Исследование температурных режимов нагрева и прошивки
стальных слитков в толстостенные гильзы
Романенко Василий Павлович, канд. техн. наук, проф.
Алексеев Павел Леонидович, канд. техн. наук
Харитонов Евгений Анатольевич, канд. техн. наук
Национальный исследовательский технологический
университет « МИСиС». Россия, Москва
Яндимиров Александр Арсентьевич
Севастьянов Александр Александрович
ОАО « Выксунский металлургический завод»
Россия, Нижегородская обл., г. Выкса
Цель данной работы – исследование температурных условий металла при прошивке слитка диам. 474 мм в гильзу с отверстием диам. 160 мм, используемую в дальнейшем как заготовку для кузнечного производства.
Задачами исследования ставились: определение температуры в объеме слитка на протяжении нагрева и прошивки; выбор рационального времени нагрева и разработка методики комплексной оценки теплового состояния заготовок с помощью различных независимых способов.
Исследование нагрева и прошивки слитков было проведено на базе двухвалкового прошивного стана с диам. валков 740 мм и оправки 160 мм.
Цилиндрические слитки из колесной стали с содержанием углерода 0,6% по ГОСТ 10791–89 диам. 474 мм и длиной 2000–2500 мм нагревали в методической печи с кантовкой манипулятором через каждые 30 мин, затем с помощью крана передавали на входную сторону прошивного стана.
Для исследования теплового режима процесса прошивки применяли тепловизионное измерение температуры поверхности заготовки с помощью компьютерного анализа видеоизображения.
Особенностью данного способа является применение в качестве датчика излучения видеокамеры с ПЗС-матрицей.
Этот подход удобен, так как позволяет получить полную картину распределения температуры поверхности, и доступен практически любому предприятию или исследователю.
В то же время видеокамера не является сертифицированным средством измерения, поэтому необходимы дополнительные независимые данные.
Кроме того, неизбежно различие условий съемки и излучательной способности тела при калибровке и при проведении измерений, что может внести погрешность.
Эти проблемы решаются путем одновременного измерения температуры нескольких (одних и тех же) зон заготовки в процессе исследования с помощью видеокамеры и сертифицированного пирометра.
Для этого выбирали стадии технологического процесса, на которых заготовка не совершает сложных быстрых движений: выдача из печи, выход из очага деформации, готовая продукция и т.д. – с целью обеспечения точного совпадения положения измеряемых зон.
Полученные измерения служат для коррекции тарировочной функции пересчета яркости излучения в температуру и повышают достоверность результатов.
В процессе кантовки заготовок осуществляли их видеосъемку через окна печи с одновременным измерением температуры пирометром «Кельвин-1300» с интервалом 30 мин.
Полученные термограммы представлены на рис. 1.
а. 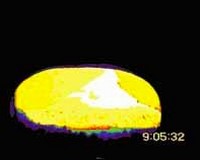 б. б. 
Рис. 1. Термограммы заготовок в процессе нагрева: а - в окне печи; б - после выдачи со стана
Транспортировка слитка и прошивка
После выдачи из нагревательной печи слиток–заготовка, по данным тепловизионного измерения, имеет равномерную по длине температуру 1230 °С.
Заготовка покрыта окалиной с температурой менее 1000 °С, поэтому для измерения доступны лишь несколько участков, на которых окалина отделилась (рис. 2, а).
После транспортировки слитка краном на входную сторону прошивного стана измеряли температуру вращающейся гильзы в очаге деформации при прошивке по всей боковой поверхности и по одному из торцов с интервалом 1–10 с (рис. 2, 3).
Наличие на оправке областей, соответствующих температуре 800 °С и выше, обусловлено отражением гильзы от зеркальной поверхности новой оправки.
Реальная температура оправки не превышала 400 °С.
Охлаждение поверхности под окалиной на пути от печи до прошивного стана составляет около 10–20 °С.
Охлаждение заготовок на входной стороне прошивного стана в течение всего времени прошивки незначительно из-за большого диаметра заготовки и малого времени прошивки (2 мин).
а. 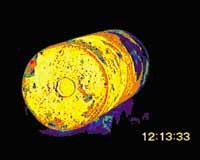 б. б. 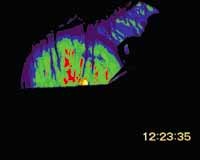
в. 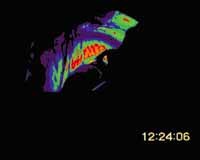
Рис. 2. Термограммы исходной заготовки (а) и гильзы в момент выхода оправки (б, в)
После прошивки температура 1100–1150 °С распределена равномерно по длине гильзы.
При прошивке наблюдается существенное падение температуры поверхности – до 1000 °С, а под валками – до 850 °С из-за контактного теплообмена с валками и охлаждающей водой.
При съемке со входной стороны в момент выхода оправки (см. рис. 2, в) можно наблюдать деформационный разогрев металла, величина которого достигает 50 °С.
После прошивки температура поверхности восстанавливается в результате теплообмена с внутренними слоями.
Температурное поле для всех 12 прошитых заготовок одинаковое, начальная температура после выдачи из печи 1230–1240 °С (см. рис. 2 и 3, а), что характеризует стабильную работу печи.
а. 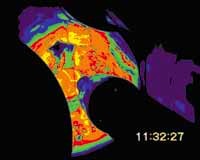 б. б. 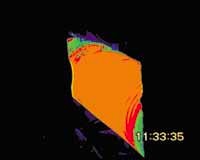
в. 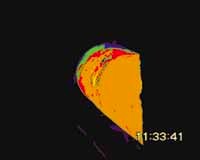 г. г. 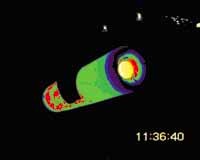
Рис. 3. Термограммы заготовки по ходу прошивки
Внутренняя поверхность гильзы сразу же после выхода имеет примерно ту же температуру (см. рис. 3, б, в), что и исходный слиток – около 1200 °С, а наружная ниже на 50–100 °С (см. рис. 3, в, г).
Математическое моделирование процесса
Особенностью всех бесконтактных способов измерения является получение значений температуры только на поверхности заготовки, в то время как наиболее важным является знание теплового поля во всем объеме металла.
Получить необходимую информацию можно путем математического моделирования температурного поля на основе экспериментально определенных значений температуры поверхности.
Применение одного только компьютерного моделирования при разработке новых технологических режимов часто не обеспечивает необходимой точности результатов, так как граничные условия тепловой задачи возможно задать лишь приблизительно.
Таким образом, оптимально применение трех дополняющих друг друга методик исследования:
- тепловизионная съемка (позволяет получить наглядную картину теплового поля и провести хронометраж процесса с точностью до 25 мс);
- измерение температуры отдельных зон заготовки сертифицированным пирометром (позволяет повысить достоверность результатов тепловидения);
- решение тепловой задачи с учетом экспериментальных данных (позволяет получить значение температуры металла в объеме заготовки).
Применение подобного комплекса методик позволяет при необходимости скорректировать теоретические параметры теплообмена и существенно повысить достоверность результатов.
Проведение такого исследования может позиционироваться как услуга для металлургических предприятий при отладке и экспертизе технологических процессов с применением горячей обработки металлов давлением.
В основу решения задачи положено неоднородное двухмерное уравнение теплопроводности в цилиндрических координатах c граничными условиями третьего рода.
Коэффициент теплоотдачи излучением определяли по закону Стефана–Больцмана.

где:
σ0 – коэффициент излучения абсолютно черного тела;
εп – степень черноты поверхности заготовки;
k – корректирующий коэффициент, учитывающий влияние неидеальности условий излучения (окалина, влияние соседних заготовок);
Тпов и Тср – температура на поверхности заготовки и температура окружающей среды.
.........................
Нагретые тела излучают энергию в виде электромагнитных волн различной длины.
Когда мы говорим, что тело «раскалено докрасна», это значит, что его температура достаточно высока, чтобы тепловое излучение происходило в видимой, световой части спектра.
На атомарном уровне излучение становится следствием испускания фотонов возбужденными атомами.
Закон, описывающий зависимость энергии теплового излучения от температуры, был получен на основе анализа экспериментальных данных австрийским физиком Йозефом Стефаном и теоретически обоснован также австрийцем Людвигом Больцманом.
Чтобы понять, как действует этот закон, представьте себе атом, излучающий свет в недрах Солнца.
Свет тут же поглощается другим атомом, излучается им повторно — и таким образом передается по цепочке от атома к атому, благодаря чему вся система находится в состоянии энергетического равновесия.
В равновесном состоянии свет строго определенной частоты поглощается одним атомом в одном месте одновременно с испусканием света той же частоты другим атомом в другом месте.
В результате интенсивность света каждой длины волны спектра остается неизменной.
Температура внутри Солнца падает по мере удаления от его центра.
Поэтому, по мере движения по направлению к поверхности, спектр светового излучения оказывается соответствующим более высоким температурам, чем температура окружающий среды.
В результате, при повторном излучении, согласно закону Стефана—Больцмана, оно будет происходить на более низких энергиях и частотах, но при этом, в силу закона сохранения энергии, будет излучаться большее число фотонов.
Таким образом, к моменту достижения им поверхности спектральное распределение будет соответствовать температуре поверхности Солнца (около 5 800 К), а не температуре в центре Солнца (около 15 000 000 К).
Энергия, поступившая к поверхности Солнца (или к поверхности любого горячего объекта), покидает его в виде излучения.
Закон Стефана—Больцмана как раз и говорит нам, какова излученная энергия.
Этот закон записывается так: E = σT4,
где Т — температура (в кельвинах), а σ — постоянная Больцмана.
Из формулы видно, что при повышении температуры светимость тела не просто возрастает — она возрастает в значительно большей степени.
Увеличьте температуру вдвое, и светимость возрастет в 16 раз!
Итак, согласно этому закону любое тело, имеющее температуру выше абсолютного нуля, излучает энергию.
Так почему, спрашивается, все тела давно не остыли до абсолютного нуля?
Почему, скажем, лично ваше тело, постоянно излучая тепловую энергию в инфракрасном диапазоне, характерном для температуры человеческого тела (чуть больше 300 К), не остывает?
Ответ на этот вопрос, на самом деле, состоит из двух частей.
Во-первых, с пищей вы получаете энергию извне, которая в процессе метаболического усвоения пищевых калорий организмом преобразуется в тепловую энергию, восполняющую потери вашим телом энергии в силу закона Стефана—Больцмана.
Еще важнее, однако, тот факт, что закон распространяется на все без исключения тела с температурой выше абсолютного нуля.
Поэтому, отдавая свою тепловую энергию окружающей среде, не забывайте, что и тела, которым вы отдаете энергию, — например, мебель, стены, воздух, — в свою очередь излучают тепловую энергию, и она передается вам.
Если окружающая среда холоднее вашего тела (как чаще всего бывает), ее тепловое излучение компенсирует лишь часть тепловых потерь вашего организма, и он восполняет дефицит за счет внутренних ресурсов.
Если же температура окружающей среды близка к температуре вашего тела или выше нее, вам не удастся избавиться от избытка энергии, выделяющейся в вашем организме в процессе метаболизма посредством излучения.
И тут включается второй механизм.
Вы начинаете потеть, и вместе с капельками пота через кожу покидают ваше тело излишки теплоты.
В вышеприведенной формулировке закон Стефана—Больцмана распространяется только на абсолютно черное тело, поглощающее всё попадающее на его поверхность излучение.
Реальные физические тела поглощают лишь часть лучевой энергии, а оставшаяся часть ими отражается, однако закономерность, согласно которой удельная мощность излучения с их поверхности пропорциональна Т4, как правило, сохраняется и в этом случае, однако постоянную Больцмана в этом случае приходится заменять на другой коэффициент, который будет отражать свойства реального физического тела.
Такие константы обычно определяются экспериментальным путем.
.........................
Корректирующий коэффициент был введен вследствие того, что расчетная температура слитка, рассматриваемого как сплошное однородное тело, завышена и не согласуется с экспериментальной температурой поверхности.
Этот эффект проявляется и при нагреве и при охлаждении после выдачи и объясняется тем, что в результате обработки слиток покрыт толстым слоем рыхлой окалины, обладающей теплоизолирующими свойствами и имеющей отличающуюся на 100–200 °С температуру излучающей поверхности.
При величине k = 0,4 данные расчета и измерения согласуются.
Значения температуры слитка и максимальной разности температур представлены на рис. 4 (Тц, Тпов, Тс – температура по оси заготовки, по поверхности, на середине радиуса слитка или толщины стенки гильзы соответственно).
а. 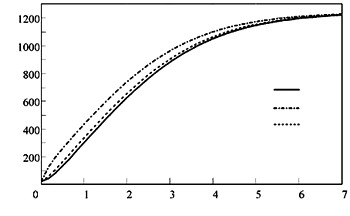
б. 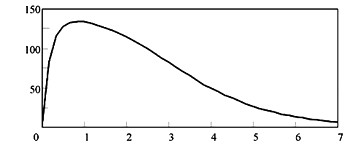
Рис. 4. Температура слитка в процессе нагрева (а) и максимальная разность по сечению слитка в процессе нагрева (б)
Из приведенных графиков видно, что после 7 ч нагрева температура слитка практически равномерна по сечению.
Максимальная разность температур достигается через 1 ч после начала нагрева и составляет около 140 °С.
Таким образом, рациональное время нагрева металла при температуре печи 1230–1240 °С составляет не более 6,5–7 ч.
По заводской технологии время нагрева достигает 7,5–8 ч.
Фактическое время нагрева составило 8,5 ч, что связано с опытным характером работы – потребовалось дополнительное время на настройку стана.
Значения температуры слитка, определенной разными способами, хорошо согласуются (рис. 4).
Это показывает, что результаты исследования достоверны.
Среднее отклонение значений температуры – 4 °С, следовательно, случайная абсолютная погрешность определения температуры имеет близкое значение.
Для металлургических процессов такая точность является хорошим результатом.
Выводы
1. Для исследования теплового состояния металла в процессе нагрева и прошивки наиболее целесообразно использовать тепловизионную съемку с дополнительной фиксацией температуры в отдельных точках сертифицированным пирометром и последующее математическое моделирование с использованием экспериментальных данных.
Такой комплекс исследований возможно позиционировать как услугу для металлургических предприятий при разработке или изменении технологических процессов горячей обработки давлением.
2. Измерение температуры металла при обработке давлением с помощью видеокамеры и пирометра совместно с математическим моделированием позволяет достичь согласования результатов с точностью до 4 °С.
3. Предложенная методика с использованием тепловидения и математического моделирования показывает, что после 7 ч нагрева температура слитка диам. 474 мм практически равномерна по сечению и равна 1230 °С.
Максимальная разность температуры по центру и на поверхности заготовки достигается через 1 ч после начала нагрева и составляет 140 °С.
Поэтому для заготовок из углеродистых сталей сравнимых размеров время нагрева можно сократить на 0,5–1,0 ч, не изменяя скорости нагрева в начальный период.
Это повысит энергоэффективность технологии нагрева на 20%.
Журнал "Металлург", 1 · 2011
|