13:21 Литье выжиманием.Основные понятия |
Для улучшения заполнения формы и повышения качества отливки процесс литья осуществляют так, чтобы геометрические размеры полости формы изменялись по мере заполнения ее расплавом и затвердевания отливки. Это позволяет уменьшить потери теплоты расплавом и заполнять формы тонкостенных крупногабаритных отливок, а также осуществлять компенсацию усадки отливки путем уменьшения ее объема при кристаллизации.
Первая из указанных особенностей формирования и в значительной мере вторая реализуются при литье выжиманием тонкостенных крупногабаритных отливок. После подготовки и сборки формы расплав заливают в нижнюю часть (металлоприемник) литейной установки (этап 1). Затем подвижную полуформу поворачивают (этап 2) и расплав поднимается в установке, заполняя полость между полуформами и боковыми стенками, закрывающими установку с торцов. В начальный момент сближения полуформ конфигурация объема расплава такова, что потери им теплоты в форме минимальны.
В момент окончания сближения полуформ (этап 3) расстояние между ними соответствует толщине тела отливки, а движение излишка расплава, сливающегося из установки в приемный ковш, способствует уменьшению потерь теплоты и хорошему заполнению форм отливок с весьма малой толщиной стенки (до 2 мм) при значительных габаритных размерах (до 1000 x 3000 мм).
После затвердевания отливки подвижная полуформа возвращается в исходное положение, а отливка извлекается из установки.
Отливки, полученные литьем выжиманием, имеют хорошие показатели структуры и механических свойств благодаря тому, что формирование отливки происходит одновременно с заполнением литейной формы и заканчивается в основном в момент завершения ее заполнения. Это обеспечивает питание затвердевающей отливки.
Таким способом получают отливки из алюминиевых сплавов АК7, АК9 и др.
Процесс может быть реализован по двум схемам:
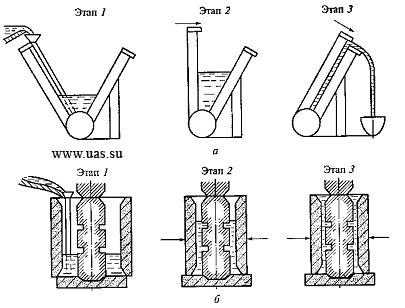 Рисунок – Схемы технологических процессов литья выжиманием: а – поворотом подвижной полуформы; б – плоскопараллельным перемещением полуформ (показано стрелками) |
| Категория: Литейное производство | Просмотров: 2641 | | |
| Всего комментариев: 0 | |