах этой группы.
В то же время нельзя утверждать, что все задачи уже решены.
Пока не удалось решить кардинально важнейшую проблему: создание литейного сплава, сочетающего технологичность высококремнистых силуминов с наилучшими достигнутыми или еще более высокими эксплуатационными свойствами сплавов без кремния.
Не менее важна и другая требующая решения научно-методическая проблема: научиться быстро рассчитывать (с минимальным объемом экспериментов) состав сплавов с заданным заказчиком уровнем свойств.
Литература
1. Бочвар А.А. Исследование механизма и кинетики кристаллизации сплавов этектического типа. —М.: ОНТИ, 1935.
2. Бочвар А.А., Жадаева О.С. Теория усадочных явлений в сплавах // Юбилейный сб. научных тр. МИЦМиЗ, 1930—1940. —М: Металлургиздаг, 1940, вып. 9.
3. Бочвар А.А., Добаткин В.И. О температурной кривой начала линейной усадки бинарных сплавов // Изв. АН СССР, ОТН, 1945.
4. Бочвар А.А., Новиков И.И. О твердо-жидком состоянии сплавов разного состава в период их кристаллизации // ИзвАН СССР, ОТН, 1952, № 2.
5. Бочвар А.А. Металловедение. М: Металлургиздат, 1956.
6. Новиков И.И.. Горячеломкость цветных металлов и сплавов. М.: Наука, 1966.
7. Новые литейные сплавы. Цинковистые силумины / Бочвар А.А., Портной К.И.., Корольков А.М. и др. — М: Оборонгиз, 1947.
8. Захаров М.В.., Новиков И.И., Рытвин Е.И. Механические и литейные свойства сплавов системы алюминий- кремний - медь//В кн.Алюминиевые сплавы. Вып. 1. М.,Оборонгиз,1963.
9. Золоторевский B.C. Структура и прочность литых алюминиевых сплавов. М.: Металлургия, 1981.
10. Селезнев Л.П., Золоторевский В.С. //Цветные металлы, 1982, № 6.
11. Бочвар А.А. О зависимости механических свойств сплавов от их состава и строения // Изв. АН СССР, ОТН, 1946, № 5.
12. Золоторевский В.С., Белов Н.А. Металловедение литейных алюминиевых сплавов. М.: МИСиС, 2005.
|