01:59 Резание металла. Поверхности заготовок, конструкция резца, образование стружки. |
Содержание:
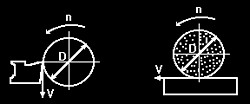
Если главное движение резания — вращательное, то скорость резания равна линейной скорости относительного движения заготовки и режущего инструмента: V = π·D·n / 1000 [м/мин] (смотри рисунок 3).
V = π·D·n / 1000·60 [м/сек] (смотри рисунок 3).
Стойкость — время жизненного цикла инструмента.
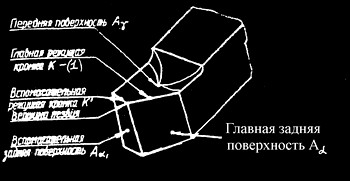
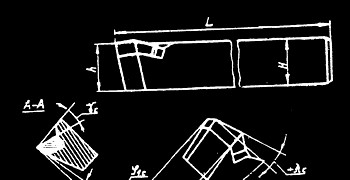
Передняя и задняя поверхности ограничивают материальное тело каждого элемента рабочей части режущего инструмента (смотри рисунок 6). Рис. 5.
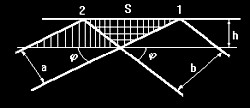
где a — толщина срезаемого слоя, b — ширина срезаемого слоя.
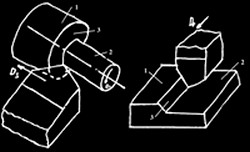
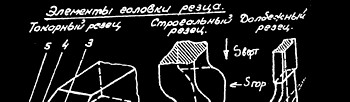
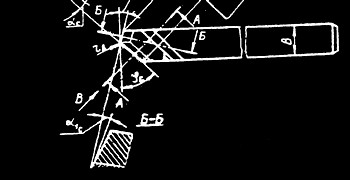
Углы α и γ определяют основные физические процессы, происходящие в зоне резания. Передний угол γ оказывает решающее влияние на степень деформации срезаемого припуска. Задний угол α влияет на процесс трения в зоне обработки, а их совместное значение определяет величину угла заострения β, который определяет прочность режущего клина. Углы φ и φ1 определяют параметры срезаемого слоя. Угол φ влияет на распределение нагрузки на главном режущем лезвии. А угол φ1 влияет на трение об обрабатываемую поверхность.  Рис. 13. 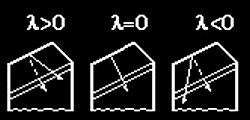 Рис. 14. Угол λ оказывает влияние на направление сбега стружки. При λ>0 стружка сходит в противоположном движению подачи направлении. При λ<0 стружка сходит в направлении движения подачи. А при λ=0 стружка сходит в перпендикулярном движению подачи направлении (смотри рисунок 13 и рисунок 14). Все угловые параметры резца указанные на чертеже сохраняют своё значение в тех случаях, когда:
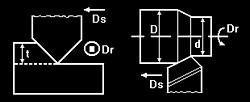
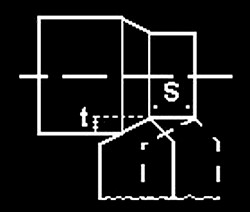
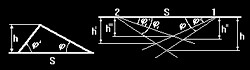
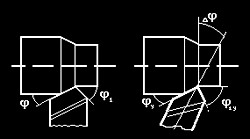 Рис. 15. При повороте резца по часовой стрелке на угол Δφ (смотри рисунок 15), угол φ уменьшиться, а угол φ1 увеличиться на величину угла поворота. φy = φ − Δφ, φ1y = φ1 + Δφ Тогда a = S ⋅ sin φy и b = t / sin φy Срезаемый слой сильно будет меняться. Длина активной режущей кромки увеличиться. При повороте против часовой стрелки — все наоборот. Смещение резца выше (ниже) оси заготовки может привести к тому, что α может принять нулевые или отрицательные значения, что приведет к сильному трению по задней поверхности и прекращению процесса резания. Кинематика резания рассматривает движения, которые действуют в процессе резания во время рабочего цикла, с момента, когда лезвие вступает в контакт с металлом заготовки, и до момента, когда контакт лезвия с заготовкой прекращается. Определение системы кинематических параметров режущей части инструмента вводиться (формулируется) на основе следующих понятий:
Кинематический задний угол будет определяться между плоскостью, в которой лежит вектор скорости резания и задней поверхностью инструмента. В начальный момент времени при больших радиусах угол γкин составляет небольшую часть угла α, но по мере приближения вершины резца к оси заготовки в некоторый момент времени может возникнуть равенство η=α и при этом αкин = 0 (смотри рисунок 16). При дальнейшем приближении дальнейшее резание становиться невозможным и это приводит к смятию заготовки задней поверхностью резца. Кинематические углы инструмента определяются также как и статические (по тем же закономерностям). В общем случае искажение заточенных углов резца от погрешности его установки и кинематических факторов складываются, и реальные углы при резании сложным образом зависят от этих параметров. 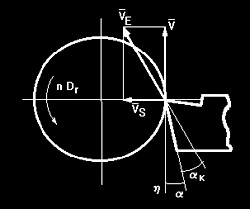 Рис. 16. Обязательным условием при этом является проверка соотношения, чтобы угол α > 0 (α = 0—резание невозможно). Желательно, чтобы α > 0 особенно при малых диаметрах и больших глубинах. Рассмотрим подробно процесс стружкообразования. По мере внедрения инструмента в обрабатываемый материал возрастают напряжения, материал деформируется, причем впереди резца всегда распространяется фронт деформаций под углом скалывания θ = 20...35° (смотри рисунок 17). Тонкими и точными исследованиями можно установить границы пластической деформации. Угол θ практически не зависит от геометрии (параметров) режущего инструмента и зависит от физико-механических свойств обрабатываемого материала. Механизм образования стружки зависит от различных факторов, главный из которых скорость резания.  Рис. 17. В 1870 году профессором Санкт-Петербургского Университета И.А.Тимом была разработана классификация типов стружки, которая образовывалась при обработке различных материалов. Эта классификация оказалась на столько удачной, что практически не претерпела изменений до настоящего времени. Сливная стружка. Образуется при резании пластичных материалов (например, стали) при малой толщине среза, больших скоростях резания и при больших передних углах (смотри рисунок 18). Она представляет для производства ряд неудобств (в основном для транспортировки). Поэтому в ряде случаев в конструкции режущего инструмента специально предусматривают устройства для разделения стружки (стружкоделительные канавки и т.п.).  Рис. 18. Стружка скалывания. Образуется при обработке сталей пониженной пластичности, при большой толщине срезаемого слоя, при небольших передних углах и при низких скоростях резания (смотри рисунок 19). 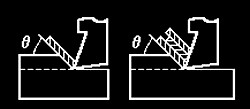 Рис. 19. Стружка надлома (смотри рисунок 20) состоит из отдельных кусков не связанных друг с другом, и образуется при обработке хрупких материалов (чугуны и другие).  Рис. 20. На рисунке 21 изображены зависимости силы резания от времени для разных видов образующейся стружки:
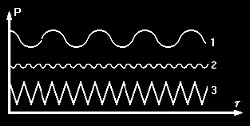 Рис. 21. Усадка стружки характеризуется степенью пластической деформации металла при резании. aстр > a; bстр > b; lстр > l; kl = l / lстр > 1
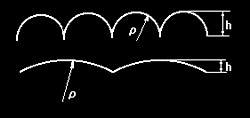
Коэффициент усадки стружки всегда больше единицы kl > 1. 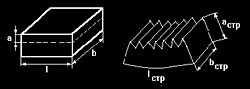 Рис. 22. Рисунок 22 показывает заготовку с припуском. На рисунке 22 изображена стружка получившаяся при снятии этого припуска. На рисунке 24 представлен график изменения коэффициента усадки стружки от скорости резания.  Рис. 23. 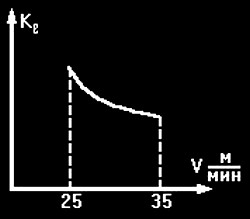 Рис. 24. Процесс деформирования металла при резании происходит при воздействии высоких температур и контактных давлений (напряжений). При некоторых условиях обработки вблизи режущей кромки образуется достаточно устойчивая клинообразная зона застойного материала — нарост. Наростообразование характерно для вязких материалов в случае обработки их с малыми скоростями и малыми подачами. Его величина характеризуется высотой hнар (смотри рисунок 23). С ростом переднего угла наростообразование резко уменьшается. Твердость нароста в 2 - 4 раза выше твердости обрабатываемого материала, поэтому нарост участвует в резании. По мере увеличения высоты нароста динамическое равновесие нарушается и часть нароста уноситься со стружкой, а другая остается на обрабатываемом материале. На рисунке 25 изображена зависимость высоты нароста от скорости резания. 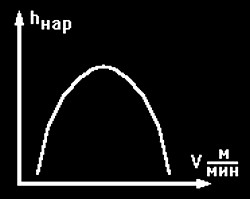 Рис. 25. На рисунке 26 изображена зависимость высоты нароста от главного угла в плане φ. 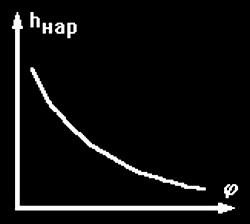 Рис. 26. Наличие (отсутствие) нароста в зависимости от подачи и скорости резания изображено на рисунке 27. 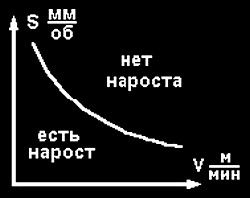 Рис. 27. Положительные особенности нароста:
|
| Источник: Н. Ф. Зеленцова, Лекции по основам процесса резания и режущему инструменту, М.: МГТУ им. Н. Э. Баумана, 1999г. |
| Ссылка: http://www.bmstu.ru/ |
| Категория: Обработка поверхности | Просмотров: 6094 | | |


| Всего комментариев: 0 | |