01:06 Основные способы и проблемы сварки алюминия и его сплавов. |
Металлургические особенности
сварки алюминия плавлением
Алюминий и его сплавы, благодаря своим физико-химическим свойствам, малому удельному весу, относительно высоким показателям механических свойств, хорошей коррозионной стойкости во многих агрессивных средах, находят широкое применение при изготовлении летательных аппаратов, космической техники, железнодорожных цистерн, котлов, резервуаров для транспортировки и хранения различных жидкостей, труб для газо- и нефтепроводов, а также различной химической аппаратуры. Для изготовления этих изделий преимущественно применяется листовой металл толщиной 3-40 мм, а в качестве одного из ведущих и прогрессивных процессов получения неразъемных соединений широко используется сварка плавлением. При дуговой сварке алюминия жидкий металл сварочной ванны подвергается сложному процессу взаимодействия с газами и шлаками, который определяет после охлаждения и кристаллизации сварочной ванны плотность металла шва и его химический состав. Обладая повышенной химической активностью, алюминий энергично взаимодействует с газами даже при ничтожно малых значениях их парциального давления. По данным, реакция алюминия с кислородом может протекать при Р = 4,406·10-47 МПа, реакция с азотом при РN = 1,667·10-1МПа. Образующиеся химические соединения или растворы могут явиться причиной возникновения дефектов в металле, пор, шлаковых включений и т.д. Поэтому для получения качественного металла необходима защита его от контакта с газами. При контакте с кислородом или воздухом на поверхности алюминия образуется оксидная пленка толщиной 0,01-0,02 мм. Температура плавления оксида алюминия в несколько раз превышает температуру плавления чистого металла и составляет 2323 К. Отношение объема образующейся оксидной пленки к объему окислившегося металла составляет 1,24 и, согласно принципу Виллинг-Бедворта, алюминий защищен плотной оксидной пленкой от проникновения газов и дальнейшего окисления. Оксид алюминия нерастворим ни в твердом, ни в жидком алюминии, поэтому, попадая в металл, нарушает его сплошность и снижает работоспособность конструкции. При контакте с водой на поверхности алюминия образуется первоначально аморфная оксидная пленка толщиной 80-100 мкм. Затем возникает кристаллический бемит, а потом кристаллический байерит. Оксидная пленка нерастворима в алюминии и, будучи тяжелее расплавленного металла, не может всплывать на поверхность жидкого алюминия и остается в нем при кристаллизации в виде включений. Это существенно нарушает сплошность металла и приводит к значительному снижению его герметичности, механических свойств и коррозионной стойкости. Поэтому при сварке алюминия одной из основных задач является удаление оксидной пленки из сварочной ванны. Это может быть достигнуто как при помощи флюсов, так и за счет явления "катодного распыления". Обладая высокой химической активностью, алюминий восстанавливает большинство элементов из их оксидов, что приводит к увеличению концентрации примесей в металле. Согласно термодинамическим расчетам, нейтральными по отношению к алюминию могут быть галоидные соли щелочных и щелочноземельных металлов, имеющих большую по абсолютному значению убыль свободной энергии образования соединения, чем алюминий. Поэтому для плавки и сварки алюминия нашли применение флюсы, состоящие из хлористых солей щелочных и щелочноземельных металлов. Ранее существовало мнение о физическом растворении Al2О3 во флюсах при его взаимодействии с жидким металлом. Однако при исследовании растворимости Al2О3 в жидком флюсе оказалось, что в расплавленном NaCl при Т=1173-1273 К растворимость Al2О3 составляет менее 0,005 %, для чистого KCl предельная растворимость Аl2О3 - 0,008%. При добавке криолита к равновесной смеси хлоридов натрия и калия растворимость Аl2О3 увеличивается и при 25 % Na3AlF6 составляет 1,05 %. Эти результаты получены при выдержке расплава при Т=1173-1273 К в течение 1 ч. Следовательно, объяснить удаление Al2О3, только растворимостью его во флюсе невозможно. Попытка объяснить процесс удаления оксидной пленки за счет поверхностных явлений на границе жидкий алюминий - жидкий флюс-оксид алюминия также не привели к успеху. В настоящее время механизм действия флюсов при сварке алюминия представляется следующим образом. В процессе сварки при нагреве алюминия в оксидной пленке появляются трещины, так как коэффициент теплового расширения Аl2О3 почти в три раза меньше, чем у алюминия. Жидкий флюс через образующиеся трещины в оксидной пленке проникает к металлу. В результате реакции жидкого алюминия с флюсом образуются газообразные субгалоиды, которые способствуют отрыву и измельчению оксидной пленки. Волнообразное перемещение жидкого флюса в процессе сварки способствует переносу части оксидной пленки в шлак. Разрушение оксидной пленки в сварочной ванне путем и "катодного распыления" происходит при дуговой сварке в том случае, когда сварочная ванна является катодом. В результате бомбардировки катода тяжелыми положительными ионами оксидная пленка разрушается и оттесняется к краям ванны. Оксидная пленка адсорбирует, главным образом, пары воды. Адсорбционная способность различна у различных модификаций оксида алюминия. Наибольшей гигроскопичностью отличается γ — Al2О3, способная удерживать некоторое количество воды даже после прокаливания при Т=1163-1173 К. Попадая в зону сварки, адсорбированная на поверхности оксидной пленки влага взаимодействует с жидким металлом, насыщая сварочную ванну водородом. Водород в алюминии присутствует в виде твердого раствора внедрения, заполняет усадочные раковины и поры в молекулярном состоянии, а также адсорбируется в виде воды на оксидной пленке, покрывающей поверхность металла. Принципиально возможно образование гидрида алюминия. Однако это соединение неустойчивое и существенного влияния на качество металла не оказывает. При сварке с применением флюсов количества водорода, поглощенные сварочной ванной, будут зависеть также от влажности флюса. Поэтому использование во флюсе гигроскопических компонентов нежелательно. Перед сваркой обычно рекомендуется прокалка флюсов. Кроме влаги, адсорбированной на поверхности сварочной проволоки, основного металла и содержащейся в защитном газе или флюсе (в зависимости от способа сварки), источниками водорода, растворяющегося в металле шва, могут быть водород, содержащийся в основном металле и проволоке (в соответствии с долями участия обоих материалов в образовании шва), а также водород, переходящий в сварочную ванну за счет диффузии из твердого металла. Повышение концентрации водорода в жидком металле за счет его перехода из закристаллизовавшегося возможно в том случае, если скорость диффузии водорода соизмерима со скоростью кристаллизации жидкого металла. Подобные условия наблюдаются при кристаллизации алюминия в процессе литья. Учитывая малую скорость диффузии водорода в твердом алюминии по сравнению со скоростью перемещения фронта кристаллизации сварочной ванны, диффузией водорода из твердого металла в жидкость в процессе сварки алюминия можно пренебречь. Содержание водорода в металле и проволоке, выпускаемых в настоящее время алюминиевой промышленностью, находится в пределах 0,15-0,22 см3/100 г, что не представляет значительной опасности в образовании пористости при сварке алюминия. Причем имеется тенденция к снижению концентрации растворенного в металле водорода. Водород, находящийся в жидком металле, может удаляться в виде пузырьков и атомов. Диффузионный процесс удаления водорода из металла в виде атомов не играет существенной роли при сварке, ввиду кратковременности. В результате диффузии растворенного в металле водорода в имеющиеся зародыши пузырьков последние увеличиваются в размерах и при кристаллизации металла могут создавать пористость. Необходимым условием для роста зародышей микропустот является превышение исходной концентрации водорода в жидком металле над равновесной растворимостью водорода в жидком металле при температуре кристаллизации. Определенное влияние на процесс пузырькового выделения водорода из жидкого металла оказывает концентрация оксида алюминия. При содержании в алюминии его оксида порядка 0,015-0,016 % появление газового пузырька происходит после того, как равновесное парциальное давление превысит внешнее. Снижение концентрации оксида алюминия до 0,008-0,010 % приводит к задержке в появлении пузырьков водорода, которая увеличивается по мере уменьшения содержания оксида алюминия в жидком металле. При концентрации оксида алюминия ниже 0,001 % пузырьковое газовыделение прекращается. Поэтому для получения качественного металла шва необходимо рафинировать сварочную ванну не только oт водорода, но и от мелкодисперсной оксидной пленки. Наиболее рациональным способом рафинирования металла при сварке алюминия является использование высокоактивных флюсов на основе хлористых и фтористых солей щелочных и щелочноземельных металлов. Следует отметить, что возникновение газовых пузырей в кристаллизующемся металле еще не означает, что металл после кристаллизации будет поражен порами. При определенных условиях возможен процесс дегазации жидкого металла, который заключается в том, что возникшие в жидком металле газовые пузырьки успевают всплыть на поверхность расплава до его кристаллизации. При этом снижается содержание водорода в металле и повышается его плотность. Кроме кислорода и водорода, алюминий взаимодействует с другими газами, образуя нитриды, карбиды, сульфиды, которые нерастворимы в металле, имеют высокую температуру плавления и образуют на поверхности алюминия твердые пленки. В сварочных материалах эти газы практически не находятся, однако для получения качественного металла шва необходимо принимать меры, предотвращающие взаимодействие алюминия с этими газами. Основными примесями технического алюминия являются железо и кремний. Железо практически не растворяется в алюминии и при малом его содержании в металле образует соединение FeAl3, которое дает с алюминием эвтектику с температурой плавления 928 К, содержащую 1,82% Fe. Кремний образует с алюминием более легкоплавкую эвтектику, чем железо. Температура ее плавления составляет 850 К при содержании кремния 11,7%. Растворимость кремния в алюминии при комнатной температуре составляет 0,05%. Наличие большой концентрации кремния приводит к выделению по границам зерен хрупкого кремния в виде иглообразных кристаллов, подобных иглообразным кристаллам соединения FeAl3. В техническом алюминии кремний и железо присутствуют одновременно. Согласно тройной диаграмме состояния Аl - Fe - Si, из жидкости в зависимости от содержания кремния и железа происходит выпадение кристаллов алюминия, технического соединения FeAl3 и тройных соединений а (AlFeSi) и β ( AlFeSi ). При больших содержаниях железа и кремния из жидкости выделяется фаза α ( AlFeSi ) в виде скелетообраэных кристаллов и фаза β (AlFeSi) в форме пластин и иглообразных кристаллов. При малых концентрациях железа и кремния (как зто имеет место в техническом алюминии) по границам зерен алюминия образуются иглообразные кристаллы FeAl3, которые выделяются из расплава как составляющие звтектики α (Al+FeAl3). Наличие железосодержащих фаз в алюминии повышает его прочность, твердость, снижает пластичность и коррозионную стойкость. Склонность алюминия к образованию кристаллизационных трещин при сварке обусловлена грубой столбчатой структурой металла шва, а также имеющимися примесями. Горячие трещины возникают в процессе кристаллизации шва по жидким прослойкам между дендритами. Наибольшую опасность представляет наличие кремния, который образует легкоплавкую эвтектику Al—Si (Т= 850 К). Отмечается благоприятное действие железа на стойкость алюминия к образованию "горячих" трещин, которое заключается в образовании более тугоплавкого тройного соединения Al - Fе - Si. При этом необходимо, чтобы Fe : Si > 0,5 при содержании кремния до-0,25% и Fe : Si > 1 при более высоком содержании кремния. При сварке технического алюминия склонность к кристаллизационным трещинам возрастает с увеличением толщины свариваемого металла, что связано с ликвационными процессами. Эффективными мерами борьбы с кристаллизационными трещинами при сварке является модифицирование структуры шва, а также рациональная конструкция сварного соединения, обеспечивающая получение минимальных растягивающих усилий в процессе кристаллизации металла шва. Анализ существующих способов
дуговой автоматической сварки алюминия
Дуговая сварка алюминиевых сплавов связана с определенными трудностями вследствие их большого химического сродства к кислороду и склонности к интенсивному поглощению водорода. Возможность получения качественных сварных соединений определяется, в первую очередь, выбором оптимального способа сварки с учетом ряда требований, включающих в себя обеспечение плотности шва, его внешнего вида, производительности и универсальности процесса. Изготовление сварных алюминиевых конструкций осуществляют, в основном, следующими дуговыми способами сварки: ручной сваркой покрытым электродом, сваркой неплавящимся (угольным или вольфрамовым) электродом в инертных газах и сваркой плавящимся электродом по слою флюса или в инертных газах. 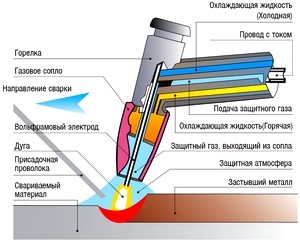 Рис. 1. Сварка вольфрамовым электродом в среде защитного газа Ручная сварка угольным или покрытым электродом сохранилась только для неответственных изделий, т.к. имеет ряд существенных недостатков — тяжелые условия труда сварщиков вследствие мощного излучения горящей дуги и большого выделения сварочных аэрозолей, значительные деформации изделий и повышенное количество дефектов в металле шва. В промышленности для сварки алюминия и его сплавов применяются в основном два способа:
Применение плавящегося электрода целесообразно при сварке толстолистового металла. Защитным газом, который изолирует расплавленный металл от взаимодействия с атмосферой воздуха, может быть аргон, гелий или их смесь. При этом способе сварки практически отсутствует возможность металлургической обработки металла шва и потому необходимо использовать все сварочные материалы высокой степени чистоты. Так, например, при сварке в среде технического аргона, содержащего до 16 % азота и 0,4 % кислорода, получить качественное сварное соединение невозможно. Поэтому применяют защитные газы первого или высшего сорта по ГОСТ 10157-79 с содержанием аргона не менее 99,987 и 99,993 % соответственно. Кромки свариваемых деталей и электродную проволоку перед сваркой подвергают механической или химической обработке с целью удаления оксидных пленок и других загрязнений. Для металла толщиной более 12 мм сварка производится в несколько проходов. Технология многопроходной сварки требует обязательной механической разделки свариваемых кромок и имеет ряд существенных недостатков. При этом качественная подготовка кромок, подрубка корня шва и тщательная зачистка промежуточных слоев в процессе получения сварного соединения еще не гарантирует стабильного качества металла шва вследствие образования внутренних дефектов в виде пор, несплавлений, трещин и раковин. Кроме того, многослойная сварка менее производительна, чем однопроходная, и способствует возникновению в изделии значительных деформаций. Открытая дуга способствует образованию оксидов азота, озона и дисперсной пыли. В процессе исследований обнаружено в зоне дыхания сварщика при сварке на обычных режимах небольшое количество оксида азота, не превышающего нормы, и 0,9 мг/м3 озона, что в девять раз больше санитарной нормы. Тепловая реакция при сварке неплавящимся электродом на уровне рук составляет 0,8—2,2 кал/см2 мин и лица — 1,0—1,5 кал/см2 мин, а плавящимся электродом — соответственно 1,2—2,8 и 1,5—2,1 кал/см2 мин, что не позволяет вести процесс сварки при незащищенных частях тела. Автоматическая сварка плавящимся электродом в среде аргона является более универсальным способом для соединения литейных и деформируемых алюминиевых сплавов. Однако широкое ее применение ограничивается рядом существенных недостатков, к которым, в первую очередь, относят: низкую тепловую мощность дуги, неблагоприятную форму шва (большое усиление, неглубокий и узкий провар); повышенную склонность швов к образованию пор, особенно на технически чистом алюминии; необходимость разделки кромок для металла толщиной свыше 20 мм; относительно низкие механические и коррозионные свойства сварных соединений и др. Для снижения пористости швов и повышения глубины провара вводят в аргон незначительные добавки кислорода, диоксида углерода, азота, хлора и других газообразных галогеносодержащих компонентов. Однако это, в свою очередь, приводит к ухудшению внешнего вида шва, увеличению количества оксидных, нитридных и хлоридных включений, снижению пластических свойств шва и ухудшению санитарно-гигиенических условий труда сварщиков. Что касается комбинированного способа сварки "плазма-плавящийся электрод", то он еще в промышленности не получил широкого распространения. Для получения качественного сварного соединения приходится расходовать большие количества инертных газов, которые пока еще дефицитны и дороги. Способ сварки алюминия по слою флюса был впервые разработан в Московском авиационно-технологическом институте. Был создан ряд флюсов, применяемых для сварки алюминия и его сплавов по слою флюса. В институте электросварки им. Е.О. Патона также велись работы по сварке алюминия и его сплавов. Предложенный этим институтом флюс марки АН-А1 в настоящее время в основном и применяется для сварки алюминия по слою флюса. Автоматическая сварка алюминия и его сплавов по слою флюса отличается от ранее рассмотренного способа более высокой производительностью за счет применения однопроходной двухсторонней сварки без разделки кромок свариваемых деталей. Флюсы способствуют улучшению металлургической обработки металла шва в процессе сварки. При минимальной влажности окружающей атмосферы этот способ позволяет получать удовлетворительного качества сварные соединения. С повышением влажности воздуха из-за открытой сварочной дуги в металле шва увеличивается концентрация растворенного водорода, способствующего порообразование. Особенно трудно избавиться от пор при сварке металла толщиной выше 20 мм. При этом в верхней части шва на глубине 1—2 мм наблюдается сплошная сетка пор. Иногда металл шва бывает загрязнен шлаковыми включениями. Открытая дуга не позволяет поддерживать в реакционном пространстве постоянный газовый состав, оказывающий в конечном итоге влияние на получение одинакового по качеству металла шва. Поэтому в процессе эксплуатации сварных изделий в агрессивных средах наблюдается интенсивная местная коррозия металла шва. Для снижения влажности и предупреждения пористости металла шва флюс после изготовления хранят в герметически закрытой таре, а перед сваркой его прокаливают. Но это является полумерой, так как открытая сварочная дуга создает благоприятные условия для насыщения металла сварочной ванны водородом за счет влаги окружающего воздуха. Насыпная высота флюса строго устанавливается для каждой толщины металла, например для толщины 25 мм она равна 16 мм Если высота флюса будет взята больше оптимальной, то возможен переход электродугового процесса в злектрошлаковый, и тогда сварное соединение получить невозможно. Весьма существенным недостатком способа сварки по слою флюса является значительное выделение пыли и вредных газов, во много раз превышающих норму. Из-за открытой дуги при сварке алюминия по слою флюса рабочая атмосфера, кроме пыли и газов, дополнительно загрязняется озоном, оксидами азота и сопровождается интенсивной ультрафиолетовой радиацией. Концентрация озона при автоматической сварке по слою флюса на уровне дыхания сварщика превышает норму в 8—10 раз и только на расстоянии свыше 1,8 м от места горения дуги достигает нормы. Сварочное оборудование при сварке открытой дугой работает в тяжелых условиях.   Фото. 1. Сварочное оборудование: а. горелка для ручной сварки Push-Pull со встроенным механизмом подачи проволоки; б. сварочный инвертор HighPULSE 280 K. Проблемы и трудности сварки
алюминия под флюсом (закрытой дугой)
Существенные ограничения на выбор технологического процесса сварки алюминия накладывают его физические свойства. Так, низкая температура плавления (933 К), высокая жидкотекучесть, резкое понижение прочностных свойств металла с повышением температуры (при 783 К - σт = 5,5 МПа) и кратковременность пластического состояния при переходе металла из твердой фазы в жидкую и наоборот позволяют производить сварку алюминия только в нижнем положении с применением различных приспособлений для удержания расплавленного металла ванны и металла, нагретого до температур, близких к Тсол, от прокаливания. А высокая теплоемкость, теплопроводность и электропроводность требуют для его сварки применения мощных концентрированных источников тепла. Для преодоления всех специфических трудностей сварки алюминия наиболее целесообразно использовать способ дуговой сварки под слоем керамического флюса (закрытой дутой), так как этот способ позволяет:
Активность флюса определяется содержанием фтористых солей, а хлористые соли составляют шлаковую основу флюса, придавая ему определенные физические свойства (температуру плавления, вязкость и др.). По такому принципу построены флюсы МАТИ, УФОК, АН-А1 и др. Укаэанные флюсы могут применяться в виде механической смеси исходных компонентов или плавлеными. Процесс сварки с использованием этих флюсов можно вести только при открытой дуге. При попытке погрузить дугу под флюс дуговой процесс переходит в электрошлаковый. При этом сварное соединение получить практически невозможно. Это объясняется тем, что фтористые и хлористые соли в расплавленном состоянии имеют большую электропроводность и шунтируют дуговой промежуток. Вторым препятствием к осуществлению этого процесса является трудность защиты сварочной ванны от растворения в ней водорода и получения плотного металла шва. Последнее обстоятельство связано с высокой гигроскопичностью флюсов. Влажность таких флюсов составляет в среднем 4,5 %.
Справка Месторождения криолита очень редки. Наиболее крупное промышленное месторождение известно в Зап. Гренландии (Ивиттуут), где криолит образует массивные скопления среди грейзенизированного гранита в виде большого штока, вертикально уходящего на глубину. Также криолит найден в Ильменских горах на Южном Урале (Миасс и Кувандык Россия) |
| Литература: Зусин В.Я., Серенко В.А. Сварка и наплавка алюминия и его сплавов. |
| Читать: Зусин В.Я., Серенко В.А. Сварка и наплавка алюминия и его сплавов.— Мариуполь: Изд-во "Рената", 2004. -468 с. |
| Ссылка: http://lmx.ucoz.ru/technology/Zusin.V.Ya.html |
| Примечание: Для просмотра в браузере файлов DjVu скачайте и установите на свой компьютер плагин DjVu Browser Plug-in (Free-download) от Caminova, Inc. |
| Категория: Сварка | Просмотров: 3996 | | |
| Всего комментариев: 0 | |