Горячештамповые стали BÖHLER.
Качество стали зависит от ее химического состава, процесса производства и термообработки.
BÖHLER обладает самым современным оборудованием для производства и обработки и может, таким образом, предложить каждому клиенту решение, разработанное специально для него.
Предварительный нагрев
Максимальная эффективность инструмента для литья под давлением может быть достигнута только при условии правильного обслуживания как до установки, так и во время эксплуатации. Для того, чтобы уменьшить напряжения, создаваемые воздействием циклической тепловой нагрузки, и, таким образом, снизить опасность растрескивания, инструмент перед началом литья должен быть аккуратно и тщательно нагрет согласно нижеуказанным рекомендациям.
Следующие значения температур могут быть использованы в качестве ориентировочных:
- для сплавов с низкой температурой плавления 150 - 2000С
- для сплавов легких металлов 250 - 3000С
- для сплавов с высокой температурой плавления 300 - 3500С
Охлаждение
Для матриц больших размеров, особенно при обработке сплавов с высокой температурой плавления, необходимо организовать отвод тепла через соответствующие каналы охлаждения для того, чтобы предотвратить чрезмерное повышение температуры матрицы.
Объем охлаждения должен обеспечивать более или менее постоянную температуру инструмента (выбранную температуру предварительного нагрева инструмента).
Во время остановок, долгих перерывов и т.п. охлаждение необходимо отключить.
Инструмент нужно либо поддерживать в нагретом состоянии, либо позволить ему медленно охладиться.
Для того, чтобы избежать растрескивания от напряжений, охлаждение инструмента должно быть медленным.
Полости матрицы должны всегда оставаться чистыми, и остатки обрабатываемого материала должны быть удалены для того, чтобы избежать повреждения инструмента.
Снятие остаточных напряжений
Напряжения, создаваемые постоянным изменением температуры, необходимо время от времени снимать с помощью соответствующей термообработки.
Опыт показывает, что промежуточное снятие напряжений помогает увеличить срок службы инструмента. Подобное снятие напряжений необходимо проводить в течение нескольких часов при температуре на 30 - 500С ниже максимальной температуры отпуска, с последующим охлаждением в печи.
Рекомендуется проводить первое снятие напряжений после 1000 - 5000 ударов, с последующим снятием напряжений каждую 1/5 от ожидаемого срока службы инструмента. После того, как инструмент разобран для хранения, рекомендуется провести чистку и снятие напряжений.
Налипание частиц обрабатываемого материала может быть значительно снижено при использовании правильных смазок.
При производстве инструмента для литья под давлением, необходимо добиваться как можно более гладкой (полированной) поверхности, т.к. срок службы инструмента значительно повышается с улучшением качества рабочей поверхности.
Рекомендуется использовать инструмент для литья под давлением, поверхность которого покрыта оксидной пленкой, образующейся при отпуске, которая снижет склонность к налипанию обрабатываемого материала.
Обработка поверхности, например, азотирование, улучшает износостойкость и снижает склонность к налипанию обрабатываемого материала.
Глубина азотирования 0.05 мм во многих случаях является наилучшей.
Аналог материала W300
|
Страна: Австрия
|
Стандарт: ONORM
|
Марка: W300
|
Химический состав
|
C
|
Si |
V |
Mn |
Cr |
Mo |
| 0,31 |
0,30 |
0,50 |
0,35 |
2,90 |
2,80 |
Термообработка.
- Отжиг:
750 до 8000С (1382 до 14720F).
Медленное контролируемое охлаждение в печи со скоростью 10 – 200С/час (50 – 680F/час) до примерно 6000С (11120F), с дальнейшим охлаждением на воздухе.
Твердость после отжига: не более 205 HB.
- Снятие напряжений:
600 до 6500С (1112 до 12020F).
Медленное охлаждение в печи; необходим для снятия напряжений, полученных при интенсивной механической обработке или при изготовлении инструмента со сложной геометрией.
После сквозного прогревания выдержать в нейтральной среде 1-2 часа.
- Закалка:
1010 до 10500С (1850 – 19220F).
Масляная, соляная ванна (500-5500С / 932-10220F).
Время выдержки после выравнивания температур: 15 – 30 мин.
Достигаемая твердость: 52 – 56 HRC
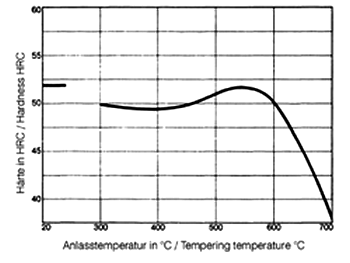
- Отпуск:
Медленный нагрев до температуры отпуска сразу после закалки (время выдержки в печи 1 час на каждые 20 мм толщины заготовки, но не менее 2 часов) охлаждение на воздухе.
Рекомендуется по крайней мере двукратный отпуск.
В целях снятия остаточных напряжений может быть полезен 3-й цикл отпуска.
1-й отпуск примерно на 300С (860F) выше температуры максимальной вторичной твердости.
2-й отпуск до желаемой рабочей твердости.
На диаграмме отпуска показаны средние величины твердости после отпуска.
3-й отпуск для снятия остаточных напряжений при температуре на 30-500С (86-1220F) ниже наивысшей температуры отпуска.
Диаграмма отпуска
4Х5МФС - Сталь инструментальная штамповая
Характеристика материала 4Х5МФС
|
Марка :
|
4Х5МФС
|
|
Заменитель:
|
4Х5МФ1С, 4Х4ВМФС
|
|
Классификация :
|
Сталь инструментальная штамповая
|
|
Применение:
|
мелкие молотовые штампы, крупные (сечением более 200 мм) молотовые и прессовые вставки при горячем деформировании конструкционных сталей и цветных сплавов в условиях крупносерийного и массового производства, пресс-формы литья под давлением алюминиевых, а также цинковых и магниевых сплавов.
|
Химический состав в % материала 4Х5МФС ГОСТ 5950 - 2000
|
C
|
Si
|
Mn
|
Ni
|
S
|
P
|
Cr
|
Mo
|
V
|
Cu
|
|
0.32 - 0.4
|
0.9 - 1.2
|
0.2 - 0.5
|
до 0.4
|
до 0.03
|
до 0.03
|
4.5 - 5.5
|
1.2 - 1.5
|
0.3 - 0.5
|
до 0.3
|
Температура критических точек материала 4Х5МФС.
Ac1 = 840, Ac3(Acm) = 870, Ar3(Arcm) = 810, Ar1 = 735, Mn = 300
Механические свойства при Т=20oС материала 4Х5МФС
|
Сортамент
|
Размер
|
Напр.
|
σв |
σт |
δ5 |
Ψ |
KCU
|
Термообработка
|
|
-
|
мм
|
-
|
МПа
|
МПа
|
%
|
%
|
кДж / м2
|
-
|
|
Сорт
|
10
|
|
1750
|
1480
|
|
|
570
|
Закалка
1000 - 1020oC,
Отпуск
530 - 560oC,
Отпуск
500 - 520oC,
|
|
Твердость 4Х5МФС после отжига , ГОСТ 5950-2000
|
HB 10-1 = 241 МПа
|
Физические свойства материала 4Х5МФС
|
T
|
E 10-5
|
α 106 |
λ |
ρ |
C
|
R 109
|
|
Град
|
МПа
|
1/Град
|
Вт/(м·град)
|
кг/м3
|
Дж/(кг·град)
|
Ом·м
|
|
20
|
|
|
29
|
7750
|
|
480
|
|
100
|
|
|
30
|
7724
|
|
|
|
200
|
|
|
30
|
7697
|
|
|
|
300
|
|
|
31
|
7670
|
|
|
|
400
|
|
|
33
|
7641
|
|
|
|
500
|
|
|
31
|
7600
|
|
|
|
600
|
|
|
30
|
7573
|
|
|
|
700
|
|
|
28
|
7546
|
|
|
|
800
|
|
|
26
|
7520
|
|
|
|
900
|
|
|
27
|
7495
|
|
|
|
T
|
E 10-5
|
α 106 |
λ |
ρ |
C
|
R 109
|
Каталоги BÖHLER.

|